一种用于生产汽车天窗挡板的冲压设备及其加工方法与流程
本发明涉及板材加工,更具体地说,它涉及一种用于生产汽车天窗挡板的冲压设备及其加工方法。
背景技术:
1、汽车天窗挡板是一种常见的汽车零部件,主要用于遮挡天窗直射下来的阳光。
2、现有的汽车挡板在生产过程中,采用gmt板材进行加工过程中,需要先将gmt板材放入到加热设备中进行加热,加热到一定温度后,需要将其取出再对其进行冷压定型,冷却定型后再对其进行后续的切割成型工作,其生产过程较为复杂,时间成本较高。
3、因此亟需一种新的技术方案来解决上述技术问题。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种用于生产汽车天窗挡板的冲压设备及其加工方法。
2、本发明的上述技术目的是通过以下技术方案得以实现的:一种用于生产汽车天窗挡板的冲压设备,包括底座,所述底座表面设置有下压板,所述底座表面位于下压板的两侧固定连接有竖直设置的侧杆,两根所述侧杆的顶端之间固定连接有顶杆,两根所述侧杆之间设置有配合于下压板的上压板,还包括用于驱动上压板沿竖直方向运动的驱动件,所述下压板内设置有加热件与冷却件。
3、通过采用上述技术方案,在对gmt板进行加工时,将gmt板放置于下压板表面,并通过加热件对其进行加热,gmt板被加热到一定温度后,通过驱动件驱动上压板对gmt板进行冲压,同时通过冷却件对下压板起到冷却作用,使得gmt板快速冷却定型,从而简化了其生产流程,有效提升了生产效率。
4、本发明进一步设置为:所述下压板的表面开设有凹槽,所述凹槽内设置有连接板,所述凹槽与连接板之间形成有用于安装加热件与冷却间的空腔。
5、本发明进一步设置为:所述加热件包括若干均匀水平排列于凹槽底部的加热管。
6、本发明进一步设置为:所述冷却件包括若干设置于连接板下表面的定位条,所述定位条与加热管间隔设置,所述定位条沿其长度方向开设有贯穿其两端的导流槽,相邻两根所述定位条之间设置有连通于导流槽的导流弯管,所述下压板的侧壁设置有连通于位于外侧两根定位条导流槽的进水管与出水管。
7、本发明进一步设置为:所述连接板与定位条由导热性能好的金属材料一体成型。
8、本发明进一步设置为:所述连接板的表面低于下压板的表面。
9、本发明进一步设置为:所述上压板的下表面沿其周侧开设有供下压板周侧插设的连接槽,所述上压板位于连接槽的内侧形成有抵压部,所述抵压部的水平高度高于上压板的下表面高度。
10、本发明进一步设置为:所述上压板的外侧表面设置有保温层,所述凹槽的内壁设置有温度传感器。
11、一种应用上述冲压设备的汽车天窗挡板的加工方法,包括如下步骤:
12、1)、将gmt板放置于下压板的表面,并通过加热件对其进行加热;
13、2)、加热一定时间,使得gmt板达到所需温度后,并驱动组件驱动上压板朝向下压板运动,并对gmt板进行冲压,同时通过冷却件对gmt板进行冷却;
14、3)、gmt板冷却成型后,驱动组件驱动上压板上升,在gmt板的表面涂抹胶水,并将面料放置于gmt板的表面,驱动组件再次驱动上压板向下运动,并对gmta板与面料进行压制,通过加热件保持其内部的温度;
15、4)、gmt板与面料冲压成型后,将其取出并对其冲切成型;
16、5)、对冲切成型后的半成品进行手工包边工作。
17、本发明具有以下有益效果:在对gmt板进行加工时,将gmt板放置于下压板表面,并通过加热件对其进行加热,gmt板被加热到一定温度后,通过驱动件驱动上压板对gmt板进行冲压,同时通过冷却件对下压板起到冷却作用,使得gmt板快速冷却定型,从而简化了其生产流程,有效提升了生产效率。
18、附图说明
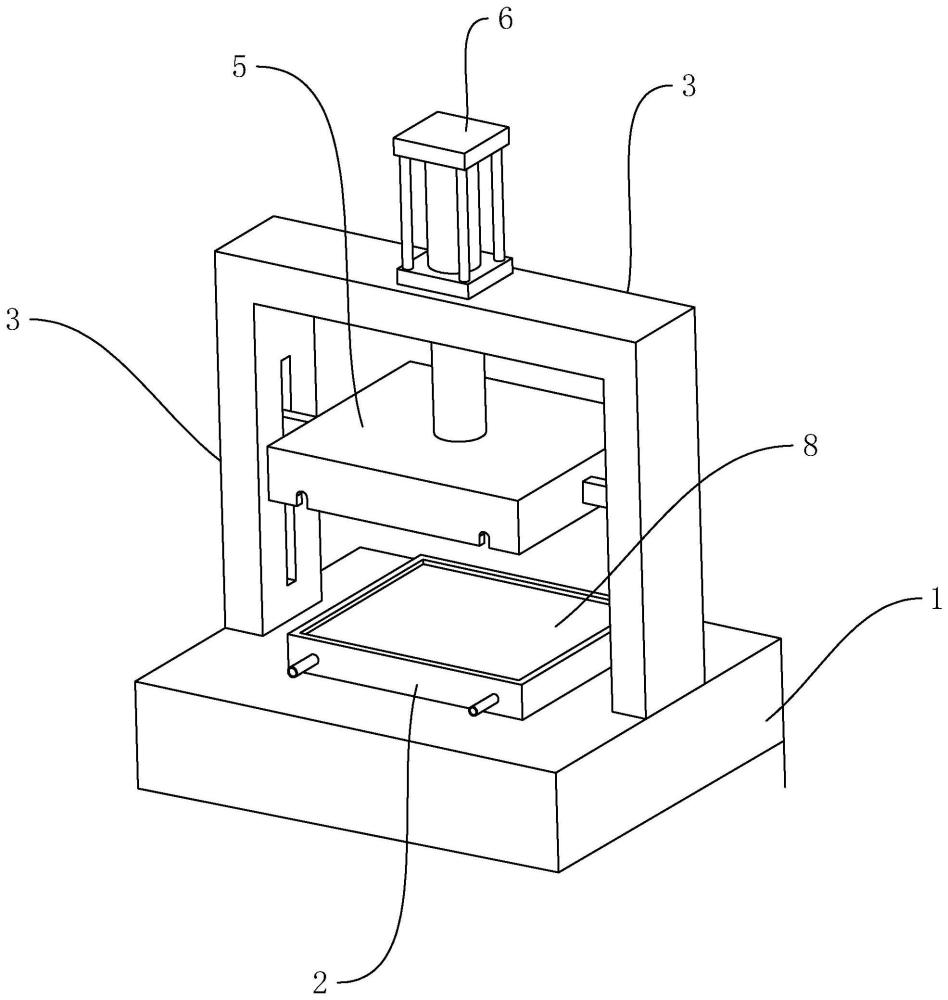
19、图1为本实施例的立体结构示意图;
20、图2为本实施例下压板的内部结构示意图;
21、图3为本实施例上压板的地步结构示意图;
22、图4为本实施例上压板与下压板另一状态剖面结构示意图。
技术特征:
1.一种用于生产汽车天窗挡板的冲压设备,其特征在于:包括底座(1),所述底座(1)表面设置有下压板(2),所述底座(1)表面位于下压板(2)的两侧固定连接有竖直设置的侧杆(3),两根所述侧杆(3)的顶端之间固定连接有顶杆(4),两根所述侧杆(3)之间设置有配合于下压板(2)的上压板(5),还包括用于驱动上压板(5)沿竖直方向运动的驱动件(6),所述下压板(2)内设置有加热件与冷却件。
2.根据权利要求1所述的一种用于生产汽车天窗挡板的冲压设备,其特征在于:所述下压板(2)的表面开设有凹槽(7),所述凹槽(7)内设置有连接板(8),所述凹槽(7)与连接板(8)之间形成有用于安装加热件与冷却间的空腔。
3.根据权利要求2所述的一种用于生产汽车天窗挡板的冲压设备,其特征在于:所述加热件包括若干均匀水平排列于凹槽(7)底部的加热管(9)。
4.根据权利要求3所述的一种用于生产汽车天窗挡板的冲压设备,其特征在于:所述冷却件包括若干设置于连接板(8)下表面的定位条(10),所述定位条(10)与加热管(9)间隔设置,所述定位条(10)沿其长度方向开设有贯穿其两端的导流槽(101),相邻两根所述定位条(10)之间设置有连通于导流槽(101)的导流弯管(11),所述下压板(2)的侧壁设置有连通于位于外侧两根定位条(10)导流槽(101)的进水管(12)与出水管(13)。
5.根据权利要求4所述的一种用于生产汽车天窗挡板的冲压设备,其特征在于:所述连接板(8)与定位条(10)由导热性能好的金属材料一体成型。
6.根据权利要求1所述的一种用于生产汽车天窗挡板的冲压设备,其特征在于:所述连接板(8)的表面低于下压板(2)的表面。
7.根据权利要求6所述的一种用于生产汽车天窗挡板的冲压设备,其特征在于:所述上压板(5)的下表面沿其周侧开设有供下压板(2)周侧插设的连接槽(14),所述上压板(5)位于连接槽(14)的内侧形成有抵压部(15),所述抵压部(15)的水平高度高于上压板(5)的下表面高度。
8.根据权利要求7所述的一种用于生产汽车天窗挡板的冲压设备,其特征在于:所述上压板(5)的外侧表面设置有保温层(15),所述凹槽(7)的内壁设置有温度传感器。
9.一种应用如权利要求1-8任意冲压设备的汽车天窗挡板的加工方法,其特征在于:包括如下步骤:
技术总结
本发明公开了一种用于生产汽车天窗挡板的冲压设备及其加工方法,涉及板材加工技术领域,旨在解决流程复杂的技术问题。其技术方案要点是:包括底座,所述底座表面设置有下压板,所述底座表面位于下压板的两侧固定连接有竖直设置的侧杆,两根所述侧杆的顶端之间固定连接有顶杆,两根所述侧杆之间设置有配合于下压板的上压板,还包括用于驱动上压板沿竖直方向运动的驱动件,所述下压板内设置有加热件与冷却件。本发明的目的在于提供一种用于生产汽车天窗挡板的冲压设备及其加工方法。
技术研发人员:李加春,肖斌,彭浩荣
受保护的技术使用者:浙江慧凯模塑科技有限公司
技术研发日:
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!