一种护套成型设备的制作方法
本技术涉及护套生产加工的,尤其是涉及一种护套成型设备。
背景技术:
1、pvc护套为pvc浸塑制品,使用领域极广,主要应用在空调、冰箱、微波炉、洗衣机、汽车、摩托车等配套产品上。
2、相关技术中护套成型设备包括机架,机架上设置有沿竖直方向滑动的升降支架,升降支架上旋转连接有两个旋转支架,两个旋转支架之间安装后模具架。模具架包括与旋转支架连接的模具板,模具板上设置有成型柱。模具架下方设置有存放pvc原料的存放箱。
3、在生产过程中,旋转支架转动模具架,使成型柱竖直向下设置,再通过升降支架往下降低高度,使定型柱的端部浸入容器中的液体材料中,等待一段时间后,升降装置升起使定型柱从pvc原料中完全脱离,接着旋转支架旋转复位,使定型柱竖直向上,等pvc原料冷却定型即可形成pvc护套。
4、在旋转支架将定型柱到竖直向上的过程中,pvc原料在重力作用下会流向定型柱背向转动方向的一侧,虽然pvc原料由于流动性较差不会过分集中,但也容易导致pvc护套的壁厚不均匀,甚至在护套一侧出现凸包状。
技术实现思路
1、为了改善pvc护套的良品率,本技术提供一种护套成型设备。
2、本技术提供的一种护套成型设备,采用如下的技术方案:
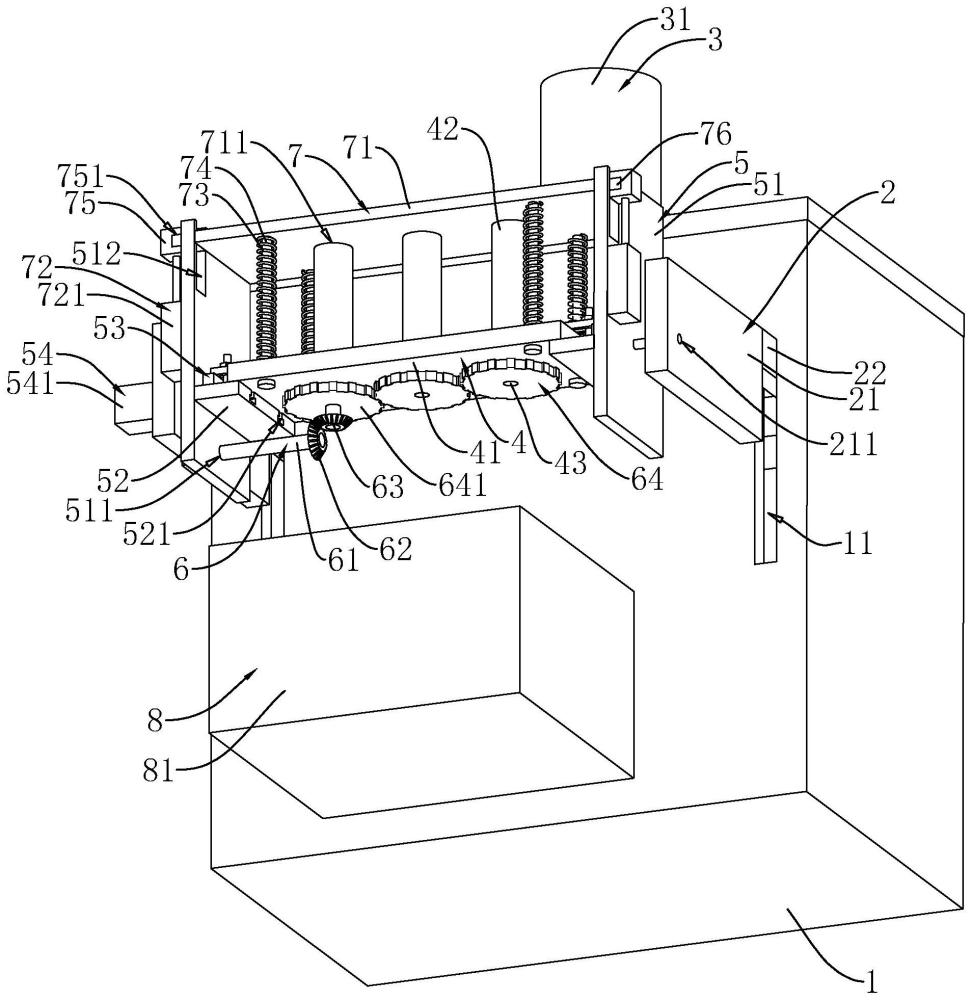
3、一种护套成型设备,包括机架,所述机架上设置有安装架,所述安装架上设置有成型结构以及用于驱动成型结构翻转的翻转结构,所述机架上设置有用于驱动安装架升降的升降结构,所述成型结构下方设置有用于存放原料的存放结构;所述成型结构包括设置于安装架上的模具板,所述模具板上设置有成型柱,所述翻转结构包括转动连接于安装架上的两个安装板,所述模具板设置于两个安装板之间,所述安装板上设置有用于驱动成型柱自转的旋转结构。
4、通过采用上述技术方案,初始状态,成型柱位于模具板上方;通过翻转结构将成型结构翻转,使成型柱位于模具板下方,通过升降结构将成型结构朝存放结构移动,使成型柱上粘附高温熔化状态的pvc混合材料,然后升降结构、翻转结构复位,直到成型结构上的pvc原料冷却后成型出pvc护套;在翻转结构驱动模具板和成型柱翻转复位的过程中,通过旋转结构驱动成型柱自转,使翻转结构和旋转结构同步工作,使成型柱上的pvc混合材料分布均匀,使成型出的pvc护套的壁厚均匀,提升pvc护套的良品率。
5、可选的,所述翻转结构还包括安装板朝向模具板一侧的固定座,所述固定座与模具板之间设置有连接两者的锁定件,所述安装架上设置有用于驱动安装板旋转的翻转驱动件。
6、通过采用上述技术方案,翻转驱动件驱使安装板旋转,使安装板、模具板、成型柱一起旋转,使成型柱对准存放结构,后续借助升降结构可以驱动成型柱朝存放结构方向运动;成型柱低于安装板时,粘附的高温熔化状态pvc混合材料朝成型柱远离安装板的方向流动,会使pvc护套壁厚不均,而通过将成型柱旋转,在成型柱高于安装板时,成型柱上粘附的pvc混合材料朝安装板方向流动,使成型出的pvc护套壁厚均匀。
7、可选的,所述翻转驱动件包括设置于安装架上的翻转电机,所述翻转电机的输出轴与安装板连接。
8、可选的,所述固定座位于模具板远离成型柱的一侧,所述固定座朝向模具板开设有截面呈t型槽状的固定槽,所述锁定件包括滑动设置于固定槽内的锁定螺栓,所述锁定螺栓的杆部外套设有位于模具板远离固定座一侧的压板,所述锁定螺栓上螺纹连接有锁定螺母,所述压板与固定座之间设置有垫块,所述垫块位于锁定螺栓远离模具板的一侧;当压板朝向固定座的端面与模具板远离固定座的端面抵接时,压板朝向固定座的端面与垫块远离固定座的端面抵接。
9、通过采用上述技术方案,t型槽的设置,使锁定螺栓只能在固定槽内活动,可以对不同尺寸的模具板进行安装,提升锁定件安装适配性的作用;通过锁定螺栓、压板、锁定螺母和垫块的设置,将固定座与压板连接固定。
10、可选的,所述成型柱朝向模具板一侧设置有安装轴,所述模具板开设有供安装轴穿过的穿孔,所述旋转结构包括套接在安装轴外的从动锥齿轮以及转动连接于安装板上的操作杆,所述操作杆外套接有主动锥齿轮,所述主动锥齿轮和从动锥齿轮相互啮合,所述安装板设置有用于驱动安装轴旋转的旋转驱动件。
11、通过采用上述技术方案,旋转驱动件驱动主动锥齿轮转动,由于主动锥齿轮和从动锥齿轮相互啮合,主动锥齿轮带动从动锥齿轮和成型柱旋转,使安装板相对于安装架旋转的过程中成型柱自转,使pvc混合材料均匀分布在成型柱的周向,使成型出的pvc护套的壁厚均匀,提升pvc护套的合格率。
12、可选的,所述旋转驱动件包括设置于安装板远离固定座一侧的旋转电机,所述旋转电机的输出轴与操作杆连接。
13、可选的,所述安装板远离固定座的一侧设置有圆轴,所述圆轴转动连接于安装架上,所述旋转驱动件包括套设在圆轴外的太阳齿轮以及套接在操作杆外的行星齿轮,所述太阳齿轮与安装架固定连接,所述太阳齿轮和行星齿轮相互啮合,所述太阳齿轮和行星齿轮结构相同。
14、通过采用上述技术方案,翻转结构旋转180度时,使行星齿轮绕太阳齿轮的外侧滚动,由于太阳齿轮和行星齿轮结构相同,使行星齿轮绕操作杆的轴线旋转360度,即使主动锥齿轮旋转360度,使pvc混合材料均匀分布在成型柱的周向,使成型出的pvc护套的壁厚均匀,提升pvc护套的合格率。
15、可选的,所述成型柱和安装轴均设置有多个,所述旋转结构还包括将多个安装轴联动的联动件,所述联动件包括套接在每个安装轴外的联动齿轮,相邻两个联动齿轮相互啮合。
16、通过采用上述技术方案,通过联动件将通过安装轴联动,使旋转结构驱动任意一个安装轴旋转时,可以带动其他安装轴进行旋转。
17、可选的,所述模具板上设置有用于将产品脱料的脱料结构,所述脱料结构包括滑动设置于安装板的脱料板以及在安装板上的脱料驱动件,所述脱料板上开设有供成型柱穿过的插孔,所述脱料驱动件用于驱动脱料板沿成型柱的轴线方向移动。
18、通过采用上述技术方案,需要成型结构移动到存放结构内,脱料驱动件先驱动脱料板朝模具板方向运动,使成型柱露出,再通过翻转结构驱动成型结构旋转,使成型柱朝向下方,然后通过升降结构将成型结构移动到存放结构内,使成型柱上粘附高温熔化状态的pvc混合材料;在pvc套管在成型柱成型后,脱料气缸驱动脱料板朝远离模具板的方向运动,使脱料板驱动pvc套管从成型柱上脱离。
19、综上所述,本技术包括以下至少一种有益技术效果:
20、1.初始状态,成型柱位于模具板上方;通过翻转结构将成型结构翻转,使成型柱位于模具板下方,通过升降结构将成型结构朝存放结构移动,使成型柱上粘附高温熔化状态的pvc混合材料,然后升降结构、翻转结构复位,直到成型结构上的pvc原料冷却后成型出pvc护套;在翻转结构驱动模具板和成型柱翻转复位的过程中,通过旋转结构驱动成型柱自转,使翻转结构和旋转结构同步工作,使成型柱上的pvc混合材料分布均匀,使成型出的pvc护套的壁厚均匀,提升pvc护套的良品率;
21、2.设置联动件,使多个成型柱进行联动,无需设置多个旋转结构,即无需设置多个驱动源。
- 还没有人留言评论。精彩留言会获得点赞!