一种多流道塑料注射成型机的制作方法
本技术涉及塑料加工相关,尤其涉及一种多流道塑料注射成型机。
背景技术:
1、注塑机的工作原理是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程,注射成型是一个循环的过程,每一周期主要包括:定量加料、熔融塑化、施压注射、充模冷却和启模取件,取出塑件后又再闭模,进行下一个循环。
2、经过检索,公告号为cn112356391a的专利公开一种多流道塑料注射成型机,文中提出“本发明公开了一种多流道的塑料注射成型机,包括,安装板的顶部一侧通过支撑架固定安装有加热筒,所述加热筒的一侧侧壁居中处通过支架固定安装有电动机,所述电动机的输出轴固定套接有转动轴,所述转动轴远离电动机的一端贯穿加热筒的侧壁并延伸至加热筒的内部,所述转动轴延伸至加热筒内部的表面固定焊接有螺旋桨叶;分流块,所述加热筒远离电动机的一端固定插接有分流块;分流孔,本发明有效的解决了现有的多流道的塑料注射成型机没有将塑料颗粒进行预热的设备,在梅雨季节或空气较为潮湿时,塑料颗粒不完全干燥,会导致在熔融塑化时会有局部塑料颗粒未融化完全,从而造成产品质量下降的问题。”这样的设置虽然有预热功能,但无法实时监控内部温度,且搅拌不均匀,注射不彻底。
3、鉴于此,针对上述问题深入研究,遂有本案产生。
技术实现思路
1、本实用新型的目的提供一种多流道塑料注射成型机,已解决上述背景技术中提出的无法实时监控内部温度,和搅拌不均匀,注射不彻底问题。
2、为了实现上述目的,本实用新型采用了如下技术方案:
3、一种多流道塑料注射成型机,包括设备主体和功能机构,所述设备主体正面设置有控温系统,所述设备主体底部设置有底座,所述底座上方设置有功能机构,所述设备主体外侧连接有料斗,所述设备主体内部设置有料筒,所述料筒下方设置有限位板,所述限位板下方设置有分流管,所述分流管下方设置有模具。
4、优选的,所述设备主体与控温系统之间为螺钉连接,所述设备主体与控温系统紧密贴合。
5、优选的,所述设备主体左侧设置有密封板,所述密封板左侧设置有料斗,所述设备主体上方连接有气泵,所述设备主体内侧设置有保温层,所述保温层内部设置有加热片,所述加热片内部连接有料筒,所述料筒上方连接有固定架,所述固定架上方设置有电机,所述电机中间设置有转轴,所述转轴表面连接有搅拌架,所述料筒下方设置有限位板,所述限位板左侧设置有挡板,所述限位板下方设置有保温块,所述保温块内部设置有分流管。
6、优选的,所述密封板与料斗之间为卡槽连接,所述密封板宽度与料斗内径宽度尺寸相匹配。
7、优选的,所述设备主体与气泵之间为螺钉连接,所述气泵小于设备主体顶面。
8、优选的,所述加热片与料筒之间为螺钉连接,所述加热片与料筒紧密贴合。
9、优选的,所述料筒与固定架之间为螺钉连接,所述固定架长度大于料筒外直径。
10、优选的,所述限位板与挡板之间为卡槽连接,所述限位板凹槽与挡板外径尺寸相匹配。
11、本实用新型具有以下有益效果:
12、本实用新型提供一种多流道塑料注射成型机,通过设备主体、控温系统、底座、功能机构、密封板、料斗、加热片、料筒、固定架、电机、转轴和搅拌架的设置,首先将设备主体放置在底座上,将塑料倒入料斗,提起功能机构中的密封板,使塑料进入料筒,开启控温系统,加热片开始工作,同时固定架上的电机带动转轴转动,搅拌架搅拌至塑料熔化。
13、2、通过密封板、气泵、保温层、限位板、挡板、保温块、分流管和模具的设置,关闭密封板,保温层防止温度流失导致塑料凝固,抽拉挡板至限位板卡槽处,熔化的塑料在气泵制造的气压下,快速流入分流管,保温块减缓塑料凝固,最后流入模具,这样就完成了一种多流道塑料注射成型机的使用过程。
技术特征:
1.一种多流道塑料注射成型机,包括设备主体(1)和功能机构(4),其特征在于:所述设备主体(1)正面设置有控温系统(2),所述设备主体(1)底部设置有底座(3),所述底座(3)上方设置有功能机构(4),所述设备主体(1)外侧连接有料斗(402),所述设备主体(1)内部设置有料筒(406),所述料筒(406)下方设置有限位板(411),所述限位板(411)下方设置有分流管(414),所述分流管(414)下方设置有模具(5)。
2.根据权利要求1所述的一种多流道塑料注射成型机,其特征在于,所述设备主体(1)与控温系统(2)之间为螺钉连接,所述设备主体(1)与控温系统(2)紧密贴合。
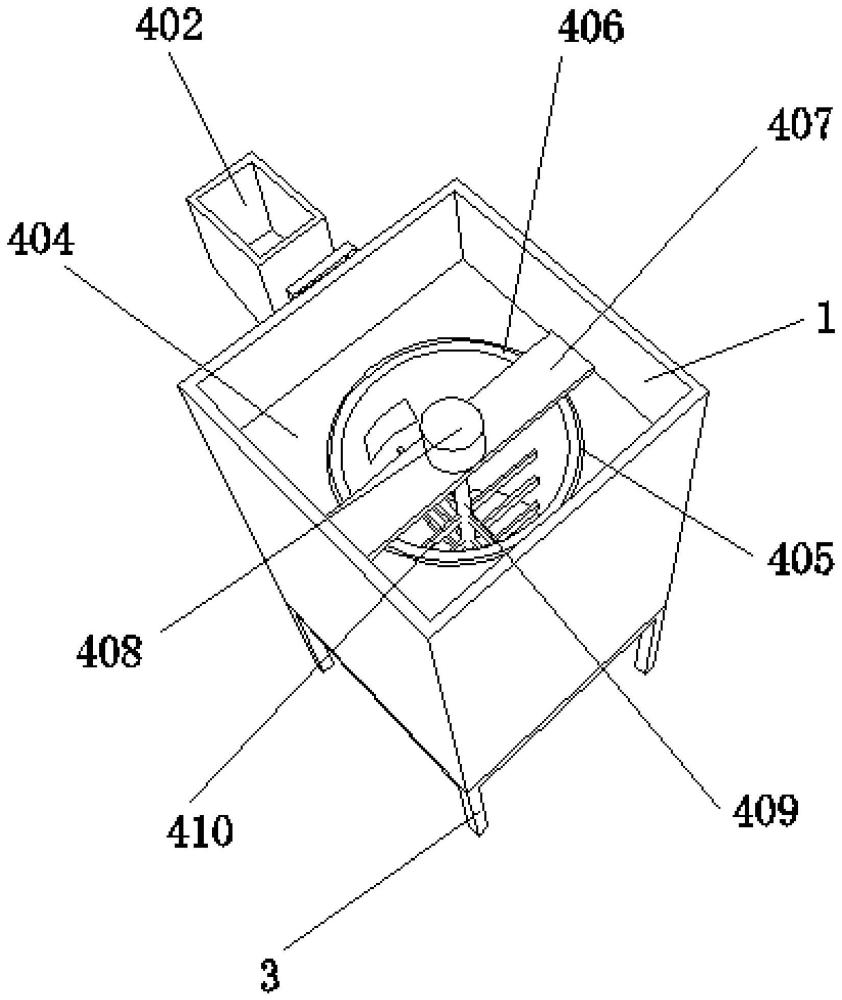
3.根据权利要求1所述的一种多流道塑料注射成型机,其特征在于,所述设备主体(1)左侧设置有密封板(401),所述密封板(401)左侧设置有料斗(402),所述设备主体(1)上方连接有气泵(403),所述设备主体(1)内侧设置有保温层(404),所述保温层(404)内部设置有加热片(405),所述加热片(405)内部连接有料筒(406),所述料筒(406)上方连接有固定架(407),所述固定架(407)上方设置有电机(408),所述电机(408)中间设置有转轴(409),所述转轴(409)表面连接有搅拌架(410),所述料筒(406)下方设置有限位板(411),所述限位板(411)左侧设置有挡板(412),所述限位板(411)下方设置有保温块(413),所述保温块(413)内部设置有分流管(414)。
4.根据权利要求3所述的一种多流道塑料注射成型机,其特征在于,所述密封板(401)与料斗(402)之间为卡槽连接,所述密封板(401)宽度与料斗(402)内径宽度尺寸相匹配。
5.根据权利要求3所述的一种多流道塑料注射成型机,其特征在于,所述设备主体(1)与气泵(403)之间为螺钉连接,所述气泵(403)小于设备主体(1)顶面。
6.根据权利要求3所述的一种多流道塑料注射成型机,其特征在于,所述加热片(405)与料筒(406)之间为螺钉连接,所述加热片(405)与料筒(406)紧密贴合。
7.根据权利要求3所述的一种多流道塑料注射成型机,其特征在于,所述料筒(406)与固定架(407)之间为螺钉连接,所述固定架(407)长度大于料筒(406)外直径。
8.根据权利要求3所述的一种多流道塑料注射成型机,其特征在于,所述限位板(411)与挡板(412)之间为卡槽连接,所述限位板(411)凹槽与挡板(412)外径尺寸相匹配。
技术总结
本技术提供一种多流道塑料注射成型机,包括设备主体和功能机构,功能机构包括密封板、料斗、气泵、保温层、加热片、料筒、固定架、电机、转轴、搅拌架、限位板、挡板、保温块、分流管和模具。本技术提供一种多流道塑料注射成型机,首先将设备主体放置在底座上,将塑料倒入料斗,提起功能机构中的密封板,使塑料进入料筒,开启控温系统,加热片开始工作,同时固定架上的电机带动转轴转动,搅拌架搅拌至塑料熔化,然后关闭密封板,保温层防止温度流失导致塑料凝固,抽拉挡板至限位板卡槽处,熔化的塑料在气泵制造的气压下,快速流入分流管,保温块减缓塑料凝固,最后流入模具,这样就完成了一种多流道塑料注射成型机的使用过程。
技术研发人员:王辰龙
受保护的技术使用者:河北赛恩塑业有限公司
技术研发日:20230518
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!