一种基于CNC的浴缸生产模具的制备方法与流程
本发明涉及浴缸生产,具体是涉及一种基于cnc的浴缸生产模具的制备方法。
背景技术:
1、目前市面上的浴缸主要分为两类:亚克力浴缸和人造石浴缸。亚克力浴缸的生产过程为:将亚克力板加热到180℃左右,用真空吸塑的工艺将其吸附在模具上成型,成型后脱离模具,在成型的亚克力板背部喷涂树脂料,固化后形成浴缸半成品,在经过切割或对接即成为一个完成的浴缸。人造石的生产过程为:将凹模和凸模的成型面打磨平整光滑,将胶衣覆盖在凸模的成型面,然后凹模和凸模合模,灌注混合材料,固化后脱模,对成型品进行打磨合抛光,即得到人造石浴缸。
2、亚克力浴缸的模具要求具备较多的气孔和气道,在需要负压对加热软化的亚克力吸附时传递负压,还要求模具表面有一定的耐冷热温度变化所带来的冲击能力。人造石浴缸的模具虽然没有气孔和气道,但是基于凸模和凹模合模进行灌注,由于模具和产品重量较大,存在较大的脱模难度,通常采用振动脱模,在脱模过程中可能会损伤产品。
3、上述两种浴缸的模具生产制备皆是较为简洁朴素的造型,难以满足越来越夸张新颖的造型需求和市场。
技术实现思路
1、针对上述问题,提供一种基于cnc的浴缸生产模具的制备方法,通过cnc切铣的木模替代传统石膏模,并且机械加工能够更加精准且高效的制备造型复杂特殊的浴缸模具。
2、为解决现有技术问题,本发明提供一种基于cnc的浴缸生产模具的制备方法,包括以下步骤:
3、s1、将若干个木板堆叠放置到托盘上并进行定位,每两个相邻的木板之间进行固定;
4、s2、随后对堆叠的木板进行加工;
5、s3、加工完毕之后,对木模的r角和木板的接缝处进行打磨,并且对木模上的凹坑进行填补;
6、s4、在木模的表面上涂抹水蜡,再涂抹不饱和树脂和玻璃钢纤维;
7、s5、在不饱和树脂完全固化干透后,在防水边、转角和下水处放置pvc塑料管并对pvc塑料管进行固定;
8、s6、在pvc塑料管上开一道缺口,放置不锈钢管接头,在接口处铺上玻璃钢纤维和不饱和树脂以进行加固;
9、s7、当不饱和树脂完全固化并不沾手时进行脱模工作,脱模完毕后对模具进行打磨并且在模具正面用钻头开气孔。
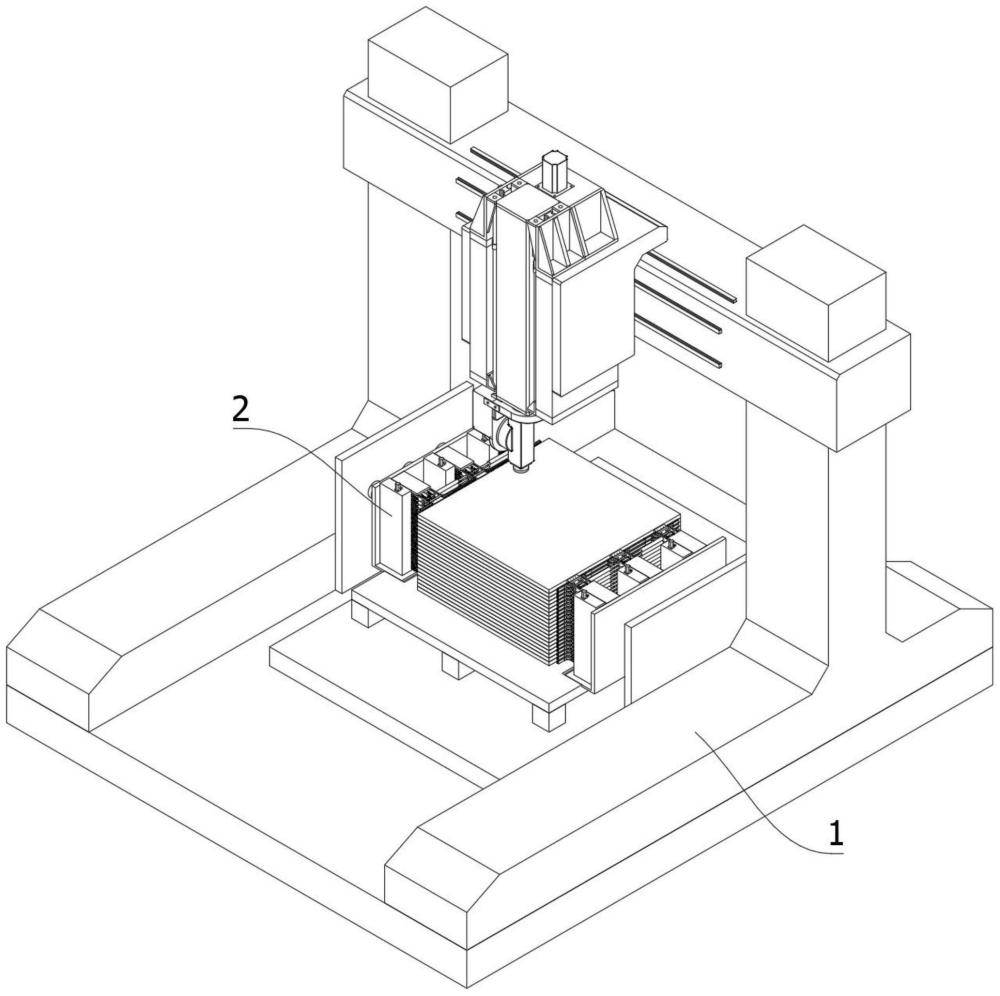
10、优选的,所述s2采用一种生产装置,所述生产装置包括有加工装置和用于防止木板发生偏移的夹持装置,其中夹持装置具有两个且相对设置在木板的两侧;所述夹持装置包括有若干个抵接组件和用于驱使抵接组件靠近或者远离木板的驱动装置;所述抵接组件与木板一一对应,以此能够对每块木板进行独立夹持固定,抵接组件包括有伸缩组件和滑动设置在伸缩组件上的抵接座,其中抵接座用于和木板相互抵接。
11、优选的,所述伸缩组件包括有第一滑轨和第二滑轨;所述第二滑轨具有两个且分别套设在第一滑轨的两端,所述第二滑轨与第一滑轨之间滑动连接;所述抵接座的内部设有滑动组件,所述抵接座通过滑动组件安装在第一滑轨或第二滑轨上。
12、优选的,所述滑动组件包括有第一滑块、第一导向轴和第一弹性机构;所述第一滑块具有两个且上下分布在抵接座的内部;所述第一导向轴分别设置在抵接座内腔的顶端和底端,第一导向轴分别穿过第一滑块并且与第一滑块间隙配合;所述第一弹性机构套设在第一导向轴上并且用于驱使两个第一滑块相互靠近。
13、优选的,所述第一滑轨内部靠近木板的一侧设有第一齿条,所述第二滑轨内部靠近木板的一侧设有第二齿条;所述抵接座靠近木板的一侧设有向抵接座内部滑动的凸块,抵接座的内部还设有卡块;所述卡块与第一齿条或第二齿条进行卡接配合。
14、优选的,所述第一齿条具有两个且滑动设置在第一滑轨的内部;所述第一齿条和所述第二齿条均处于同一平面上,其中第二齿条分别与一个第二齿条进行固定连接。
15、优选的,所述第一滑轨和所述第二滑轨上远离木板的一侧分别设有第一桁架;所述第一桁架的外侧设有用于驱使第一桁架进行水平移动的齿轮齿条机构,所述齿轮齿条机构与驱动装置进行可分离式的固定连接。
16、优选的,所述夹持装置还包括有用于安装驱动装置的电机架和用于驱使电机架竖直移动的升降组件。
17、优选的,所述升降组件包括有支撑板、升降架和升降机构;所述支撑板设置在第一桁架远离木板的一端,所述支撑板的顶端与电机架的底端相互抵接;所述升降架设置在第一桁架的外侧,所述电机架滑动设置在升降架的内部;所述升降机构处于升降架的顶端,所述升降机构贯穿至升降架内部且用于控制电机架竖直移动。
18、优选的,所述升降架内部设有第二导向轴,所述第二导向轴竖直贯穿电机架且与电机架间隙配合。
19、本发明相比较于现有技术的有益效果是:
20、1、本发明通过cnc切铣的木模替代传统石膏模,并且机械加工能够更加精准且高效的制备造型复杂特殊的浴缸模具。
21、2、本发明通过对木板一一对应的设置若干个抵接组件,以此能够分别独立的对每块木板进行夹持固定,从而能够进一步避免木板在加工的过程中发生偏移。
22、3、本发明通过设置伸缩组件,并且所述抵接座能够自由拆装到伸缩组件上,从而能够根据不同尺寸的木板来进行伸缩组件的调节,以此安装不同数量的抵接座,进而确保木板两侧的受力均匀。
23、4、本发明通过驱动装置在竖直方向上进行移动,便可以跟随加工装置依次驱使抵接组件远离木板,从而避免加工装置与抵接组件相互碰撞而导致设备发生损坏。
技术特征:
1.一种基于cnc的浴缸生产模具的制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种基于cnc的浴缸生产模具的制备方法,其特征在于,所述s2中采用一种生产装置,所述生产装置包括有加工装置(1)和用于防止木板发生偏移的夹持装置(2),其中夹持装置(2)具有两个且相对设置在木板的两侧;
3.根据权利要求2所述的一种基于cnc的浴缸生产模具的制备方法,其特征在于,所述伸缩组件(211)包括有第一滑轨(2111)和第二滑轨(2112);
4.根据权利要求3所述的一种基于cnc的浴缸生产模具的制备方法,其特征在于,所述滑动组件(213)包括有第一滑块(2131)、第一导向轴(2132)和第一弹性机构(2133);
5.根据权利要求3所述的一种基于cnc的浴缸生产模具的制备方法,其特征在于,所述第一滑轨(2111)内部靠近木板的一侧设有第一齿条(2113),所述第二滑轨(2112)内部靠近木板的一侧设有第二齿条(2114);
6.根据权利要求5所述的一种基于cnc的浴缸生产模具的制备方法,其特征在于,所述第一齿条(2113)具有两个且滑动设置在第一滑轨(2111)的内部;
7.根据权利要求3所述的一种基于cnc的浴缸生产模具的制备方法,其特征在于,所述第一滑轨(2111)和所述第二滑轨(2112)上远离木板的一侧分别设有第一桁架(214);
8.根据权利要求7所述的一种基于cnc的浴缸生产模具的制备方法,其特征在于,所述夹持装置(2)还包括有用于安装驱动装置(22)的电机架(23)和用于驱使电机架(23)竖直移动的升降组件(24)。
9.根据权利要求8所述的一种基于cnc的浴缸生产模具的制备方法,其特征在于,所述升降组件(24)包括有支撑板(241)、升降架(242)和升降机构(243);
10.根据权利要求9所述的一种基于cnc的浴缸生产模具的制备方法,其特征在于,所述升降架(242)内部设有第二导向轴(244),所述第二导向轴(244)竖直贯穿电机架(23)且与电机架(23)间隙配合。
技术总结
本发明涉及一种基于CNC的浴缸生产模具的制备方法,包括以下步骤:S1、将若干个木板堆叠放置到托盘上并进行定位,每两个相邻的木板之间进行固定;S2、随后对堆叠的木板进行加工;S3、加工完毕之后,对木模的R角和木板的接缝处进行打磨,并且对木模上的凹坑进行填补;S4、在木模的表面上涂抹水蜡,再涂抹不饱和树脂和玻璃钢纤维;S5、在不饱和树脂完全固化干透后,在防水边、转角和下水处放置PVC塑料管并对PVC塑料管进行固定;S6、在PVC塑料管上开缺口,放置不锈钢管接头,在接口处铺上玻璃钢纤维和不饱和树脂;S7、当不饱和树脂完全固化并不沾手时进行脱模工作。本发明能够更加精准且高效的制备造型复杂特殊的浴缸模具。
技术研发人员:俞芬波
受保护的技术使用者:宁波沃腾玛尔洁具有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!