电感流封成型用模具的制作方法
本申请涉及电感器成型模具,特别是涉及一种电感流封成型用模具。
背景技术:
1、电感器作为一种能够将电能转化为磁能而存储起来的元件,被广泛应用于消费电子、通信、汽车、航空航天等领域中。而一体成型电感器由于其具有体积小、电流大、生产效率高等特点,愈来愈受到电子器件领域的青睐。
2、相关技术中,一体成型电感器主要由金属粉末和线圈采用电感模具通过冷压一次成型或一次冷压与二次热压结合方式进行压制成型。电感器的具体成型过程为:将绕制好的线圈放置于电感模具的模型腔中,并朝向模型腔中注射流体状金属粉末,并在金属粉末表面施加压力而成型出电感器。由于电感模具通常会同时完成多个电感器的成型,故在模型腔的附近开设有与其相连通的流道,使加热软化后的金属粉末呈流体状在流道中流动,并依次流至模型腔中同时完成多个电感器的成型。但是为了提高电感器的成型效率,流道通常设置为较长,而金属粉末在流动过程中由于自身的固化,易使得金属粉末的后续流动受阻,导致流道末端的模型腔内金属粉末填充量不足,致使同批次内多个电感器的性能出现较大差异。
技术实现思路
1、基于此,有必要针对现有电感模具在成型多个电感器的过程中,部分模型腔内的金属粉末填充量不足的问题,提供一种电感流封成型用模具。
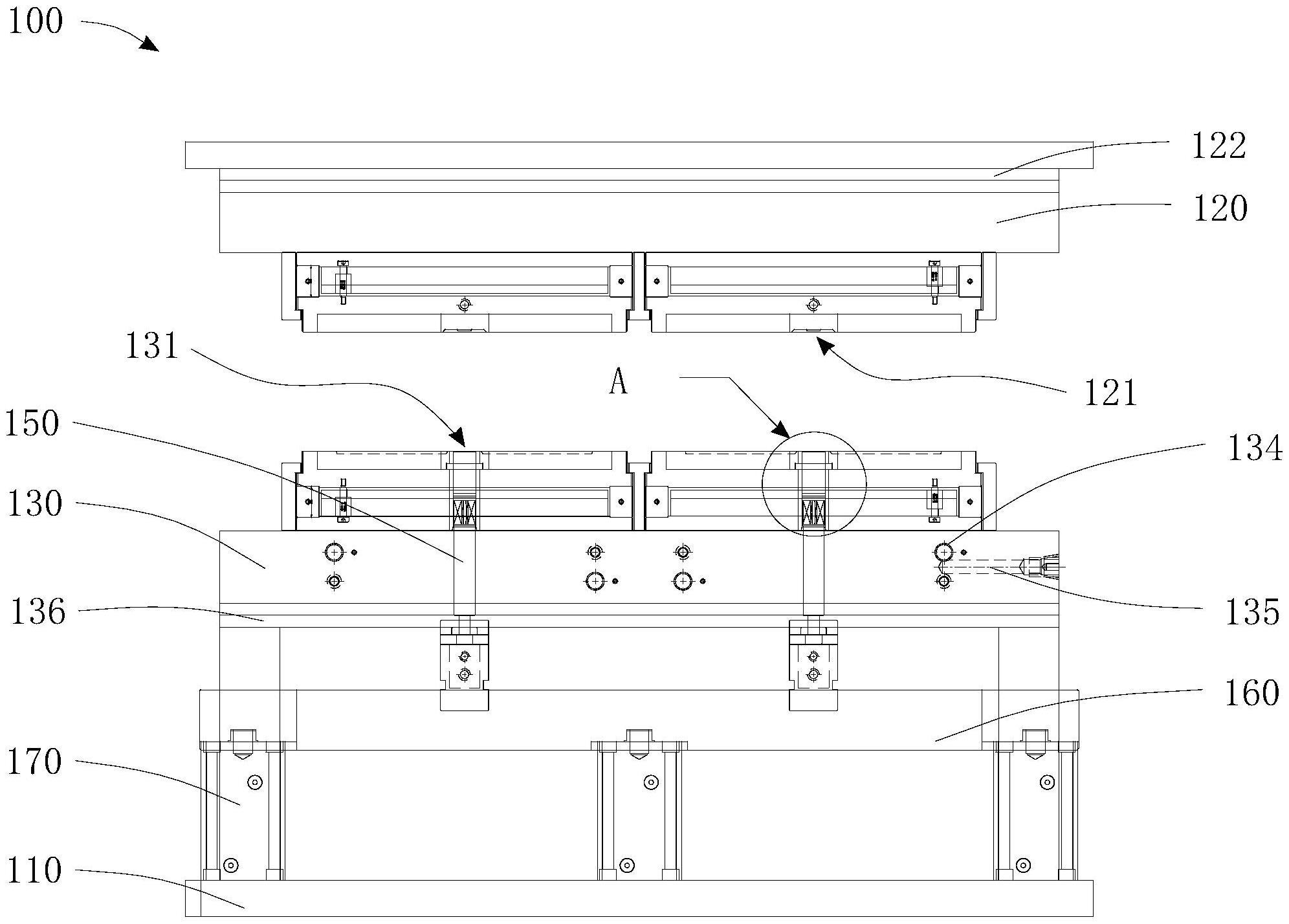
2、一种电感流封成型用模具,用于液态磁粉胶与线圈的压制成型,包括机架、上模、下模、多个粉筒以及多根挤胶杆,所述上模与所述下模沿相互靠近或远离的方向可移动地设置于所述机架,其中:
3、所述上模具有阵列分布的多个上模穴;
4、所述下模具有与多个所述上模穴对应的多个下模穴,且在所述下模开设有流道,所述流道与多个所述下模穴均连通;
5、多个所述粉筒均设置于所述下模,且沿所述流道的延伸方向间隔设置,多个所述粉筒的其中一开口端与所述流道相连通,用于承放所述液态磁粉胶;
6、所述挤胶杆朝向伸入或退出所述粉筒的方向可移动地设置于所述机架,用于将所述液态磁粉胶推送至所述流道,所述挤胶杆在可伸入所述粉筒的端部开设有环形回胶槽,所述回胶槽开口于所述挤胶杆的周缘侧壁外表面。
7、在其中一个实施例中,所述挤胶杆的周缘侧壁外表面与所述粉筒的内壁间隙配合,且所述挤胶杆的周缘侧壁外表面与所述粉筒内壁之间的间距为0.003mm-0.008mm。
8、在其中一个实施例中,所述电感流封成型用模具还包括传动板,所述传动板可移动地设置于所述机架,多根所述挤胶杆远离所述粉筒的端部均连接于所述传动板。
9、在其中一个实施例中,所述挤胶杆具有连接端以及连接于所述连接端的挤胶头,所述挤胶头可伸入至所述粉筒内部,多个所述连接端均枢转连接于所述传动板。
10、在其中一个实施例中,所述挤胶头外壁设置有倒角。
11、在其中一个实施例中,所述电感流封成型用模具还包括至少一个驱动件,所述驱动件设置于所述机架,所述驱动件与所述传动板传动连接,用于驱动所述传动板朝向靠近或远离粉筒的方向运动。
12、在其中一个实施例中,所述下模还开设有与多个所述下模穴相对应的多个注胶槽,多个所述注胶槽与所述流道均开口于所述下模靠近所述上模的表面,多个所述注胶槽的其中一端部对应与多个所述下模穴相连通,其另外一端部均与所述流道相连通。
13、在其中一个实施例中,所述下模设置有加热管与热电偶,所述加热管的延伸方向与所述流道延伸方向一致,所述热电偶靠近所述加热管设置,用于监测所述加热管的温度。
14、在其中一个实施例中,所述上模在远离所述上模穴的一侧设置有第一隔热板,所述下模在远离所述下模穴的一侧设置有第二隔热板。
15、在其中一个实施例中,多根所述挤胶杆中的任意两根在其延伸方向上的长度之差小于等于0.01mm。
16、上述电感流封成型用模具,可将多个线圈依次放置于多个下模穴内部,并使得上模与下模朝向相互靠近的方向运动合模,多个挤胶杆朝向伸入粉筒的方向运动,以将粉筒内承放的液态磁粉胶推送至流道,由于液态磁粉胶可在流道中流动,在液态磁粉胶的流动过程中,液态磁粉胶可流动至多个下模穴内,并包覆于线圈外部,以同时完成液态磁粉胶与多个线圈的压制成型。本申请提供的电感流封成型用模具,多个粉筒沿流道延伸方向间隔设置,可在流道的延伸方向上间隔推送液态磁粉胶,缩短液态磁粉胶与各下模穴之间的流动距离,防止液态磁粉胶在流动过程中出现固化而导致流动受阻的不良现象,以提高上模穴与下模穴内液态磁粉胶的填充均匀性,进而提高多个电感器的成型质量,并且可将流道设计为较长,提高多个电感器的成型效率。另外,挤胶杆在伸入粉筒内部时,回胶槽可供粉筒内部分空气的容纳,以减小挤胶杆在推送液态磁粉胶过程中受到的空气阻力,提高挤胶杆的推动流畅性,并且部分液态磁粉胶可通过挤胶杆与粉筒内壁之间的间隙处进入至回胶槽中,以方便对液态磁粉胶进行收集。
技术特征:
1.一种电感流封成型用模具,用于液态磁粉胶与线圈的压制成型,其特征在于,包括机架、上模、下模、多个粉筒以及多根挤胶杆,所述上模与所述下模沿相互靠近或远离的方向可移动地设置于所述机架,其中:
2.根据权利要求1所述的电感流封成型用模具,其特征在于,所述挤胶杆的周缘侧壁外表面与所述粉筒的内壁间隙配合,且所述挤胶杆的周缘侧壁外表面与所述粉筒内壁之间的间距为0.003mm-0.008mm。
3.根据权利要求1所述的电感流封成型用模具,其特征在于,所述电感流封成型用模具还包括传动板,所述传动板可移动地设置于所述机架,多根所述挤胶杆远离所述粉筒的端部均连接于所述传动板。
4.根据权利要求3所述的电感流封成型用模具,其特征在于,所述挤胶杆具有连接端以及连接于所述连接端的挤胶头,所述挤胶头可伸入至所述粉筒内部,多个所述连接端均枢转连接于所述传动板。
5.根据权利要求4所述的电感流封成型用模具,其特征在于,所述挤胶头外壁设置有倒角。
6.根据权利要求3所述的电感流封成型用模具,其特征在于,所述电感流封成型用模具还包括至少一个驱动件,所述驱动件设置于所述机架,所述驱动件与所述传动板传动连接,用于驱动所述传动板朝向靠近或远离粉筒的方向运动。
7.根据权利要求1所述的电感流封成型用模具,其特征在于,所述下模还开设有与多个所述下模穴相对应的多个注胶槽,多个所述注胶槽与所述流道均开口于所述下模靠近所述上模的表面,多个所述注胶槽的其中一端部对应与多个所述下模穴相连通,其另外一端部均与所述流道相连通。
8.根据权利要求1所述的电感流封成型用模具,其特征在于,所述下模设置有加热管与热电偶,所述加热管的延伸方向与所述流道延伸方向一致,所述热电偶靠近所述加热管设置,用于监测所述加热管的温度。
9.根据权利要求1所述的电感流封成型用模具,其特征在于,所述上模在远离所述上模穴的一侧设置有第一隔热板,所述下模在远离所述下模穴的一侧设置有第二隔热板。
10.根据权利要求1所述的电感流封成型用模具,其特征在于,多根所述挤胶杆中的任意两根在其延伸方向上的长度之差小于等于0.01mm。
技术总结
本申请涉及一种电感流封成型用模具,包括机架、上模、下模、多个粉筒以及多根挤胶杆,其中:上模具有阵列分布的多个上模穴;下模具有多个下模穴,且在下模开设有流道,流道与多个下模穴均连通;多个粉筒均设置于下模,且沿流道的延伸方向间隔设置,多个粉筒的其中一开口端与流道相连通,用于承放液态磁粉胶;挤胶杆朝向伸入或退出粉筒的方向可移动地设置于机架,用于将液态磁粉胶推送至流道,挤胶杆在可伸入粉筒的端部开设有环形回胶槽,回胶槽开口于挤胶杆的周缘侧壁外表面。本申请提供的电感流封成型用模具,可提高上模穴与下模穴内液态磁粉胶的填充均匀性,进而提高多个电感器的成型质量,并且可将流道设计为较长,提高多个电感器的成型效率。
技术研发人员:付邦良,刘欣瑞,梁文飞,王政铭
受保护的技术使用者:昆山磁通新材料科技有限公司
技术研发日:20230330
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!