一种位置可调式汽车尾灯焊接设备的制作方法
本技术涉及汽车尾灯焊接,尤其涉及一种位置可调式汽车尾灯焊接设备。
背景技术:
1、汽车尾灯通常为塑料材质,在汽车生产过程中,通过需要使用超声波焊接机将汽车尾灯焊接在汽车的车体上。随着汽车行业的繁荣发展,汽车尾灯的大小和形状越来越多样化,需要焊接的位置各不相同,现有的超声波焊接机无法调节,只能焊接一种类型的汽车尾灯,适用性差,因此生产成本居高不下。
技术实现思路
1、为了克服上述技术的不足,本实用新型的目的是提供一种位置可调式汽车尾灯焊接设备。
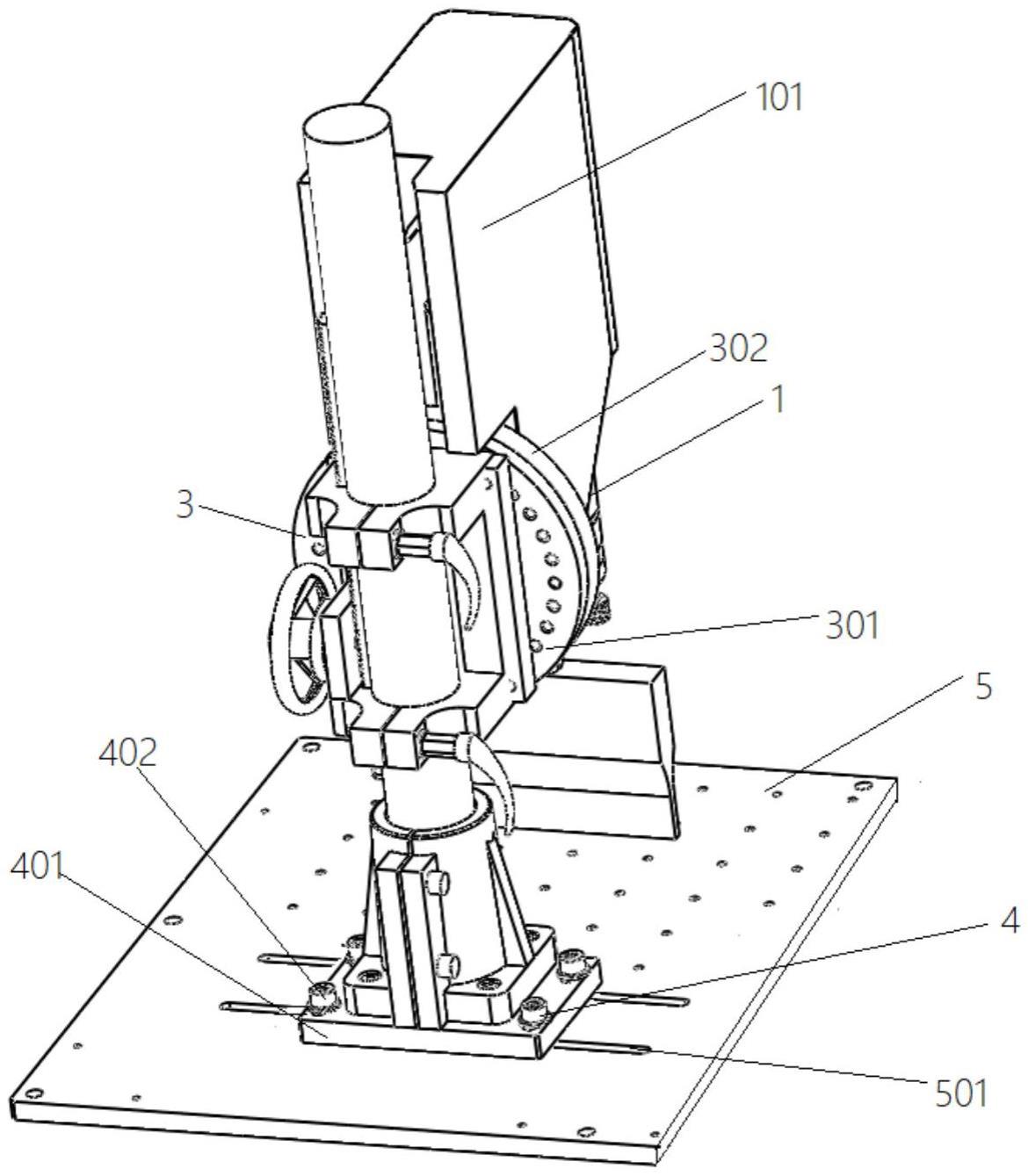
2、本实用新型所采用的技术方案是:一种位置可调式汽车尾灯焊接设备,包括承载体和设置在承载体上方的超声波焊接机,还包括角度调节机构和平移机构,所述平移机构包括支架、第三螺栓和第三螺母,所述支架上设置有第一条形孔,所述承载体上设置有第二条形孔,所述第一条形孔设置在第二条形孔的上方,所述第三螺栓设置在第一条形孔的上方,第三螺母设置在第二条形孔的下方,所述第三螺栓依次穿设通过第一条形孔和第二条形孔后与第三螺母螺纹连接,从而将支架与承载体连接在一起,通过改变第一条形孔与第二条形孔之间的相对位置,从而使超声波焊接机能进行左右平移和前后平移,所述第三螺栓的头部的直径大于第一条形孔的宽度,所述第三螺母的直径大于第二条形孔的宽度,所述角度调节机构与支架连接,超声波焊接机的本体与角度调节机构连接。
3、所述第一条形孔与第二条形孔呈垂直设置。
4、所述第三螺栓的螺杆的直径略小于第一条形孔的宽度,所述第三螺栓的螺杆的直径略小于第二条形孔的宽度。
5、所述角度调节机构包括固定盘、转动盘和至少一个第一螺栓,所述转动盘转动安装在固定盘上,所述固定盘上设置有与第一螺栓相匹配的内螺纹通孔,所述转动盘上设置有圆弧通孔,圆弧通孔沿转动盘圆周方向设置,圆弧通孔的宽度小于第一螺栓的头部的直径,所述第一螺栓的螺杆穿设通过圆弧通孔后与内螺纹通孔螺纹连接,通过旋转转动盘从而调整超声波焊接机的角度位置,所述固定盘与支架固定连接,超声波焊接机的本体与固定盘固定连接。
6、所述第一螺栓的螺杆的直径略小于圆弧通孔的直径,所述第一螺栓的头部贴设在转动盘上。
7、所述固定盘与转动盘同轴设置。
8、与现有技术相比,本实用新型具有以下有益效果:本实用新型所述的一种位置可调式汽车尾灯焊接设备,其角度调节机构和平移机构可以调整超声波焊接机所在的位置和角度,从而使焊接头可以适用多种不同形状和大小的汽车尾灯的焊接,适用性强,大大降低了生产成本。
技术特征:
1.一种位置可调式汽车尾灯焊接设备,包括承载体(5)和设置在承载体(5)上方的超声波焊接机(1),其特征在于:还包括角度调节机构(3)和平移机构(4),所述平移机构(4)包括支架(401)、第三螺栓(402)和第三螺母(403),所述支架(401)上设置有第一条形孔(404),所述承载体(5)上设置有第二条形孔(501),所述第一条形孔(404)设置在第二条形孔(501)的上方,所述第三螺栓(402)设置在第一条形孔(404)的上方,第三螺母(403)设置在第二条形孔(501)的下方,所述第三螺栓(402)依次穿设通过第一条形孔(404)和第二条形孔(501)后与第三螺母(403)螺纹连接,从而将支架(401)与承载体(5)连接在一起,通过改变第一条形孔(404)与第二条形孔(501)之间的相对位置,从而使超声波焊接机(1)能进行左右平移和前后平移,所述第三螺栓(402)的头部的直径大于第一条形孔(404)的宽度,所述第三螺母(403)的直径大于第二条形孔(501)的宽度,所述角度调节机构(3)与支架(401)连接,超声波焊接机(1)的本体(101)与角度调节机构(3)连接。
2.如权利要求1所述的一种位置可调式汽车尾灯焊接设备,其特征在于:所述第一条形孔(404)与第二条形孔(501)呈垂直设置。
3.如权利要求1所述的一种位置可调式汽车尾灯焊接设备,其特征在于:所述第三螺栓(402)的螺杆的直径略小于第一条形孔(404)的宽度,所述第三螺栓(402)的螺杆的直径略小于第二条形孔(501)的宽度。
4.如权利要求1所述的一种位置可调式汽车尾灯焊接设备,其特征在于:所述角度调节机构(3)包括固定盘(301)、转动盘(302)和至少一个第一螺栓(303),所述转动盘(302)转动安装在固定盘(301)上,所述固定盘(301)上设置有与第一螺栓(303)相匹配的内螺纹通孔(305),所述转动盘(302)上设置有圆弧通孔(304),圆弧通孔(304)沿转动盘(302)圆周方向设置,圆弧通孔(304)的宽度小于第一螺栓(303)的头部的直径,所述第一螺栓(303)的螺杆穿设通过圆弧通孔(304)后与内螺纹通孔(305)螺纹连接,通过旋转转动盘(302)从而调整超声波焊接机(1)的角度位置,所述固定盘(301)与支架(401)固定连接,超声波焊接机(1)的本体(101)与固定盘(301)固定连接。
5.如权利要求4所述的一种位置可调式汽车尾灯焊接设备,其特征在于:所述第一螺栓(303)的螺杆的直径略小于圆弧通孔(304)的直径,所述第一螺栓(303)的头部贴设在转动盘(302)上。
6.如权利要求4所述的一种位置可调式汽车尾灯焊接设备,其特征在于:所述固定盘(301)与转动盘(302)同轴设置。
技术总结
一种位置可调式汽车尾灯焊接设备,包括承载体和设置在承载体上方的超声波焊接机,还包括角度调节机构和平移机构,所述平移机构包括支架、第三螺栓和第三螺母,所述支架上设置有第一条形孔,所述承载体上设置有第二条形孔,所述第一条形孔设置在第二条形孔的上方,所述第三螺栓设置在第一条形孔的上方,第三螺母设置在第二条形孔的下方,所述第三螺栓依次穿设通过第一条形孔和第二条形孔后与第三螺母螺纹连接,从而将支架与承载体连接在一起,通过改变第一条形孔与第二条形孔之间的相对位置,从而使超声波焊接机能进行左右平移和前后平移,述角度调节机构与支架连接,超声波焊接机的本体与角度调节机构连接。
技术研发人员:李振旭,范海友
受保护的技术使用者:无锡德众超声技术有限公司
技术研发日:20230404
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!