一种翻盖成型模具的制作方法
本技术涉及翻盖注塑成型,具体为一种翻盖成型模具。
背景技术:
1、注射成型过程大致可分为以下6个阶段:合模、射胶、保压、冷却、开模、制品取出。上述工艺反复进行,就可批量周期性生产出制品。热固性塑料和橡胶的成型也包括同样过程,但料筒温度较热塑性塑料的低,注射压力却较高,模具是加热的,物料注射完毕在模具中需经固化或硫化过程,然后趁热脱膜。
2、在对翻盖进行生产时多采用注塑成型,从而得到一体成型的翻盖,但在实际注塑时内部腔体采用单点进料,容易造成注塑物料堆积,且容易造成先进入内部的注塑物料冷却过快影响后期生产注塑的质量。
技术实现思路
1、本实用新型的目的在于提供一种翻盖成型模具,以解决上述背景技术中提出的问题。
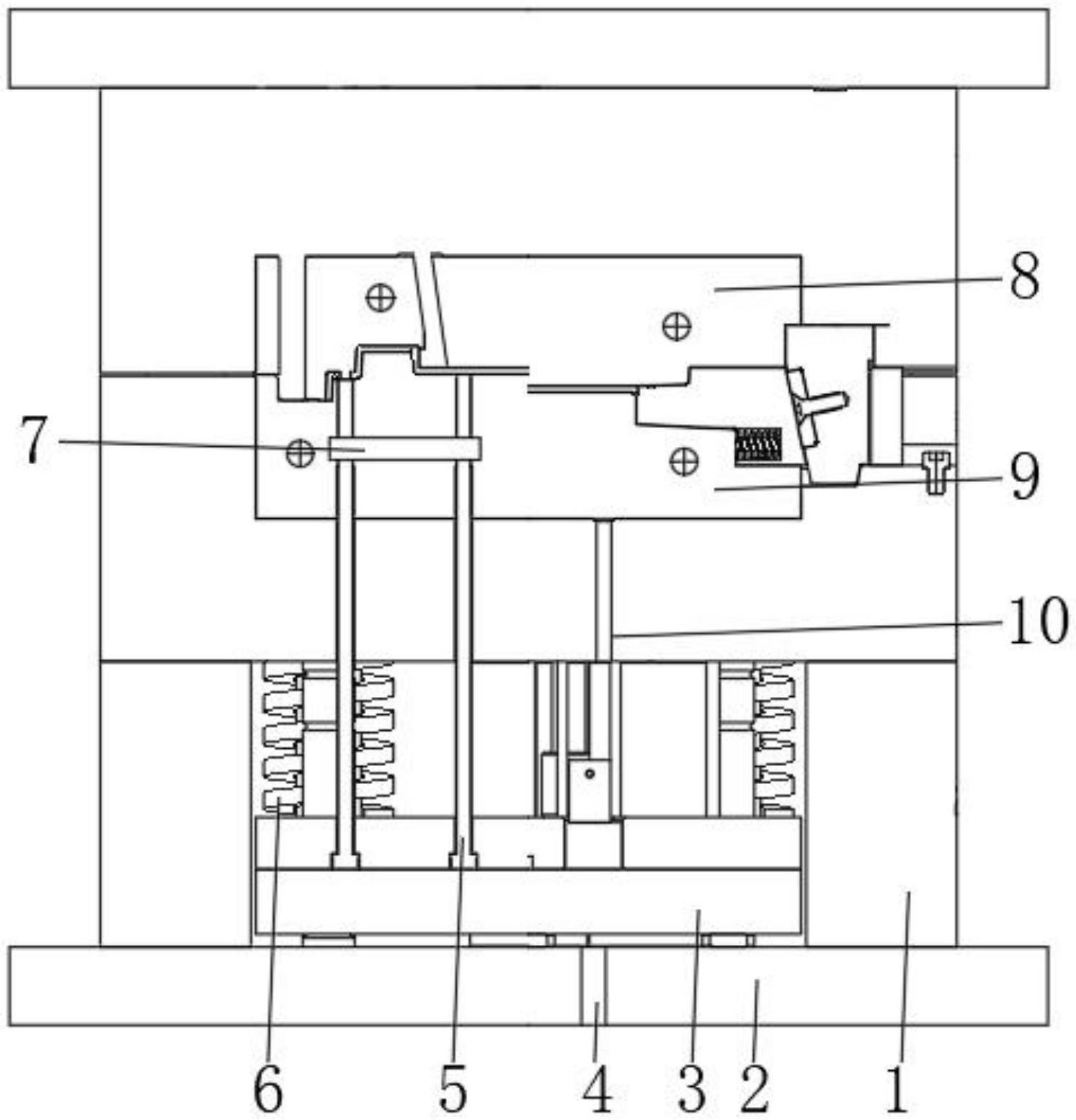
2、为实现上述目的,本实用新型提供如下技术方案:一种翻盖成型模具,包括基座、底座、上模具和下模具,所述底座的顶端面安装有基座,所述基座内设置有连接管,所述连接管的顶端面焊接有限位杆,所述下模具上套接有上模具,所述上模具的顶端面嵌入固定有第二注塑管,且第二注塑管与上模具相连通,所述下模具的底端面焊接有固定杆,且固定杆嵌入固定在基座内,所述下模具和上模具的腔体内成型有翻盖本体。
3、优选的,所述底座内滑动套接有第一固定销,且第一固定销滑动套接在基座内。通过第一固定销滑动套接在基座内,方便对基座进行安装和限位。
4、优选的,所述底座的顶端面焊接有第二固定销,且第二固定销套接在连接管内。通过第二固定销套接在连接管内,方便对连接管进行安装和限位。
5、优选的,所述基座内焊接有弹簧,且弹簧的大小和基座的内径大小相适配。通过基座内焊接有弹簧,使下模具安装在基座内后通过弹簧进行限位,使上模具贴合在下模具上时的冲击力通过弹簧进行减缓。
6、优选的,所述底座内开设有进液孔,且进液孔与连接管相连通。通过进液孔与连接管相连通,使人员在进行注塑成型时,可将注塑物料通过进液孔注入连接管内。
7、优选的,所述上模具的前端面焊接有连接架,且连接架滑动套接在限位杆上。通过连接架滑动套接在限位杆上,使上模具在进行注塑时可快速安装和限位。
8、优选的,所述连接管的顶端面嵌入固定有第一注塑管,且第一注塑管背离连接管的一端嵌入固定在下模具内。通过第一注塑管背离连接管的一端嵌入固定在下模具内,使注塑物料进入连接管内后通过第一注塑管进入下模具内。
9、与现有技术相比,本实用新型的有益效果如下:
10、1、本实用新型通过设置上模具,人员在对翻盖本体通过上模具和下模具内进行注塑成型时,通过进液孔与连接管相连通,使人员在进行注塑成型时,可将注塑物料通过进液孔注入连接管内,且通过第一注塑管背离连接管的一端嵌入固定在下模具内,使注塑物料进入连接管内后通过第一注塑管进入下模具内,在注塑成型时同时通过第二注塑管注入上模具内,使注塑物料通过多个途径进入保持注塑效率,且防止先进去的物料冷却过快影响后期使用。
11、2、本实用新型通过设置下模具,人员在对翻盖本体通过上模具和下模具内进行注塑成型时,通过基座内焊接有弹簧,使下模具安装在基座内后通过弹簧进行限位,使上模具贴合在下模具上时的冲击力通过弹簧进行减缓,且通过连接架滑动套接在限位杆上,使上模具在进行注塑时可快速安装和限位,使注塑成型时连接更加稳定,防止偏移影响后期注塑成型后的质量。
技术特征:
1.一种翻盖成型模具,包括基座(1)、底座(2)、上模具(8)和下模具(9),其特征在于:所述底座(2)的顶端面安装有基座(1),所述基座(1)内设置有连接管(3),所述连接管(3)的顶端面焊接有限位杆(5),所述下模具(9)上套接有上模具(8),所述上模具(8)的顶端面嵌入固定有第二注塑管(14),且第二注塑管(14)与上模具(8)相连通,所述下模具(9)的底端面焊接有固定杆(10),且固定杆(10)嵌入固定在基座(1)内,所述下模具(9)和上模具(8)的腔体内成型有翻盖本体(15)。
2.根据权利要求1所述的一种翻盖成型模具,其特征在于:所述底座(2)内滑动套接有第一固定销(11),且第一固定销(11)滑动套接在基座(1)内。
3.根据权利要求1所述的一种翻盖成型模具,其特征在于:所述底座(2)的顶端面焊接有第二固定销(13),且第二固定销(13)套接在连接管(3)内。
4.根据权利要求1所述的一种翻盖成型模具,其特征在于:所述基座(1)内焊接有弹簧(6),且弹簧(6)的大小和基座(1)的内径大小相适配。
5.根据权利要求1所述的一种翻盖成型模具,其特征在于:所述底座(2)内开设有进液孔(4),且进液孔(4)与连接管(3)相连通。
6.根据权利要求1所述的一种翻盖成型模具,其特征在于:所述上模具(8)的前端面焊接有连接架(7),且连接架(7)滑动套接在限位杆(5)上。
7.根据权利要求1所述的一种翻盖成型模具,其特征在于:所述连接管(3)的顶端面嵌入固定有第一注塑管(12),且第一注塑管(12)背离连接管(3)的一端嵌入固定在下模具(9)内。
技术总结
本技术涉及翻盖注塑成型技术领域,尤其涉及一种翻盖成型模具。其技术方案包括:基座、底座、上模具和下模具,所述底座的顶端面安装有基座,所述基座内设置有连接管,所述底座内滑动套接有第一固定销,且第一固定销滑动套接在基座内,所述连接管的顶端面焊接有限位杆,所述下模具上套接有上模具,所述底座的顶端面焊接有第二固定销,且第二固定销套接在连接管内,所述上模具的顶端面嵌入固定有第二注塑管,且第二注塑管与上模具相连通,所述下模具的底端面焊接有固定杆,且固定杆嵌入固定在基座内,所述下模具和上模具的腔体内成型有翻盖本体。本技术满足翻盖注塑成型,使注塑效率更高,防止单点注塑造成冷却过快影响生产质量。
技术研发人员:黄健明,曹光辉
受保护的技术使用者:广州市中达祥模具塑胶有限公司
技术研发日:20230103
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!