一种电磁热熔焊机断电报警控制系统的制作方法
本发明属于电磁热熔焊机,具体涉及一种电磁热熔焊机断电报警控制系统。
背景技术:
1、电磁热熔焊机是指利用电磁感应原理进行热熔焊的设备,它通过电磁感应加热工件,使其达到熔点,再通过施加压力使工件焊接在一起。
2、电磁热熔焊机长期使用加热性能和加压性能会有所下降,而对于这种情况目前只能通过焊接完成的工件优良程度进行判断,无法进行实时干预,造成工件资源的浪费,提高企业的工件焊接成本。
技术实现思路
1、为解决上述背景技术中提出的问题。本发明提供了一种电磁热熔焊机断电报警控制系统,具有能够保证断电预警提高检修效率的同时能够提高焊接效率,同时减少焊接件浪费的特点。
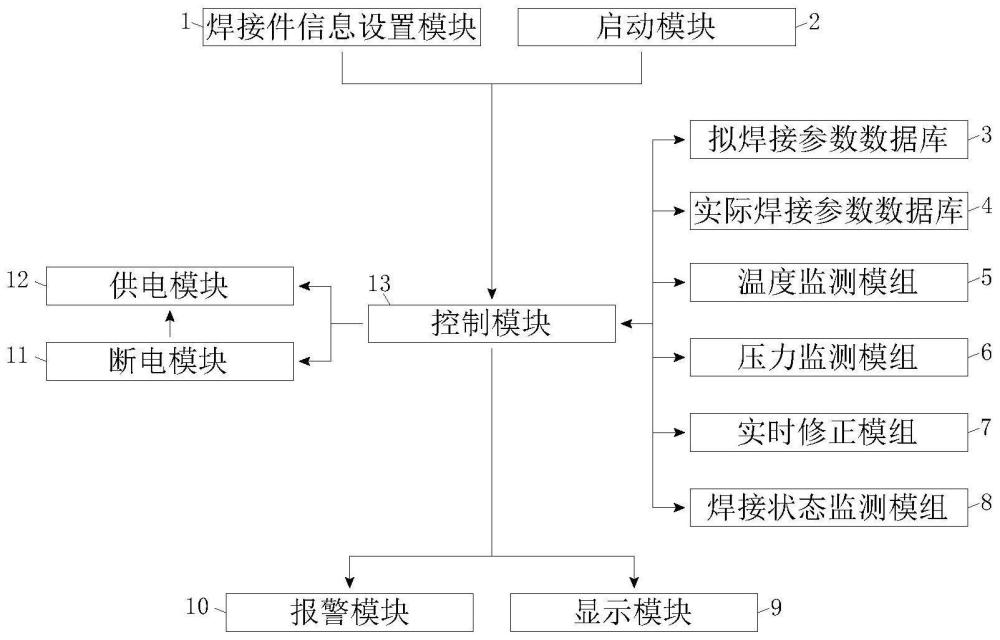
2、为实现上述目的,本发明提供如下技术方案:一种电磁热熔焊机断电报警控制系统,包括:焊接件信息设置模组、拟焊接参数数据库、启动模块、供电模块、温度监测模组、压力监测模组、实时修正模组、焊接状态监测模组、断电模块、报警模块、显示模块和控制模块,其中:
3、所述焊接件信息设置模组,设置第一焊接件和第二焊接件包括材质和型号的参数信息;
4、所述拟焊接参数数据库,保存有各焊接件包括最终加热温度、达到最终加热温度时间、最终加压力度和达到最终加压力度时间的焊接参数;
5、所述启动模块,启动电磁热熔焊机进行热熔加压焊接;
6、所述供电模块,为电磁热熔焊机各结构进行供电;
7、所述温度监测模组,检测第一焊接件和第二焊接件热熔过程中的实时温度;
8、所述压力监测模组,检测第一焊接件和第二焊接件加压焊接过程中的实时压力;
9、所述实时修正模组,将温度监测模组和压力监测模组检测的实时温度和压力与拟焊接参数数据库内的焊接参数进行比较,具有误差时进行焊接参数实时修正;
10、所述焊接状态监测模组,对第一焊接件和第二焊接件热熔和加压焊接过程中的状态进行监测,并在状态有误时及时传送信息;
11、所述断电模块,在电磁热熔焊机焊接完成或具有错误报告的情况下进行断电;
12、所述报警模块,在电磁热熔焊机具有错误报告的情况下进行报警;
13、所述显示模块,针对电磁热熔焊机的错误报告原因进行显示;
14、所述控制模块,根据预设程序控制系统进行上述运行。
15、进一步的,所述温度监测模组包括第一温度检测模块、第二温度检测模块和第一计时模块,其中:
16、所述第一温度检测模块,针对热熔过程中的第一焊接件的体表温度进行实时检测;
17、所述第二温度检测模块,针对热熔过程中的第二焊接件的体表温度进行实时检测;
18、所述第一计时模块,针对热熔时间进行计时。
19、进一步的,所述压力监测模组包括第一压力检测模块、第二压力检测模块和第二计时模块,其中:
20、所述第一压力检测模块,针对加压焊接过程中的第一焊接件的加压力度检修实时检测;
21、所述第二压力检测模块,针对加压焊接过程中的第二焊接件的加压力度检修实时检测;
22、所述第二计时模块,针对加压时间进行计时。
23、进一步的,所述实时修正模组包括焊接参数计算模块和焊接参数修正模块,其中:
24、所述焊接参数计算模块,接收拟焊接参数数据库内的最终加热温度、达到最终加热温度时间、最终加压力度和达到最终加压力度时间的焊接参数,通过最终加热温度/达到最终加热温度时间和最终加压力度/最终加压力度时间分别计算出第一焊接件和第二焊接件的平均加热速率和平均加压速率,接收第一温度检测模块、第二温度检测模块、第一计时模块、第一压力检测模块、第二压力检测模块和第二计时模块的第一焊接件和第二焊接件的加热时间和加压时间,通过平均加热速率*加热时间和平均加压速率*加压时间分别计算出第一焊接件和第二焊接件的实时虚拟温度和压力;
25、所述焊接参数修正模块,将计算出的实时虚拟温度和压力与检测到的实时温度与压力相比较,若两者间无差异,则判断电磁热熔焊机的加热和加压结构无异常,系统不动作,若两者间有差异,则通过【最终加热温度/实际温度/加热时间-已加热时间】和【最终加压力度/实际力度/加压时间-已加压时间】分别计算出修正的供电时间,控制模块按照修正的时间控制供电模块进行供电,同时在焊接完成通过报警模块报警以及通过显示模块显示修正因素,等待检修人员进行相关方面的检修。
26、进一步的,所述焊接状态监测模组包括第二拍摄模块、第三拍摄模块、焊接状态判别模块和焊接状态图片数据库,其中:
27、所述第二拍摄模块,拍摄第一焊接件热熔过程中的图像;
28、所述第三拍摄模块,拍摄第二焊接件热熔过程中的图像;
29、所述焊接状态判别模块,根据第二拍摄模块和第三拍摄模块拍摄的第一焊接件和第二焊接件的热熔图片进行状态识别,其中,状态识别步骤为:将第一焊接件和第二焊接件的图片进行二值化处理,将二值化后的第一焊接件和第二焊接件图片与正常热熔状态的第一焊接件和第二焊接件二值化图片进行边缘轮廓比较,若边缘轮廓突出超过预设阈值,则视为热熔失败,控制模块控制断电模块直接断电,同时控制报警模块报警和显示模块显示,等待检修;
30、所述焊接状态图片数据库,保存有各焊接件热熔过程中各状态的二值化图片。
31、进一步的,所述拟焊接参数数据库内保存的各焊接件的参数信息是基于大数据分析得出并设置的。
32、进一步的,所述焊接状态图片数据库内的二值化图片是基于各焊接件的历史焊接图片二值化处理得出并设置。
33、进一步的,还包括实际焊接参数数据库,通过实时修正模组修正后的焊接件焊接参数被保存在实际焊接参数数据库内,通过设定时间段内的实际焊接参数数据库内的焊接参数计算出平均加热速率和平均加压速率,若检修后计算出的平均加热速率和平均加压速率没有恢复到拟平均加热速率和平均加压速率,且计算出的平均加热速率和平均加压速率为稳定状态,则将拟平均加热速率和平均加压速率替换为该计算出的平均加热速率和平均加压速率,重新设定到达最终加热温度和最终加压力度的加热时间和加压时间,将该重新设定的拟焊接参数作为下次的焊接参数进行焊接。
34、进一步的,所述焊接件信息设置模组的焊接件信息设置包括手动和自动,其中,自动设置包括第一拍摄模块、红外热成像模块、焊接件判别模块和焊接件参数数据库,其中:
35、所述第一拍摄模块,拍摄第一焊接件和第二焊接件的端口垂直图片;
36、所述红外热成像模块,基于红外热成像分别获取第一焊接件和第二焊接件固定设备固定和未固定第一焊接件和第二焊接件位置的温度;
37、所述焊接件判别模块,基于第一焊接件和第二焊接件的垂直端口拍摄图片进行二值化,再基于第一焊接件和第二焊接件的边缘像素块和摄像设备与现实世界坐标系间的关联计算出第一焊接件和第二焊接件边缘的实际坐标,再基于第一焊接件和第二焊接件的边缘实际坐标计算出第一焊接件和第二焊接件的型号,基于红外热成像模块获取的固定设备固定和未固定第一焊接件和第二焊接件的温度计算出第一焊接件和第二焊接件的吸热系数,基于吸热系数确定第一焊接件和第二焊接件的材质,再基于型号与各焊接件参数进行比较,以确定第一焊接件和第二焊接件的焊接参数;
38、所述焊接件参数数据库,保存有各焊接件的焊接参数。
39、进一步的,所述焊接件参数数据库内的焊接件参数是基于各焊接件的历史参数得出并设置。
40、与现有技术相比,本发明的有益效果是:
41、1、本发明通过设置第一和第二焊接件的材质和型号,再基于预设的各焊接件焊接参数直接调取出第一和第二焊接件的焊接参数进行焊接,焊接参数设置较为精准,焊接效果好,同时能够基于实时检测和预设的第一和第二焊接件的加热温度和加压力度间的差异实时修正热熔焊接结构的参数,在可调整不影响两个焊接件的前提下实现自动修正完成焊接后再断电预警,在不可调整的前提下直接断电报警,较现有技术而言,能够保证断电预警提高检修效率的同时能够提高焊接效率,同时减少焊接件浪费。
42、2、本发明将有差异的实际焊接参数进行保存,同时基于保存的实际焊接参数进行规则发现,在使用年限久无法恢复至初始预设规则时直接用实时规则对预设规则进行替换,避免电磁热熔焊接基于初始预设焊接参数频繁断电预警。
43、3、本发明能够自动设置焊接件的材质和型号,设置结果更为精准,焊接效果更佳,基于数据断电报警的效果也达到更佳。
- 还没有人留言评论。精彩留言会获得点赞!