薄膜贴合方法与流程
本申请属于薄膜加工,更具体地说,是涉及一种薄膜贴合方法。
背景技术:
1、在薄膜贴合工艺中,薄膜容易发生翘曲的情况,尤其是当薄膜存在双层或多层贴合的情况下,由于各层薄膜的材质、厚度、抗拉伸强度以及受到的压力不同等因素,导致各层薄膜的拉伸程度不一样,在多层薄膜依次贴合后容易形成相互拉伸从而导致产品整体翘曲形变。
技术实现思路
1、本申请实施例的目的在于提供一种薄膜贴合方法,以解决现有技术中存在的薄膜贴合后容易翘曲变形的技术问题。
2、为实现上述目的,本申请采用的技术方案是:提供一种薄膜贴合方法,包括以下步骤:
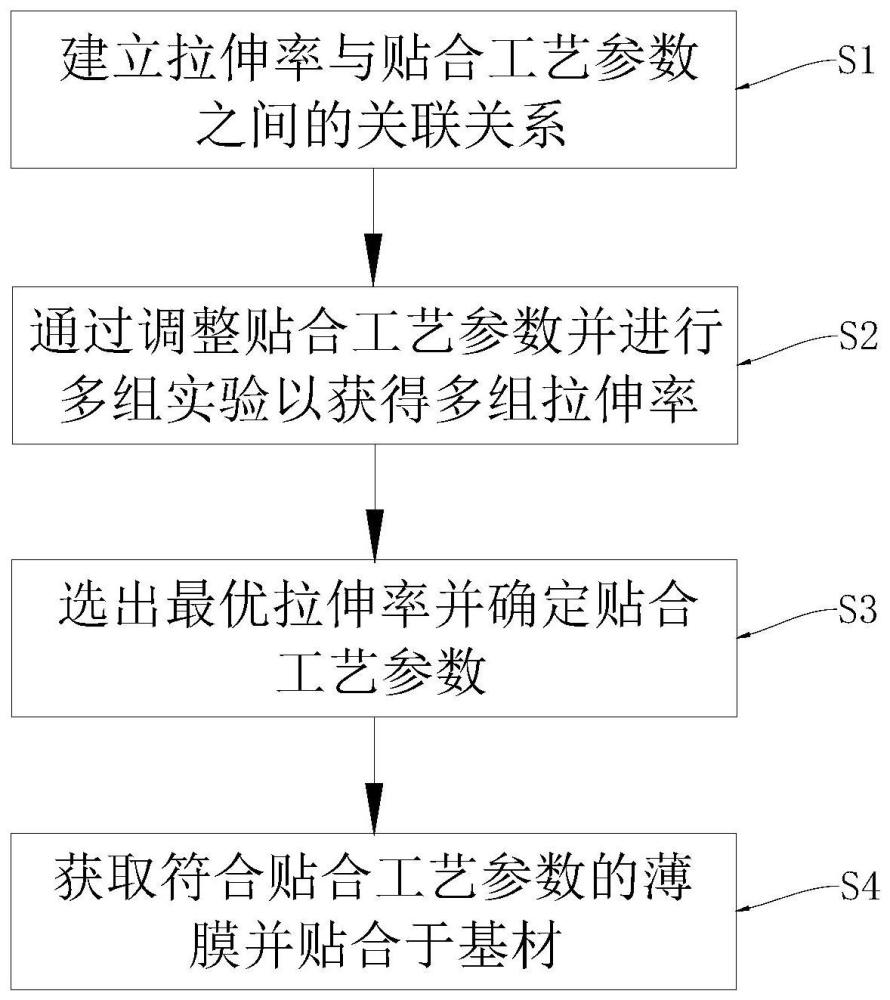
3、建立拉伸率与贴合工艺参数之间的关联关系;
4、根据所述关联关系,通过调整所述贴合工艺参数,进行多组实验,以获得多组拉伸率数据;
5、根据多组拉伸率数据,选取最优拉伸率,并根据所述最优拉伸率确定所述贴合工艺参数;
6、获取符合所述贴合工艺参数的薄膜,并贴合在基材上。
7、在其中一个实施例中,所述最优拉伸率的数值范围为0%-0.1%。
8、在其中一个实施例中,当所述薄膜的层数为至少两层时,设最底层所述薄膜为基准薄膜,根据所述基准薄膜的所述最优拉伸率依次确定其余层所述薄膜的所述最优拉伸率。
9、在其中一个实施例中,每相邻两层所述薄膜的所述最优拉伸率的数值差为0%-0.02%。
10、在其中一个实施例中,其余层所述薄膜的所述最优拉伸率由靠近所述基准薄膜至远离所述基准薄膜的方向依次确认,所述确认步骤包括:
11、设相邻两层所述薄膜中,以靠近所述基准薄膜的一层所述薄膜作为另一层所述薄膜的参考薄膜;
12、每层所述薄膜从对应的多组拉伸率数据中,选取与所述参考薄膜的所述最优拉伸率数值相差最小的一组定为该层所述薄膜的所述最优拉伸率。
13、在其中一个实施例中,所述贴合工艺参数包括贴合速度、贴合压力以及贴合张力。
14、在其中一个实施例中,所述关联关系的公式为:σ=a-bυ+cf 1+df2,其中,σ表示拉伸率,a、b、c和d均表示为系数,υ表示贴合速度,f1表示贴合压力,f2表示贴合张力。
15、在其中一个实施例中,所述a为0.06167,所述b为0.00419,所述c为0.008972,所述d为0.001771。
16、在其中一个实施例中,还包括以下步骤:所述建立拉伸率与贴合工艺参数之间的关联关系包括以下步骤:
17、建立拉伸率计算公式;
18、根据所述拉伸率计算公式,通过调整所述贴合工艺参数,进行多组实验,以获得多组拉伸率;
19、通过比对并计算多组实验的所述贴合工艺参数与对应所述拉伸率之间的关系,建立所述关联关系。
20、在其中一个实施例中,所述拉伸率计算公式为:其中,σ表示拉伸率,l表示薄膜贴合后的长度,l′表示薄膜贴合后再拆下的长度。
21、本申请提供的薄膜贴合方法,与现有技术相比,在薄膜进行贴合前,先通过建立拉伸率与贴合工艺参数之间的关联关系,从而能够在对薄膜进行贴合工艺前提供参数设计指导,具体通过调整贴合工艺参数,进行多组实验,以获得多组拉伸率数据,根据多组拉伸率数据选取出最优拉伸率后即可确定该薄膜的贴合工艺参数,通过确定合适的贴合工艺参数,从而确保后续大规模贴合生产时的翘曲情况得到有效控制,保证贴合质量,提高生产效率。
技术特征:
1.一种薄膜贴合方法,其特征在于,包括以下步骤:
2.如权利要求1所述的薄膜贴合方法,其特征在于,所述最优拉伸率的数值范围为0%-0.1%。
3.如权利要求2所述的薄膜贴合方法,其特征在于,当所述薄膜的层数为至少两层时,设最底层所述薄膜为基准薄膜,根据所述基准薄膜的所述最优拉伸率依次确定其余层所述薄膜的所述最优拉伸率。
4.如权利要求3所述的薄膜贴合方法,其特征在于,每相邻两层所述薄膜的所述最优拉伸率的数值差为0%-0.02%。
5.如权利要求4所述的薄膜贴合方法,其特征在于,其余层所述薄膜的所述最优拉伸率由靠近所述基准薄膜至远离所述基准薄膜的方向依次确认,所述确认步骤包括:
6.如权利要求1所述的薄膜贴合方法,其特征在于,所述贴合工艺参数包括贴合速度、贴合压力以及贴合张力。
7.如权利要求1-6任一项所述的薄膜贴合方法,其特征在于,所述关联关系的公式为:σ=a-bυ+cf 1+df2,其中,σ表示拉伸率,a、b、c和d均表示为系数,υ表示贴合速度,f1表示贴合压力,f2表示贴合张力。
8.如权利要求7所述的薄膜贴合方法,其特征在于,所述a为0.06167,所述b为0.00419,所述c为0.008972,所述d为0.001771。
9.如权利要求1所述的薄膜贴合方法,其特征在于,所述建立拉伸率与贴合工艺参数之间的关联关系包括以下步骤:
10.如权利要求9所述的薄膜贴合方法,其特征在于,所述拉伸率计算公式为:其中,σ表示拉伸率,l表示薄膜贴合后的长度,l′表示薄膜贴合后再拆下的长度。
技术总结
本申请属于薄膜加工技术领域,更具体地说,是涉及一种薄膜贴合方法,薄膜贴合方法包括以下步骤:建立拉伸率与贴合工艺参数之间的关联关系;根据所述关联关系,通过调整所述贴合工艺参数,进行多组实验,以获得多组拉伸率数据;根据多组拉伸率数据,选取最优拉伸率,并根据所述最优拉伸率确定所述贴合工艺参数;获取符合所述贴合工艺参数的薄膜,并贴合在基材上。本申请提供的薄膜贴合方法能够改善薄膜在贴合工艺中的翘曲情况。
技术研发人员:何春荣,曾伟芬,闫伟伟,张云华,朱泽力
受保护的技术使用者:深圳莱宝高科技股份有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!