注塑机调机方法、装置、注塑机、电子设备及存储介质与流程
本发明涉及注塑机,尤其涉及一种注塑机调机方法、装置、注塑机、电子设备、及存储介质。
背景技术:
1、在新的模具上机使用时、模具更换到不同的注塑机使用、注塑机自身的性能衰退以及环境变化等导致注塑件品质变化等场景下都需要进行注塑机调机。注塑机调机是通过反复尝试,通过调整注塑机的工艺参数,以获取合格的注塑件的产品品质的过程。
2、当前人工进行塑机调机的过程是:调机师先基于模具结构特点及个人经验确定初始工艺参数,使用该初始工艺参数进行注塑,然后基于对于注塑件的产品品质缺陷的人工反馈,来修正工艺参数,再次进行注塑。经过反复尝试,直至获得合格的注塑件产品品质。其中,人工反馈的产品品质缺陷的方式主要是依赖人工观察反馈,加之修正初始工艺参数也是基于个人经验,人为确定修正后的参数。
3、由于注塑机需要调节的工艺参数繁多,且注塑件的产品品质缺陷多种多样,使得当前注塑机调机是一项极其依赖调机师个人经验的复杂操作过程,且耗时耗材,甚至会影响生产进度。
技术实现思路
1、本发明提供一种注塑机调机方法、装置、注塑机、电子设备、及存储介质,用以解决现有技术中过度依赖人工经验进行调机所存在的诸多缺陷,实现智能调机,可有效降低对人工的依赖、加快调机过程、减少材料浪费、提高生产效率、缩减生产成本。
2、第一方面,本发明提供一种注塑机调机方法,包括:
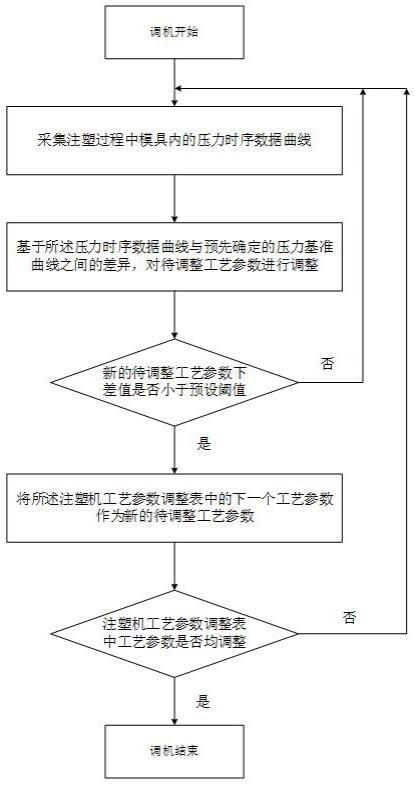
3、步骤1,采集注塑过程中模具内的压力时序数据曲线;
4、步骤2,基于所述压力时序数据曲线与预先确定的压力基准曲线之间的差异,对待调整工艺参数进行调整;所述待调整工艺参数是基于预先设定的注塑机工艺参数调整表中的第一个工艺参数;
5、步骤3,迭代执行所述步骤1至所述步骤2,直至所述注塑机在调整后的所述待调整工艺参数下,所述差异小于预设阈值;
6、步骤4,将所述注塑机工艺参数调整表中的下一个工艺参数作为新的待调整工艺参数,迭代执行所述步骤1至所述步骤3,直至完成对所述注塑机工艺参数调整表中的每一个工艺参数的调整。
7、根据本发明提供的一种注塑机调机方法,所述压力时序数据曲线与预先确定的压力基准曲线之间的差异值,是基于以下步骤确定的:
8、确定与所述待调整工艺参数相关的特征项;
9、基于所述压力时序数据曲线,提取与所述特征项相关的实际特征量;
10、调取所述压力基准曲线与所述特征项相关的基线特征量;
11、计算所述实际特征量与所述基线特征量之间的差值,作为所述压力时序数据曲线与所述压力基准曲线之间的差异。
12、根据本发明提供的一种注塑机调机方法,所述基于所述压力时序数据曲线与预先确定的压力基准曲线之间的差异,对待调整工艺参数进行调整,包括:
13、调取与所述待调整工艺参数相关的特征量回归模型;
14、将所述实际特征量与所述基线特征量之间的差值,输入至所述特征量回归模型,以获取由所述特征量回归模型输出的工艺参数调整值;
15、基于所述工艺参数调整值调整所述待调整工艺参数。
16、根据本发明提供的一种注塑机调机方法,所述调取与所述待调整工艺参数相关的特征量回归模型,包括:
17、根据特征量回归模型列表,调取与所述待调整工艺参数相关的特征量回归模型;
18、所述特征量回归模型列表是基于试验设计方式预先构建的。
19、根据本发明提供的一种注塑机调机方法,所述根据特征量回归模型列表,调取与所述待调整工艺参数相关的特征量回归模型,包括:
20、确定与所述待调整工艺参数相关的所有待选特征项;
21、根据特征量回归模型列表,确定每个所述待选特征项对应的特征量回归模型以及模型拟合度;
22、将特征量回归模型的模型拟合度最高的待选特征项作为所述待调整工艺参数相关的目标特征项,并将所述目标特征项对应的特征量回归模型,作为所述待调整工艺参数相关的特征量回归模型。
23、根据本发明提供的一种注塑机调机方法,所述注塑机工艺参数调整表中至少包括以下工艺参数:
24、注射填充阶段的注射速度、v-p切换点位置、保压压力、保压总时长和注塑机模具温度。
25、根据本发明提供的一种注塑机调机方法,根据注塑机模具的不同,将所述注射填充阶段的注射速度划分为多个注射填充子阶段;
26、相应地,所述注塑机工艺参数调整表中的所述注射填充阶段的注射速度,包括不同注射填充子阶段的注射速度。
27、根据本发明提供的一种注塑机调机方法,所述保压压力包括不同的保压子阶段的保压压力。
28、根据本发明提供的一种注塑机调机方法,与所述注射填充阶段的注射速度相关的特征项,至少包括注射填充阶段的曲线起始点和曲线斜率;与所述v-p切换点位置相关的特征项,至少包括在曲线上确定的v-p切换点对应的时刻和压力;与所述保压总时长相关的特征项,至少包括注射填充阶段结束时的压力、保压阶段的平均压力和保压阶段的最大压力;与所述保压总时长相关的特征项,至少包括保压阶段的保压时长;与所述注塑机模具温度相关的特征项,至少包括冷却阶段的平均压力。
29、根据本发明提供的一种注塑机调机方法,在所述调取所述压力基准曲线与所述特征项相关的基线特征量之前,还包括:
30、读取基线试验数据,所述基线试验数据是在注塑品合格的情况下,按照预设采用间隔采集的注塑机注塑过程中的压力数据;
31、基于所述基线试验数据拟合所述压力基准曲线;
32、根据所述压力基准曲线上各个点的幅值、斜率以及截距,确定所述基线特征量;
33、将所述压力基准曲线及其相关的基线特征量保存至预先构建的数据集中以供调取。
34、第二方面,本发明还提供一种注塑机调机装置,包括:
35、数据采集单元,用于执行步骤1,采集注塑过程中模具内的压力时序数据曲线;
36、参数调整单元,用于执行步骤2,基于所述压力时序数据曲线与预先确定的压力基准曲线之间的差异,对待调整工艺参数进行调整;所述待调整工艺参数是基于预先设定的注塑机工艺参数调整表中的第一个工艺参数;
37、第一控制单元,用于执行步骤3,迭代执行所述步骤1至所述步骤2,直至所述注塑机在调整后的所述待调整工艺参数下,所述差异小于预设阈值;
38、第二控制单元,用于执行步骤4,将所述注塑机工艺参数调整表中的下一个工艺参数作为新的待调整工艺参数,迭代执行所述步骤1至所述步骤3,直至完成对所述注塑机工艺参数调整表中的每一个工艺参数的调整。
39、第三方面,本发明还提供一种注塑机,包括:设置在近浇口处的压力传感器和处理器;压力传感器将采集的压力信号发送至所述处理器;
40、所述处理器在运行时,用于执行如上述任一项所述的注塑机调机方法的步骤。
41、第四方面,本发明提供一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现如上述任一种所述注塑机调机方法的步骤。
42、根据本发明提供的一种电子设备,所述电子设备与注塑机的工艺参数控制系统通信,以利用调整后的工艺参数对应调整所述工艺参数控制系统中当前的工艺参数。
43、第五方面,本发明还提供一种非暂态计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现如上述任一种所述注塑机调机方法的步骤。
44、第六方面,本发明还提供一种计算机程序产品,包括计算机程序,所述计算机程序被处理器执行时实现如上述任一种所述注塑机调机方法的步骤。
45、本发明提供的注塑机调机方法、装置、注塑机、电子设备、及存储介质,通过结合注塑过程机理知识,对模具内的压力时序数据曲线进行具体分析,通过逐步调节工艺参数,使得实际的模内压力曲线与参考曲线相一致,以获取满足注塑件品质合格的工艺参数,能降低对人工的依赖、加快调机过程、减少材料浪费、提高生产效率、缩减生产成本。
- 还没有人留言评论。精彩留言会获得点赞!