一种采用组合式放电的机加工结构的制作方法
本技术涉及机加工器械,更具体地说,是涉及一种采用组合式放电的机加工结构。
背景技术:
1、现有的注塑模具上一般都设有模仁和多个用于产品注塑成型的行位(即滑块),工作时,多个行位的成型端能够在模仁内组合形成一个用于产品注塑成型的成型模腔,然而,在注塑时多个行位之间由于是拼装组成的,会存在段差,导致产品的外观上会留有痕迹,影响产品的外观质量,因此需要多次对每个行位的成型端进行机床加工,直到段差消除或减少到合理的范围,但是这种加工方式会存在加工次数和检测次数多、工艺繁琐、费时费料、生产效率低、工作量大的技术问题。
技术实现思路
1、本实用新型的目的在于克服现有技术中的上述缺陷,提供一种采用组合式放电的机加工结构,能够解决加工次数和检测次数多、工艺繁琐、费时费料、生产效率低、工作量大的技术问题。
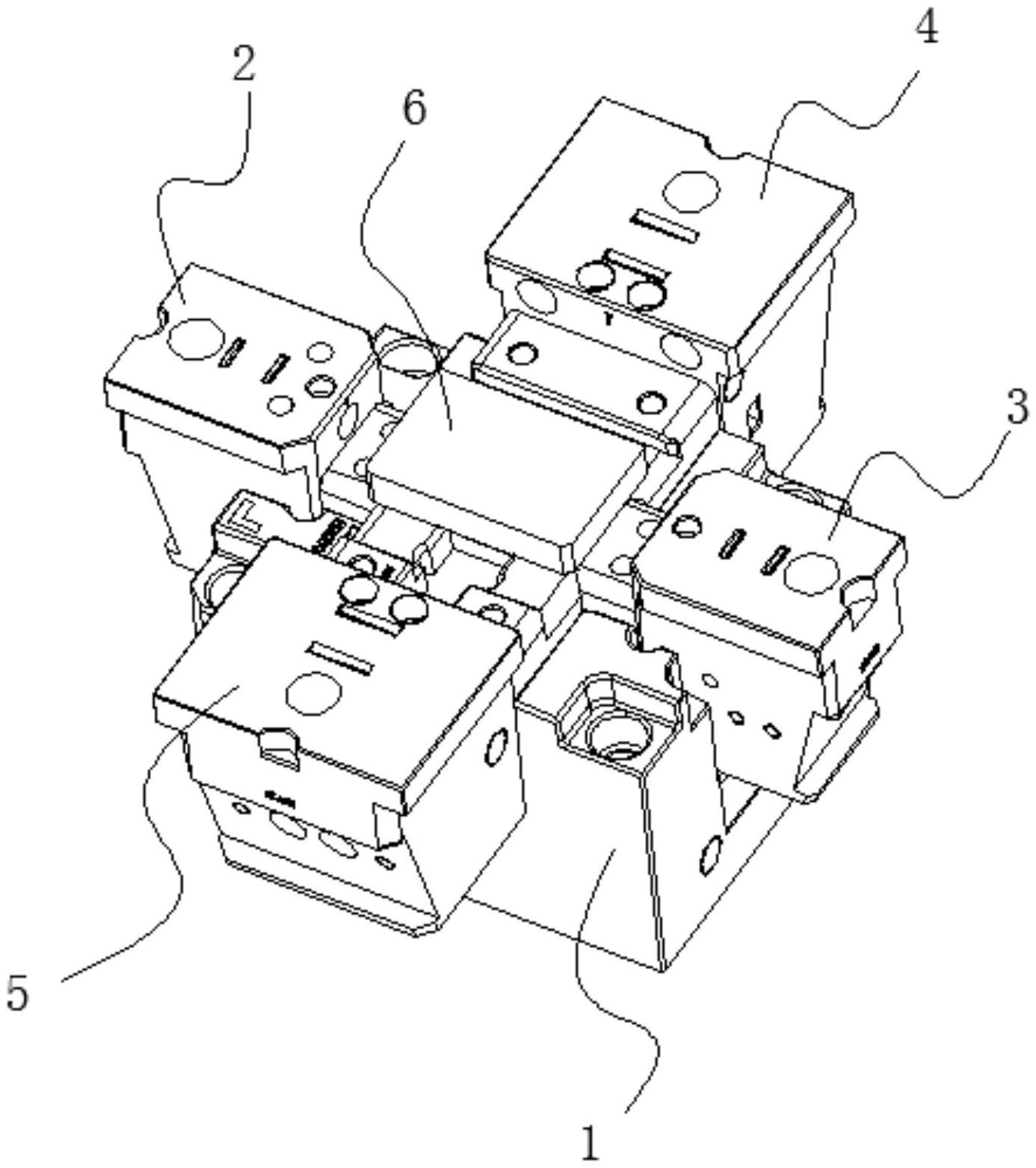
2、为实现上述目的,本实用新型提供了一种采用组合式放电的机加工结构,包括安装在注塑模具上的模仁、第一行位、第二行位、第三行位和第四行位,以及安装在火花机上的电极铜公,所述第一行位、第二行位、第三行位、第四行位分别可滑动地安装在模仁四周开设的滑槽内,所述第一行位、第二行位、第三行位和第四行位的成型端能够在模仁内组合形成一个用于产品注塑成型的成型模腔,所述电极铜公在第一行位、第二行位、第三行位和第四行位均与模仁磨合完成后插入到成型模腔内,所述电极铜公能够在成型模腔内沿x轴方向和y轴方向进行移动以实现摇式放电。
3、作为优选的,所述电极铜公由连接板和与成型模腔的形状相对应的铜公主体构成,所述连接板位于铜公主体的上方并与铜公主体一体成型。
4、作为优选的,所述电极铜公的摇式放电间距为0.7mm。
5、作为优选的,所述电极铜公的公差为±0.003mm。
6、作为优选的,所述第一行位、第二行位、第三行位和第四行位的成型端端面设有行位倒扣,所述电极铜公的铜公主体的长度小于第一行位的行位倒扣与第二行位的行位倒扣之间的间距,所述电极铜公的铜公主体的宽度小于第三行位的行位倒扣与第四行位的行位倒扣之间的间距。
7、作为优选的,所述电极铜公由三轴cnc机床通过三轴翻面加工而成。
8、与现有技术相比,本实用新型的有益效果在于:
9、本实用新型的结构设计合理,当第一行位、第二行位、第三行位和第四行位与模仁磨合完成后,电极铜公能够插入到成型模腔内,并沿x轴方向和y轴方向进行移动以实现摇式放电,从而对第一行位、第二行位、第三行位和第四行位的成型端进行组合电蚀加工,能够一次性消除四个行位之间的段差,加工次数和检测次数大大减少,省时省料,大大提高了生产效率,降低了工作量和生产成本。
技术特征:
1.一种采用组合式放电的机加工结构,其特征在于:包括安装在注塑模具上的模仁(1)、第一行位(2)、第二行位(3)、第三行位(4)和第四行位(5),以及安装在火花机上的电极铜公(6),所述第一行位(2)、第二行位(3)、第三行位(4)、第四行位(5)分别可滑动地安装在模仁(1)四周开设的滑槽内,所述第一行位(2)、第二行位(3)、第三行位(4)和第四行位(5)的成型端能够在模仁(1)内组合形成一个用于产品注塑成型的成型模腔(7),所述电极铜公(6)在第一行位(2)、第二行位(3)、第三行位(4)和第四行位(5)均与模仁(1)磨合完成后插入到成型模腔(7)内,所述电极铜公(6)能够在成型模腔(7)内沿x轴方向和y轴方向进行移动以实现摇式放电。
2.根据权利要求1所述的一种采用组合式放电的机加工结构,其特征在于:所述电极铜公(6)由连接板(61)和与成型模腔(7)的形状相对应的铜公主体(62)构成,所述连接板(61)位于铜公主体(62)的上方并与铜公主体(62)一体成型。
3.根据权利要求1所述的一种采用组合式放电的机加工结构,其特征在于:所述电极铜公(6)的摇式放电间距为0.7mm。
4.根据权利要求1所述的一种采用组合式放电的机加工结构,其特征在于:所述电极铜公(6)的公差为±0.003mm。
5.根据权利要求2所述的一种采用组合式放电的机加工结构,其特征在于:所述第一行位(2)、第二行位(3)、第三行位(4)和第四行位(5)的成型端端面设有行位倒扣(8),所述电极铜公(6)的铜公主体(62)的长度小于第一行位(2)的行位倒扣(8)与第二行位(3)的行位倒扣(8)之间的间距,所述电极铜公(6)的铜公主体(62)的宽度小于第三行位(4)的行位倒扣(8)与第四行位(5)的行位倒扣(8)之间的间距。
6.根据权利要求1所述的一种采用组合式放电的机加工结构,其特征在于:所述电极铜公(6)由三轴cnc机床通过三轴翻面加工而成。
技术总结
本技术公开了一种采用组合式放电的机加工结构,包括安装在注塑模具上的模仁、第一行位、第二行位、第三行位和第四行位,以及安装在火花机上的电极铜公。本技术的结构设计合理,当第一行位、第二行位、第三行位和第四行位与模仁磨合完成后,电极铜公能够插入到成型模腔内,并沿X轴方向和Y轴方向进行移动以实现摇式放电,从而对第一行位、第二行位、第三行位和第四行位的成型端进行组合电蚀加工,能够一次性消除四个行位之间的段差,加工次数和检测次数大大减少,省时省料,大大提高了生产效率,降低了工作量和生产成本。
技术研发人员:庞海德
受保护的技术使用者:东莞市凌众精密模具有限公司
技术研发日:20230220
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!