隔膜耳朵胶制作装置的制作方法
本技术涉及折边设备,尤其是涉及一种隔膜耳朵胶制作装置。
背景技术:
1、随着新能源汽车的逐渐推广,未来对动力锂电池材料的需求将不断增长。锂电池由正负电极、电解质及聚合物隔离膜组成,隔膜是锂电材料中技术壁垒最高的一种高附加值材料,毛利率通常达到70%以上,占了锂电池成本的20-30%。按照计算,一辆汽车就可以用到一千到两千平方米的隔膜。
2、而目前用于粘贴隔膜的制作同样存在一定的问题,现有的耳朵胶制作是由操作人自由裁切后手动对折粘合而成,因此容易导致耳朵胶长度不一,胶面、非胶面无标准化;现市场上存在使用的自动折边机折边仅能制作非胶面长度小于7mm的耳朵胶,而对于制作非胶面大于7mm的耳朵胶大部分设备无法制作,因此导致自动折边机产出的耳朵胶其胶面和非胶面的可调节范围过小,而且通过自动折边机所产出的耳朵胶容易出现非胶面过短,胶面过长等问题,该问题导致人员无法良好的识别胶面和非胶面的边界,作业过程中容易粘贴不规范,从而带来胶面过少容易出现脱离膜卷,卷入电芯风险及非胶面外露过少无法识别风险。
3、有鉴于此,需要设计一种隔膜耳朵胶制作装置。
技术实现思路
1、本实用新型第一方面所要解决的技术问题是提供了一种隔膜耳朵胶制作装置,能够自由准确地对多种原料在成品中的占比范围进行调整,从而使最终的成品胶面和非胶面的界限明确标准。
2、为了解决上述技术问题,本实用新型提供了一种隔膜耳朵胶制作装置,包括折边装置、定位组件和辊压组件,所述折边装置上设有多个用于放置多种原料的安置位,定位组件可拆卸地设置在所述折边装置上,以适于固定所述原料的出料点位并定位多种所述原料之间的重合范围,所述辊压组件设置在所述折边装置内,所述辊压组件包括用于牵引所述原料的牵引装置以及用于辊压所述原料的压紧装置,所述压紧装置适于辊压经由所述牵引装置所牵引的多种原料以形成成品。
3、优选地,所述定位组件至少包括第一定位块和第二定位块,所述第一定位块设置在所述折边装置的上部,所述第二定位块设置在所述安置位的内壁侧边,所述第一定位块和所述第二定位块适于分别与所述原料相抵并形成限位。
4、进一步优选地,所述第一定位块与所述第二定位块错位设置,以能够通过所述第一定位块与所述第二定位块分别定位所述多种原料的放置位,以调整辊压后所形成的所述成品的胶面范围和非胶面范围。
5、优选地,所述牵引装置包括多个牵引辊,多个所述牵引辊分别设置在所述多种原料的释放点位处并形成牵引区,且用于牵引所述多种原料的多个所述牵引区相连通,以能够牵引所述多种原料至同一区域。
6、进一步优选地,所述压紧装置包括多个压辊,多个所述压辊相对设置以形成辊压区,所述辊压区与所述牵引区相连通,以能够通过所述牵引区牵引所述原料至所述辊压区,且所述辊压区内的多个所述压辊能够相抵以辊压所述多种原料。
7、优选地,所述辊压区内相对设置的两个压辊形成一组对压辊,所述辊压区内包括多组对压辊,多组对压辊之间等距离排布。
8、进一步优选地,还包括切割装置,所述切割装置设置在所述辊压区的出料口处,以能够对所述辊压后所形成的成品进行切割。
9、优选地,所述多种原料的安置位之间设有分隔板,所述分隔板适于分隔所述多种原料。
10、进一步优选地,所述原料包括无胶塑料卷和有胶胶带。
11、优选地,所述压紧装置辊压所形成的所述成品包括胶面和非胶面,所述有胶胶带形成为成品的所述胶面,所述无胶塑料卷形成为成品的所述非胶面,且所述有胶胶带与所述无胶塑料卷的重合部分形成为辊压粘合区。
12、通过上述技术方案,本实用新型的隔膜耳朵胶制作装置通过在折边装置上设置定位组件和辊压组件,通过辊压组件能够将多种原料进行辊压,以能够快捷的得到所需的成品,提高了成品的完成效率;并且定位组件可拆卸地安装在折边装置的安装位上,定位组件能够对原料进行定位以保证在工作过程中原料的位置的稳定性;另外,还可以通过调节定位组件来对原料的固定位置进行调整,从而能够对多种原料在所形成的成品中的占比范围进行自由调整,以规避人工制作时各原料在成品中的占比可调节范围过小的缺陷,并且采用机械化的调整能够有效提高良品率。
13、本实用新型的其他特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
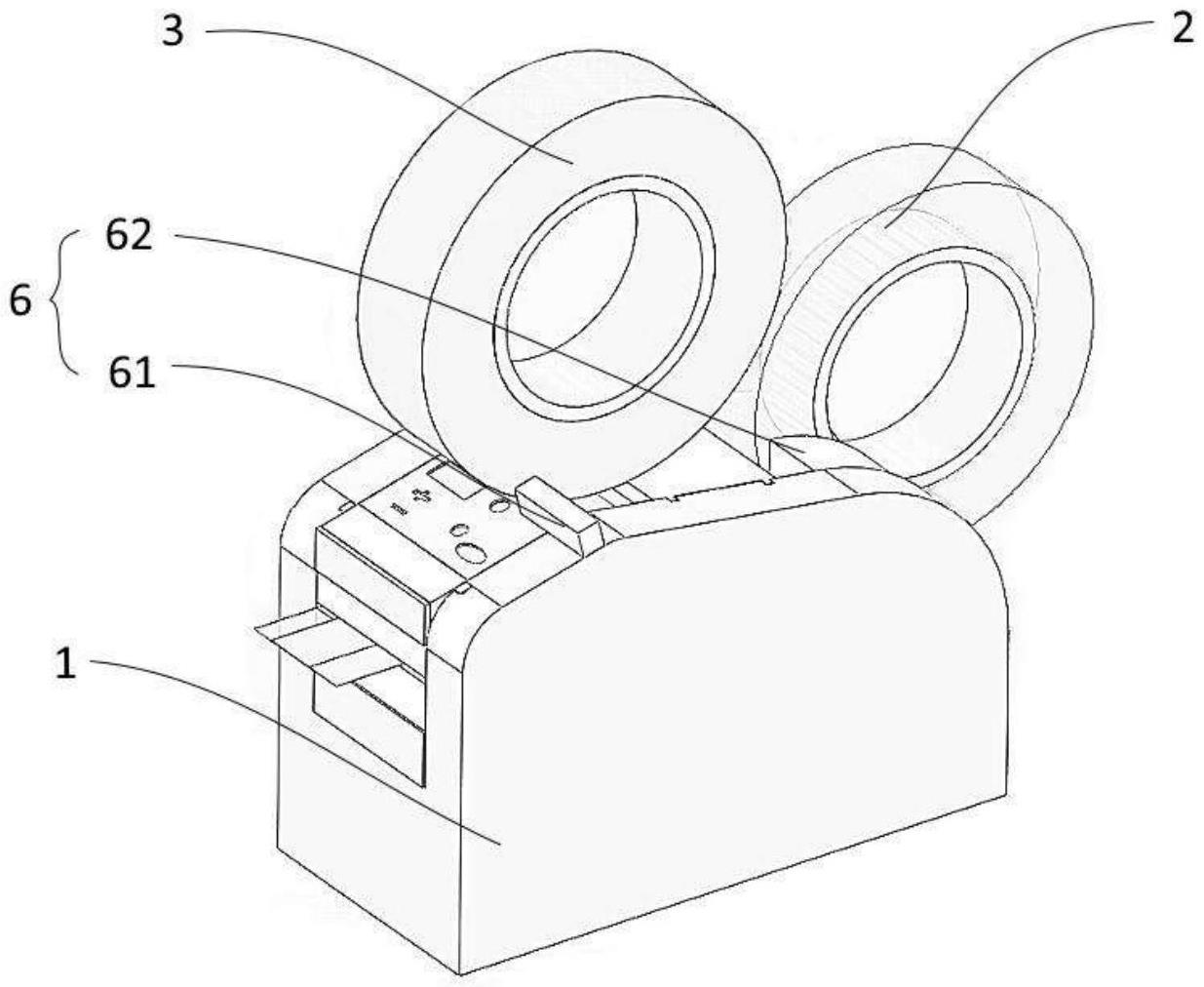
1.一种隔膜耳朵胶制作装置,其特征在于,包括折边装置(1)、定位组件(6)和辊压组件(7),所述折边装置(1)上设有多个用于放置多种原料的安置位,定位组件(6)可拆卸地设置在所述折边装置(1)上,以适于固定所述多种原料的出料点位并定位所述多种原料之间的占比范围,所述辊压组件(7)设置在所述折边装置(1)内,所述辊压组件(7)包括用于牵引所述原料的牵引装置以及用于辊压所述原料的压紧装置,所述压紧装置适于辊压经由所述牵引装置牵引的多种原料以形成成品。
2.根据权利要求1所述的隔膜耳朵胶制作装置,其特征在于,所述定位组件(6)至少包括第一定位块(61)和第二定位块(62),所述第一定位块(61)设置在所述折边装置(1)的上部,所述第二定位块(62)设置在所述安置位的内壁侧边,所述第一定位块(61)和所述第二定位块(62)适于分别与所述原料相抵并形成限位。
3.根据权利要求2所述的隔膜耳朵胶制作装置,其特征在于,所述第一定位块(61)与所述第二定位块(62)错位布置,以能够通过所述第一定位块(61)与所述第二定位块(62)分别定位所述多种原料的放置位,以调整辊压后所形成的所述成品的胶面(10)范围和非胶面(11)范围。
4.根据权利要求1所述的隔膜耳朵胶制作装置,其特征在于,所述牵引装置包括多个牵引辊(71),多个所述牵引辊(71)分别设置在所述多种原料的释放点位处并形成牵引区,且用于牵引所述多种原料的多个所述牵引区相连通,以能够牵引所述多种原料至同一区域。
5.根据权利要求4所述的隔膜耳朵胶制作装置,其特征在于,所述压紧装置包括多个压辊(72),多个所述压辊(72)相对设置以形成辊压区,所述辊压区与所述牵引区相连通,以能够通过所述牵引区牵引所述原料至所述辊压区,且所述辊压区内的多个所述压辊(72)能够相抵以辊压所述多种原料。
6.根据权利要求5所述的隔膜耳朵胶制作装置,其特征在于,所述辊压区内相对设置的两个压辊(72)形成一组对压辊,所述辊压区内包括多组对压辊,各组对压辊之间等距离排布。
7.根据权利要求5所述的隔膜耳朵胶制作装置,其特征在于,还包括切割装置(8),所述切割装置(8)设置在所述辊压区的出料口处,以能够对所述辊压后所形成的成品进行切割。
8.根据权利要求1所述的隔膜耳朵胶制作装置,其特征在于,所述多种原料的安置位之间设有分隔板(9),所述分隔板(9)适于分隔所述多种原料。
9.根据权利要求1至8中任一项所述的隔膜耳朵胶制作装置,其特征在于,所述原料包括无胶塑料卷(2)和有胶胶带(3)。
10.根据权利要求9所述的隔膜耳朵胶制作装置,其特征在于,所述压紧装置辊压所形成的所述成品包括胶面(10)和非胶面(11),所述有胶胶带(3)形成为成品的所述胶面(10),所述无胶塑料卷(2)形成为成品的所述非胶面(11),且所述有胶胶带(3)与所述无胶塑料卷(2)的重合部分形成为辊压粘合区(12)。
技术总结
本技术涉及折边设备,公开了一种隔膜耳朵胶制作装置,包括折边装置、定位组件和辊压组件,折边装置上设有多个用于放置多种原料的安置位,定位组件可拆卸地设置在折边装置上,以适于固定原料的出料点位并定位多种原料之间的占比范围,辊压组件设置在折边装置内,辊压组件包括用于牵引原料的牵引装置以及用于辊压原料的压紧装置,压紧装置适于辊压牵引装置所牵引的多种原料以形成成品。本技术通过辊压组件将多种原料进行辊压,并通过定位组件对原料进行定位以保证在工作过程中原料位置的稳定性,通过调节定位组件来对原料的位置进行调整,以调整成品中多种原料的占比范围,规避了人工制作时各原料在成品中的占比调节范围过小的缺陷。
技术研发人员:石举璠,王晓明,朱继涛,郑永强,程启
受保护的技术使用者:江苏卓高新材料科技有限公司
技术研发日:20230104
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!