一种橡胶密封件热接硫化模具的制作方法
本发明涉及一种硫化橡胶热接密封件用的硫化模具,属于密封热接领域。。
背景技术:
1、密封是工程设备的关键零部件之一,保障被密封介质和非密封介质的良好阻隔,由于最近几年风电行业的快速发展,用于风机上的密封也逐步开始发展,尤其是用于偏航、变桨功能方面的密封发展较快。由于风力发电受到不同风速、风向、雨水、灰尘,紫外线、臭氧环境等复杂工况的影响。对其密封的使用提出了更高的要求,这也成为密封发展过程中的重大挑战!
2、风电作为一种新型的清洁能源逐步进入大众的视野并开始蓬勃发展。在风电市场快速发展的推动下,人们对风力发电不断提出更高的要求,开始不断朝向更稳定和更大兆瓦级风机的发展,其对使用的密封要求也不断升高,尤其是应用在偏航和变桨轴承内使用的密封。由于风机一般安装在山体,丘陵,海边,戈壁等施工条件相对恶劣的环境下,这些将导致密封的后期维护和更换费用较高。由于偏航、变桨轴承大多使用纯橡胶密封,且截面具有一致性的特点,此类产品可以使用整圈一次性模压,分段连续模压硫化和连续挤出硫化后再热接硫化接头这3种加工方式,整圈一次性模压硫化生产的产品具有外观、尺寸和性能一致性非常好且生产合格率极高的优点,但由于整圈一次性模压硫化该工艺受到产品尺寸的限值,很难达到更大兆瓦级的密封的直径要求,这导致其应用相对较少。分段连续模压硫化对各分段硫化的要求极高,这对生产该产品的员工和硫化设备的温控以及原始胶料的各项特性都有极高的要求,因其中任一分段硫化环节出了问题将会导致整个硫化产品的报废,这也导致此生产方式的产品生产成本很高。连续挤出硫化后再热接硫化接头的产品具有生产一致性,稳定性等优点,且相同产品截面可根据实际长度进行裁切,这也保证同一轴承上安装不同直径的密封具有完全相同的截面,但由于产品需要在成圆时需要将裁断处的两个接头进行热接硫化,这也导致该种方式生产的产品存在一个热接接头,且该接头的强度对产品全寿命周期的使用性能相关重要。因此密封需要具有更好的防脱性能和更长的使用寿命,而对其生产加工所用的模具就产生了更大的挑战!本申请硫化模具是针对连续挤出硫化后再热接硫化接头的产品进行开发的,其模具的结构是产品的热接接头的强度重要因素之一。
技术实现思路
1、本发明的目的在于提供一种橡胶密封件热接硫化模具,其可增强密封接头的强度,增加密封效果。
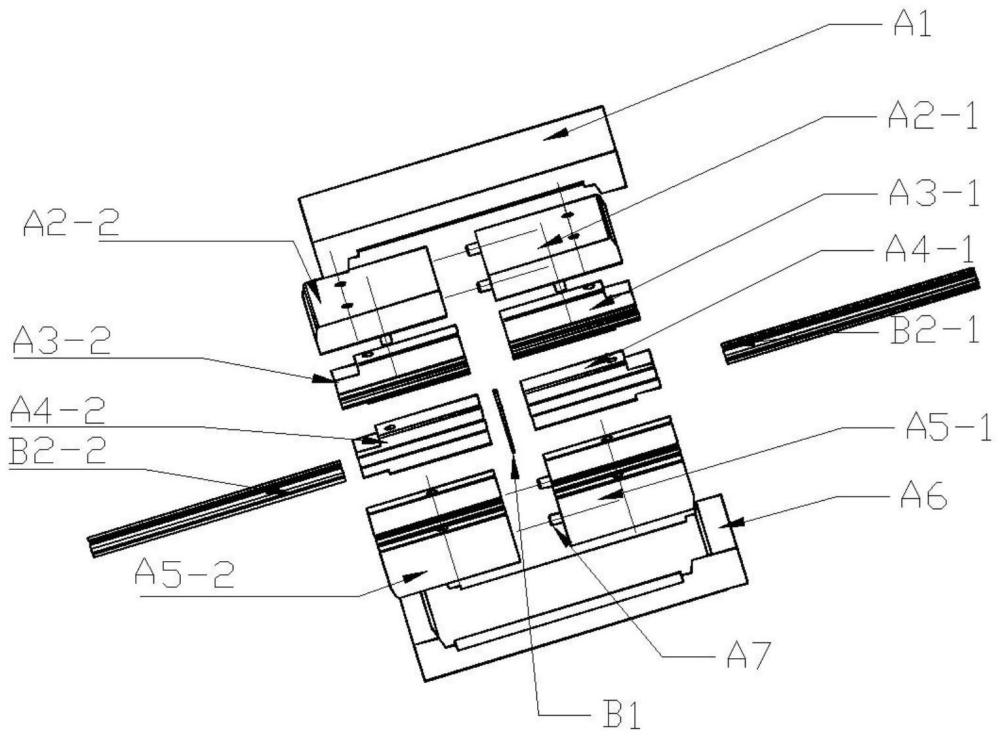
2、为实现上述目的,本发明采取的技术方案是:一种橡胶密封件热接硫化模具,其包括上压板、下压板和对称的模芯组结构,所述对称的模芯组结构包括左侧模芯组和右侧模芯组,所述左侧模芯组和右侧模芯组均分别由模芯组上板,模芯组第一中板,模芯组第二中板和模芯组下板组成,所述模芯组第一中板和模芯组第二中板并列设置在模芯组上板和模芯组下板之间,所述模芯组上板,模芯组第一中板,模芯组第二中板和模芯组下板相互拼接组装后中心位置形成用于放置待硫化产品接头的空腔,所述左侧模芯组和右侧模芯组组装后相互拼接在一起,并且在其两者空腔端部之间设置有待硫化胶片,所述待硫化胶片的截面面积大于待硫化产品接头的截面面积。
3、进一步的,所述左侧模芯组由左侧模芯组上板,左侧模芯组第一中板,左侧模芯组第二中板和左侧模芯组下板组成,所述右侧模芯组由右侧模芯组上板,右侧模芯组第一中板,右侧模芯组第二中板和右侧模芯组下板组成。
4、更进一步的,所述左侧模芯组上板、左侧模芯组下板与所述右侧模芯组上板、右侧模芯组下板相对接的端面上分别设有定位孔和定位销。
5、更进一步的,所述左侧模芯组上板与所述左侧模芯组第一中板、左侧模芯组第二中板相对接的端面上分别设有定位销和定位孔。
6、更进一步的,所述右侧模芯组上板与所述右侧模芯组第一中板、右侧模芯组第二中板相对接的端面上分别设有定位销和定位孔。
7、更进一步的,所述左侧模芯组上板,左侧模芯组第一中板,左侧模芯组第二中板和左侧模芯组下板的对接端端面上均设有溢胶槽。
8、更进一步的,所述右侧模芯组上板,右侧模芯组第一中板,右侧模芯组第二中板和右侧模芯组下板的对接端端面上均设有溢胶槽。
9、进一步的,所述模芯组上板和模芯组下板的内板面上分别设有用于放置模芯组第一中板和模芯组第二中板的对接槽,该对接槽的两侧端面呈斜面。
10、进一步的,所述上压板和下压板结构相同,其内侧面呈内凹式结构。
11、本发明的有益效果如下:
12、(1)本模具的的结构截面可以覆盖多种结构形式,可根据实际的产品形状对模具的大小进行调整,几乎不受定制设备尺寸规格的影响,对不同的平板硫化设备,该模具本身是独立的存在,可互换到其他平板硫化设备上进行操作。
13、(2)本模具的结构通过定位销和斜面定位的方式保证了产品的定位精度和产品一致性,对操作者的熟练程度要求不高。
14、(3)本模具的结构可以与设备集成,通过增加的与设备的连接实现自动开合,同时为了提高生产效率,可以将该模具进行复制阵列摆放在定制的挂板上,实现多件产品同时硫化,由于放在平板硫化设备上,该模具结构可以获得更高的硫化压力来提高硫化速度。
15、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种橡胶密封件热接硫化模具,其特征在于,包括上压板、下压板和对称的模芯组结构,所述对称的模芯组结构包括左侧模芯组和右侧模芯组,所述左侧模芯组和右侧模芯组均分别由模芯组上板,模芯组第一中板,模芯组第二中板和模芯组下板组成,所述模芯组第一中板和模芯组第二中板并列设置在模芯组上板和模芯组下板之间,所述模芯组上板,模芯组第一中板,模芯组第二中板和模芯组下板相互拼接组装后中心位置形成用于放置待硫化产品接头的空腔,所述左侧模芯组和右侧模芯组组装后相互拼接在一起,并且在其两者空腔端部之间设置有待硫化胶片,所述待硫化胶片的截面面积大于待硫化产品接头的截面面积。
2.根据权利要求1所述的一种橡胶密封件热接硫化模具,其特征在于,所述左侧模芯组由左侧模芯组上板,左侧模芯组第一中板,左侧模芯组第二中板和左侧模芯组下板组成,所述右侧模芯组由右侧模芯组上板,右侧模芯组第一中板,右侧模芯组第二中板和右侧模芯组下板组成。
3.根据权利要求2所述的一种橡胶密封件热接硫化模具,其特征在于,所述左侧模芯组上板、左侧模芯组下板与所述右侧模芯组上板、右侧模芯组下板相对接的端面上分别设有定位孔和定位销。
4.根据权利要求2所述的一种橡胶密封件热接硫化模具,其特征在于,所述左侧模芯组上板与所述左侧模芯组第一中板、左侧模芯组第二中板相对接的端面上分别设有定位销和定位孔。
5.根据权利要求2所述的一种橡胶密封件热接硫化模具,其特征在于,所述右侧模芯组上板与所述右侧模芯组第一中板、右侧模芯组第二中板相对接的端面上分别设有定位销和定位孔。
6.根据权利要求2所述的一种橡胶密封件热接硫化模具,其特征在于,所述左侧模芯组上板,左侧模芯组第一中板,左侧模芯组第二中板和左侧模芯组下板的对接端端面上均设有溢胶槽。
7.根据权利要求2所述的一种橡胶密封件热接硫化模具,其特征在于,所述右侧模芯组上板,右侧模芯组第一中板,右侧模芯组第二中板和右侧模芯组下板的对接端端面上均设有溢胶槽。
8.根据权利要求1所述的一种橡胶密封件热接硫化模具,其特征在于,所述模芯组上板和模芯组下板的内板面上分别设有用于放置模芯组第一中板和模芯组第二中板的对接槽,该对接槽的两侧端面呈斜面。
9.根据权利要求1所述的一种橡胶密封件热接硫化模具,其特征在于,所述上压板和下压板结构相同,其内侧面呈内凹式结构。
技术总结
本发明公开了一种橡胶密封件热接硫化模具,包括上压板、下压板和对称的模芯组结构,对称的模芯组结构包括左侧模芯组和右侧模芯组,左侧模芯组和右侧模芯组均分别由模芯组上板,模芯组第一中板,模芯组第二中板和模芯组下板组成,模芯组第一中板和模芯组第二中板并列设置在模芯组上板和模芯组下板之间,模芯组上板,模芯组第一中板,模芯组第二中板和模芯组下板相互拼接组装后中心位置形成用于放置待硫化产品接头的空腔,左侧模芯组和右侧模芯组组装后相互拼接在一起,并且在其两者空腔端部之间设置有待硫化胶片。本发明加工的橡胶密封件,可以保证接头的一致性和稳定性,且能保证较高的接口强度。
技术研发人员:王春明,邹春生,李学广,童建军,王亮燕,侯家瑞,任建民
受保护的技术使用者:南京利德东方橡塑科技有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!