一种细孔热嘴自封胶小直径针阀热嘴嘴头的制作方法
本技术涉及热嘴嘴头,尤其涉及一种细孔热嘴自封胶小直径针阀热嘴嘴头。
背景技术:
1、在模具进行工作时一般都需要通过热嘴嘴头来对熔融状态的塑胶进行进胶。
2、在针阀热流道模具中,为了避免阀针把模仁上的浇口撞大,通常热嘴嘴头都会采用自封针结构,但是自封针嘴头直径较大,如果直接在产品上进胶的话,产品上的浇口痕迹很大,影响产品外观。
技术实现思路
1、本实用新型的目的在于提供一种细孔热嘴自封胶小直径针阀热嘴嘴头,能够通过设有的构件使得模具的热嘴开框减少,增加模具强度,可以直接在产品表面进胶同时又能保证产品外观品质。
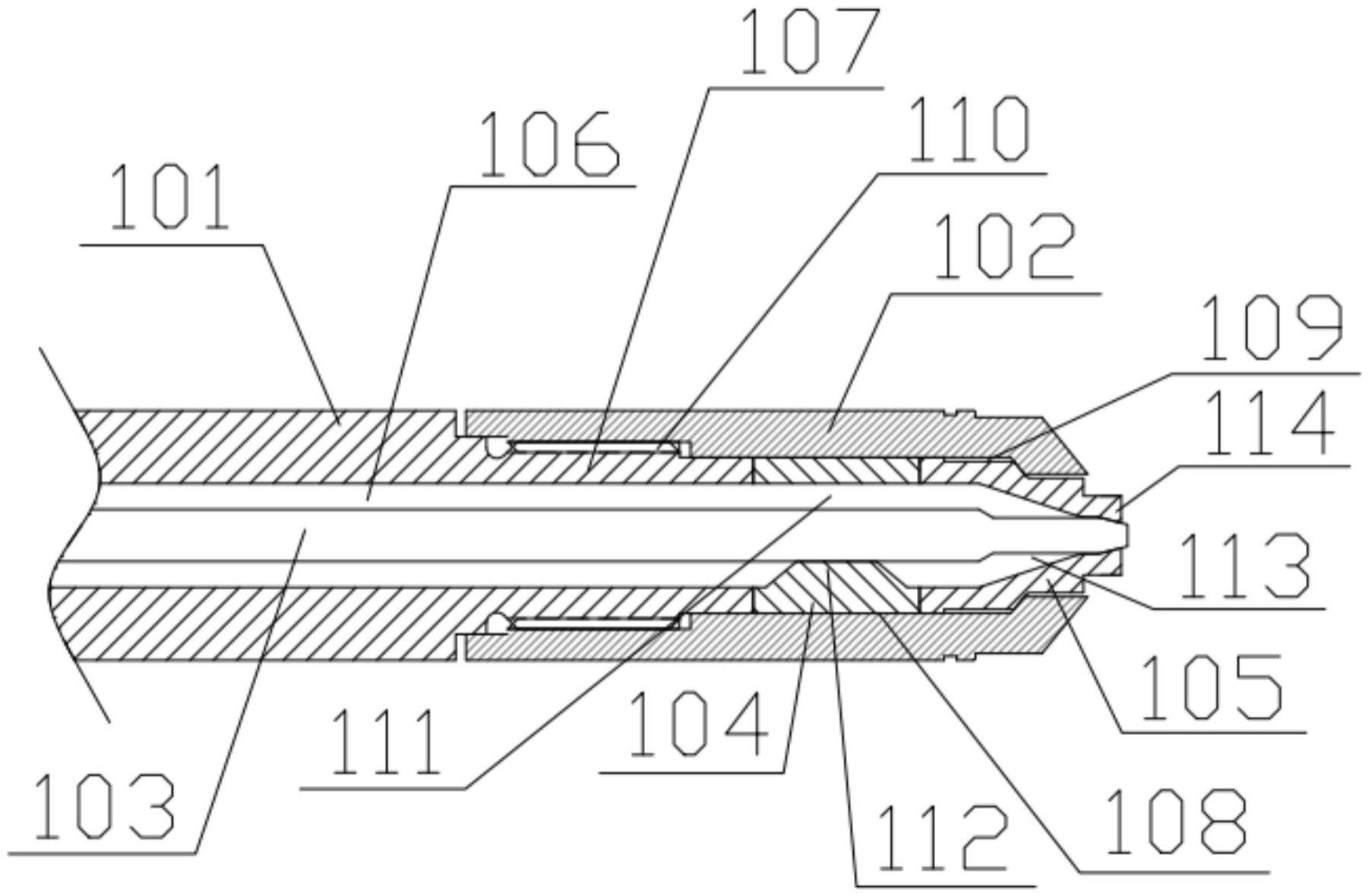
2、为实现上述目的,本实用新型提供了一种细孔热嘴自封胶小直径针阀热嘴嘴头,包括本体,还包括安装组件;
3、所述安装组件包括嘴套、阀针、导向环和咀心;所述嘴套与所述本体螺纹连接,并位于所述本体的一侧,所述阀针与所述本体连接,并贯穿所述嘴套,所述导向环与所述嘴套连接,并套设在所述阀针上,所述咀心与所述嘴套连接,并套设在所述阀针上。
4、其中,所述本体具有穿入槽和外螺纹台,所述穿入槽位于所述本体内;所述外螺纹台位于所述本体靠近所述嘴套的一侧。
5、其中,所述嘴套具有通过槽、卡槽和内螺纹槽,所述通过槽位于所述嘴套内;所述卡槽位于所述嘴套靠近所述咀心的一侧;所述内螺纹槽位于所述嘴套靠近所述外螺纹台的一侧。
6、其中,所述导向环具有导入槽和定位凸台,所述导入槽位于所述导向环内;所述定位凸台位于所述导向环靠近所述阀针的一侧。
7、其中,所述咀心具有连接槽和导出凸台,所述连接槽位于所述咀心内;所述导出凸台位于所述咀心的一侧。
8、本实用新型的一种细孔热嘴自封胶小直径针阀热嘴嘴头,通过所述本体设有的所述外螺纹台与所述嘴套设有的所述内螺纹槽进行配合,从而完成对所述本体与所述嘴套的安装,如此便可实现所述本体外径尽可能做到最小,同时又能保证强度,在所述嘴套内部设有的所述导向环可以通过所述导向凸台对所述阀针的引导保证所述阀针的精准定位,确保所述阀针不会打偏,对浇口造成伤害,最后通过设有的所述咀心进行封胶,所述咀心前端的所述导出凸台直径最小可以做到3.8mm,这样直接在产品进胶时,浇口痕迹便可尽可能减小,实现了能够通过设有的构件使得模具的热嘴开框减少,增加模具强度,可以直接在产品表面进胶同时又能保证产品外观品质。
技术特征:
1.一种细孔热嘴自封胶小直径针阀热嘴嘴头,包括本体,其特征在于,
2.如权利要求1所述的细孔热嘴自封胶小直径针阀热嘴嘴头,其特征在于,
3.如权利要求2所述的细孔热嘴自封胶小直径针阀热嘴嘴头,其特征在于,
4.如权利要求2所述的细孔热嘴自封胶小直径针阀热嘴嘴头,其特征在于,
5.如权利要求2所述的细孔热嘴自封胶小直径针阀热嘴嘴头,其特征在于,
技术总结
本技术涉及热嘴嘴头技术领域,具体涉及一种细孔热嘴自封胶小直径针阀热嘴嘴头,包括本体,还包括安装组件;安装组件包括嘴套、阀针、导向环和咀心;嘴套与本体螺纹连接,并位于本体的一侧,阀针与本体连接,并贯穿嘴套,导向环与嘴套连接,并套设在阀针上,咀心与嘴套连接,并套设在阀针上,实现了能够通过设有的构件使得模具的热嘴开框减少,增加模具强度,可以直接在产品表面进胶同时又能保证产品外观品质。
技术研发人员:赵成军,李伟茂,蒋永雄
受保护的技术使用者:东莞市宝斯捷模具科技有限公司
技术研发日:20230427
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!