一种子午线轮胎自动化成型机的制作方法
本技术涉及轮胎成型领域,尤其涉及一种子午线轮胎自动化成型机。
背景技术:
1、轮胎是在各种车辆或机械上装配的接地滚动的圆环形弹性橡胶制品;轮胎常在复杂和苛刻的条件下使用,它在行驶时承受着各种变形、负荷、力以及高低温作用,因此必须具有较高的承载性能、牵引性能、缓冲性能。
2、轮胎在生产加工的过程中,通常需要相应的轮胎成型机进行成型处理,现有的轮胎成型机种类较多,每种轮胎成型机在轮胎成型过程中都需要用到后压车滚轮装置对轮胎胎面组件和胎体进行充分压合。
3、相关技术中,现有的成型机中的轮胎压合机构在使用的过程中存在一定的缺陷,比如现有的成型机一般采用单个滚压机构对轮胎进行滚压成型处理,以至于轮胎在滚压的过程中,轮胎容易出现相应的偏移,降低了滚压成型的均匀性,而且滚压成型处理时的时间较长,降低了成型处理的效率。
4、因此,有必要提供一种子午线轮胎自动化成型机解决上述技术问题。
技术实现思路
1、本实用新型提供一种子午线轮胎自动化成型机,解决了不能对轮胎进行多个角度的滚压成型处理,以至于降低了滚压成型均匀性的问题。
2、为解决上述技术问题,本实用新型提供的子午线轮胎自动化成型机包括:
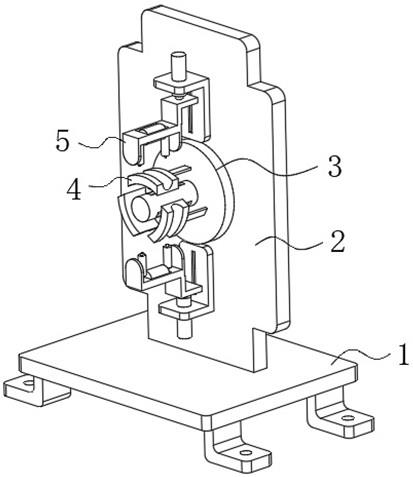
3、安装座;
4、固定板,所述固定板固定于所述安装座的顶部,所述固定板的内部转动连接有旋转板;
5、用于对旋转板旋转驱动的旋转组件,所述旋转组件设置于所述安装座的背面;
6、用于对轮胎进行紧固的电动夹紧组件,所述电动夹紧组件设置于所述旋转板的内部;
7、至少两个用于对轮胎滚压处理的加工组件,两个所述加工组件均设置于所述固定板的正面,两个所述加工组件呈对称设置;
8、其中,所述加工组件包括固定于所述固定板正面的l型块,所述l型块的内壁滑动连接有l型架,所述l型架的底部固定连接有u型架,所述u型架内壁顶部的两侧均转动连接有侧压辊,所述u型架内壁的顶部转动连接有正压辊。
9、优选的,所述l型块的顶部固定连接有第一电动伸缩杆,所述第一电动伸缩杆的伸缩端固定于l型架的顶部。
10、优选的,所述电动夹紧组件包括固定于旋转板内部的套筒,所述套筒的内部滑动连接有驱动块,所述驱动块一侧的外表面铰接有至少三个驱动杆,三个驱动杆的另一端均铰接有夹紧块,三个夹紧块通过滑动架与旋转板的正面滑动连接。
11、优选的,三个夹紧块的外表面均开设有环形凹槽,且套筒的外表面开设有至少三个滑槽,且三个驱动杆通过三个滑槽贯穿套筒并延伸至套筒的外部。
12、优选的,所述套筒内壁的一侧固定连接有第二电动伸缩杆,所述第二电动伸缩杆的伸缩端固定于所述驱动块的另一侧。
13、优选的,所述旋转组件包括固定于所述旋转板背面外表面的齿牙套。
14、优选的,所述固定板的背面固定连接有电机,所述电机的输出轴固定连接有与齿牙套相啮合的齿轮。
15、与相关技术相比较,本实用新型提供的子午线轮胎自动化成型机具有如下有益效果:
16、本实用新型提供一种子午线轮胎自动化成型机,通过电动夹紧组件的设置,可以对需要整形滚压的轮胎进行电动夹紧,无需要人工手动操作,提高了成型机的自动化功能,通过至少两组加工组件的设置,不仅可以外胎成型时的反正包边、剥离及切边进行滚压处理,而且提高了滚压成型的均匀性,进一步提高了轮胎成型效果,解决了由于滚压方式单一,影响轮胎的成型效果的问题。
技术特征:
1.一种子午线轮胎自动化成型机,其特征在于,包括:
2.根据权利要求1所述的子午线轮胎自动化成型机,其特征在于,所述l型块(51)的顶部固定连接有第一电动伸缩杆(56),所述第一电动伸缩杆(56)的伸缩端固定于l型架(52)的顶部。
3.根据权利要求1所述的子午线轮胎自动化成型机,其特征在于,所述电动夹紧组件(4)包括固定于旋转板(3)内部的套筒(41),所述套筒(41)的内部滑动连接有驱动块(42),所述驱动块(42)一侧的外表面铰接有至少三个驱动杆(43),三个驱动杆(43)的另一端均铰接有夹紧块(44),三个夹紧块(44)通过滑动架与旋转板(3)的正面滑动连接。
4.根据权利要求3所述的子午线轮胎自动化成型机,其特征在于,三个夹紧块(44)的外表面均开设有环形凹槽,且套筒(41)的外表面开设有至少三个滑槽,且三个驱动杆(43)通过三个滑槽贯穿套筒(41)并延伸至套筒(41)的外部。
5.根据权利要求3所述的子午线轮胎自动化成型机,其特征在于,所述套筒(41)内壁的一侧固定连接有第二电动伸缩杆(45),所述第二电动伸缩杆(45)的伸缩端固定于所述驱动块(42)的另一侧。
6.根据权利要求1所述的子午线轮胎自动化成型机,其特征在于,所述旋转组件包括固定于所述旋转板(3)背面外表面的齿牙套(6)。
7.根据权利要求6所述的子午线轮胎自动化成型机,其特征在于,所述固定板(2)的背面固定连接有电机(7),所述电机(7)的输出轴固定连接有与齿牙套(6)相啮合的齿轮(8)。
技术总结
本技术提供一种子午线轮胎自动化成型机,包括:安装座;固定板,固定板固定于安装座的顶部,固定板的内部转动连接有旋转板;用于对旋转板旋转驱动的旋转组件,旋转组件设置于安装座的背面;用于对轮胎进行紧固的电动夹紧组件,电动夹紧组件设置于旋转板的内部。本技术提供的子午线轮胎自动化成型机通过电动夹紧组件的设置,可以对需要整形滚压的轮胎进行电动夹紧,无需要人工手动操作,提高了成型机的自动化功能,通过至少两组加工组件的设置,不仅可以外胎成型时的反正包边、剥离及切边进行滚压处理,而且提高了滚压成型的均匀性,进一步提高了轮胎成型效果,解决了由于滚压方式单一,影响轮胎的成型效果的问题。
技术研发人员:吴强,黄志强,陆春云
受保护的技术使用者:常州市佳健机械有限公司
技术研发日:20230424
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!