一种具有急冷急热功能的微发泡注塑模具的制作方法
本技术涉及注塑模具,尤其公开了一种具有急冷急热功能的微发泡注塑模具。
背景技术:
1、微发泡注塑成型工艺,是一种革新的精密注塑技术,微发泡注塑成型工艺突破了传统注塑的诸多局限,可显著减轻制件的重量、缩短成型周期,并极大地改善了制件的翘曲变形和尺寸稳定性;在生产高质量要求的精密制品上,微发泡注塑成型工艺具有很大的优势;也是精密成型技术中发展最快、应用最广泛的成型技术之一。然而,以生产长筒式产品为例,模具的型腔及型芯都较深长,注塑前端的塑料容易因温度自然降低而流动性差,导致充型不充分。且微发泡注塑成型工艺生产的塑料制品因缩水而导致表面出现熔接线、熔接痕、波纹、银丝纹等问题,使得产品表面粗糙,影响外观。
技术实现思路
1、为了克服现有技术中存在的缺点和不足,本实用新型的目的在于提供一种具有急冷急热功能的微发泡注塑模具,解决微发泡注塑成型产品表面粗糙的问题。
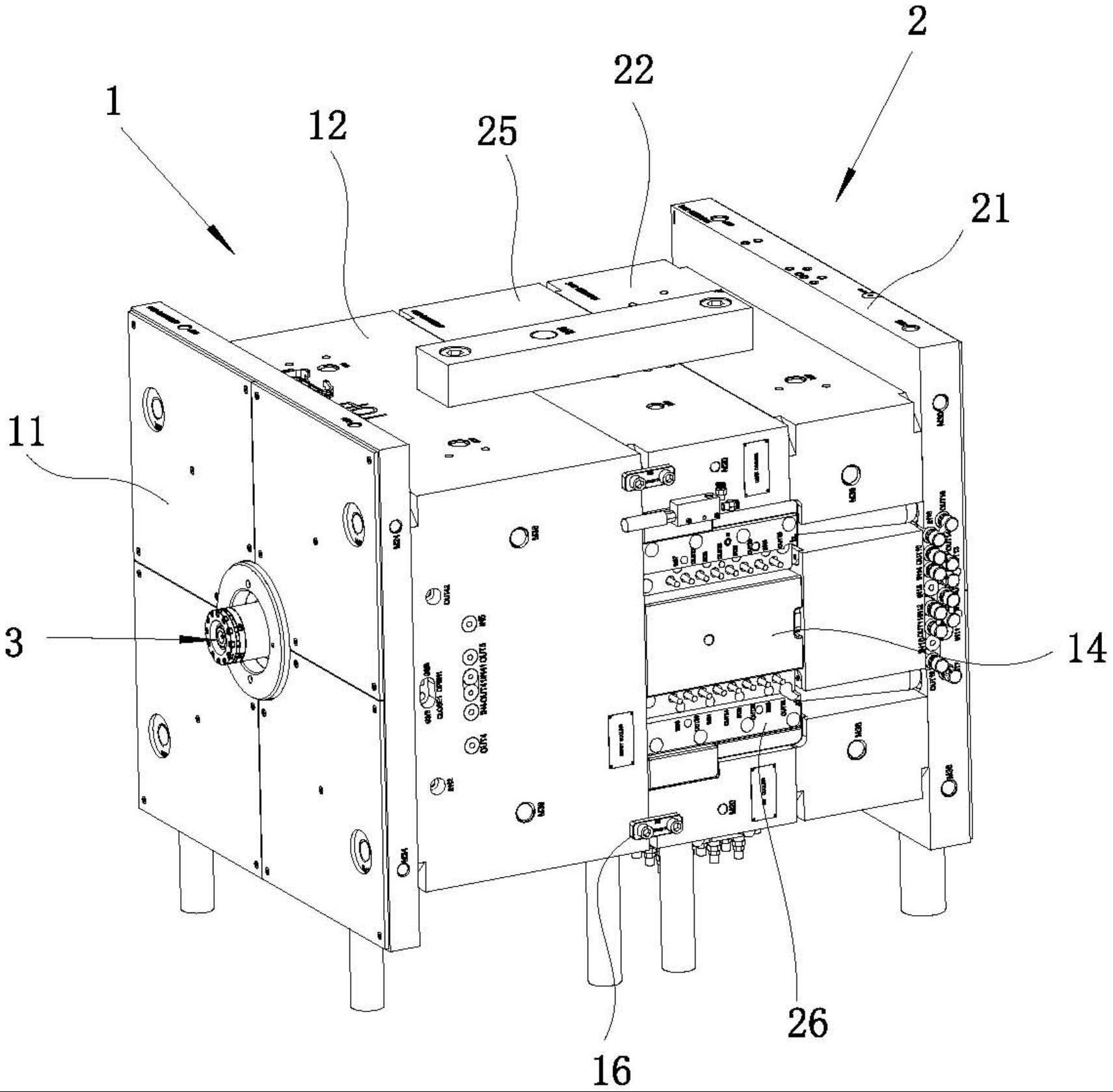
2、为实现上述目的,本实用新型的一种具有急冷急热功能的微发泡注塑模具,包括前模、后模及注塑枪,前模包括前复板及安装于前复板上的第一型腔件,注塑枪贯穿于前复板及第一型腔件设置,后模包括后复板、垫板、型芯件及第二型腔件,垫板安装于后复板,型芯件的一端贯穿于垫板并安装于后复板上,第二型腔件安装于垫板上,第二型腔件包裹于型芯件另一端外,第一型腔件遮罩于第二型腔件的一端外;还包括多个急冷急热管路,多个急冷急热管路分别镶嵌设置于第一型腔件、垫板、型芯件及第二型腔件内,多个急冷急热管路与外界的急冷急热设备连通。
3、具体地,第二型腔件由两个分件组合形成,两个分件组合内部形成一个两端开口的型腔,垫板封堵于型腔的一端开口,型芯件位于型腔内且其端部贯穿于型腔靠近垫板一端的开口。
4、具体地,前模还包括型腔盖,型腔盖设置于第一型腔件的腔内,型腔盖设置有注塑口,注塑枪经由型腔盖的注塑口进行注塑,型腔盖内部镶嵌设置有所述急冷急热管路,型腔盖用于遮罩型腔的另一端开口。
5、具体地,后模还包括限位板,限位板的数量为两个,两个限位板均安装于垫板上,两个限位板用于限位固定第二型腔件的两个分件。
6、具体地,后模还包括用于连通集成多个急冷急热管路进出口的接口座,接口座的数量为四个,四个接口座安装于垫板上并位于两个限位板之间,四个接口座分别两两位于第二型腔件的两侧。
7、具体地,后模还包括多个隔热板,多个隔热板围设于第二型腔件外,多个隔热板分别位于第二型腔件与限位板、第二型腔件与接口座之间。
8、具体地,前模还包括两个限位块,两个限位块安装于第一型腔件,两个限位块分别位于同侧的两个接口座之间,限位块用于抵住隔热板。
9、具体地,前模设置有四个导柱,四个导柱分别固定安装于前复板的四个边角;后模设置有与导柱相配合的导向套,导柱活动容设于导向套内。
10、具体地,还包括用于连接锁紧前模与后模的锁模块,锁模块的一端经由螺丝连接于第一型腔件,锁模块的另一端经由螺丝连接于限位板。
11、具体地,第一型腔件及后复板均设置有多个进出口,多个进出口用于连通急冷急热管路与外界的急冷急热设备。
12、本实用新型的有益效果:本实用新型所述的具有急冷急热功能的微发泡注塑模具,包括前模、后模及注塑枪,注塑枪设置于前模,前模包括前复板与第一型腔件;后模包括后复板、垫板、第二型腔件及型芯件;还包括多个急冷急热管路,多个急冷急热管路分别镶嵌设置于第一型腔件、垫板、型芯件及第二型腔件内,多个急冷急热管路与外界的急冷急热设备连通。在微发泡注塑前,外界的急冷急热设备通过对急冷急热管路注入蒸汽或高温水,以此提高模具中第一型腔件、第二型腔件及型芯件的温度,使模具的温度达到或超过塑料的熔融温度然后注射熔融塑料。这样注射前端的塑料,就会保持流动状态,实现快速充型。充型完成后,高温水或蒸汽从急冷急热管路中扯出,外界的急冷急热设备通过对急冷急热管路注入高压冷却水,这样可以通过加快塑料的固化速度来缩短成型周期,解决翘曲、下陷等问题,从而形成没有熔接痕、银丝纹等表面质量问题的制品。该具有急冷急热功能的微发泡注塑模具能够解决微发泡注塑成型工艺存在的产品表面粗糙的问题,从而生产出外观良好的产品。
技术特征:
1.一种具有急冷急热功能的微发泡注塑模具,包括前模(1)、后模(2)及注塑枪(3),前模(1)包括前复板(11)及安装于前复板(11)上的第一型腔件(12),第一型腔件(12)设置有凹陷的空腔,注塑枪(3)贯穿于前复板(11)及第一型腔件(12)设置;后模(2)包括后复板(21)、垫板(22)、型芯件(23)及第二型腔件(24),垫板(22)安装于后复板(21),型芯件(23)的一端贯穿于垫板(22)并安装于后复板(21)上,第二型腔件(24)安装于垫板(22)上,第二型腔件(24)包裹于型芯件(23)另一端外,第一型腔件(12)遮罩于第二型腔件(24)的一端外;其特征在于:还包括多个急冷急热管路(4),多个急冷急热管路(4)分别镶嵌设置于第一型腔件(12)、垫板(22)、型芯件(23)及第二型腔件(24)内,多个急冷急热管路(4)与外界的急冷急热设备连通。
2.根据权利要求1所述的具有急冷急热功能的微发泡注塑模具,其特征在于:第二型腔件(24)由两个分件组合形成,两个分件组合内部形成一个两端开口的型腔,垫板(22)封堵于型腔的一端开口,型芯件(23)位于型腔内且其端部贯穿于型腔靠近垫板(22)一端的开口。
3.根据权利要求2所述的具有急冷急热功能的微发泡注塑模具,其特征在于:前模(1)还包括型腔盖(13),型腔盖(13)设置于第一型腔件(12)的空腔内,型腔盖(13)设置有注塑口,注塑枪(3)经由型腔盖(13)的注塑口进行注塑,型腔盖(13)内部镶嵌设置有所述急冷急热管路(4),型腔盖(13)用于遮罩型腔的另一端开口。
4.根据权利要求2所述的具有急冷急热功能的微发泡注塑模具,其特征在于:后模(2)还包括限位板(25),限位板(25)的数量为两个,两个限位板(25)均安装于垫板(22)上,两个限位板(25)用于限位固定第二型腔件(24)的两个分件。
5.根据权利要求4所述的具有急冷急热功能的微发泡注塑模具,其特征在于:后模(2)还包括用于连通集成多个急冷急热管路(4)进出口的接口座(26),接口座(26)的数量为四个,四个接口座(26)安装于垫板(22)上并位于两个限位板(25)之间,四个接口座(26)分别两两位于第二型腔件(24)的两侧。
6.根据权利要求5所述的具有急冷急热功能的微发泡注塑模具,其特征在于:后模(2)还包括多个隔热板(27),多个隔热板(27)围设于第二型腔件(24)外,多个隔热板(27)分别位于第二型腔件(24)与限位板(25)、第二型腔件(24)与接口座(26)之间。
7.根据权利要求6所述的具有急冷急热功能的微发泡注塑模具,其特征在于:前模(1)还包括两个限位块(14),两个限位块(14)安装于第一型腔件(12),两个限位块(14)分别位于同侧的两个接口座(26)之间,限位块(14)用于抵住隔热板(27)。
8.根据权利要求1所述的具有急冷急热功能的微发泡注塑模具,其特征在于:前模(1)设置有四个导柱(15),四个导柱(15)分别固定安装于前复板(11)的四个边角;后模(2)设置有与导柱(15)相配合的导向套(28),导柱(15)活动容设于导向套(28)内。
9.根据权利要求4所述的具有急冷急热功能的微发泡注塑模具,其特征在于:还包括用于连接锁紧前模(1)与后模(2)的锁模块(16),锁模块(16)的一端经由螺丝连接于第一型腔件(12),锁模块(16)的另一端经由螺丝连接于限位板(25)。
10.根据权利要求1所述的具有急冷急热功能的微发泡注塑模具,其特征在于:第一型腔件(12)及后复板(21)均设置有多个进出口,多个进出口用于连通急冷急热管路(4)与外界的急冷急热设备。
技术总结
本技术公开了一种具有急冷急热功能的微发泡注塑模具,包括前模、后模及注塑枪,前模包括前复板与第一型腔件;后模包括后复板、垫板、第二型腔件及型芯件;还包括多个急冷急热管路。在微发泡注塑前,急冷急热设备通过对急冷急热管路注入蒸汽或高温水,以此提高模具的温度,使模具的温度达到或超过塑料的熔融温度然后注射熔融塑料。这样注射前端的塑料,就会保持流动状态,实现快速充型。充型完成后,高温水或蒸汽从急冷急热管路中扯出,急冷急热设备通过对急冷急热管路注入高压冷却水,这样可以通过加快塑料的固化速度来缩短成型周期,解决翘曲、下陷等问题,从而形成没有熔接痕、银丝纹等表面质量问题的制品。
技术研发人员:张磊,张朝,熊毅,王洪祥
受保护的技术使用者:东莞市祥汇科技有限公司
技术研发日:20230413
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!