一种高效生产及防止偏心的细孔胶辊注塑模具结构的制作方法
本技术涉及注塑模具结构,具体为一种高效生产及防止偏心的细孔胶辊注塑模具结构。
背景技术:
1、根据申请号为cn201920830813.1的中国实用新型专利所述“于注塑产品1在模具中心位置的分布范围比较大,模具中心2与注塑产品1进胶位置12的距离l比较大,导致注塑压力不均匀,且模具加大导致注塑机台加大后,注塑压力过大进一步会影响到注塑产品1的成型质量和量产的良品率”。
2、根据申请号为cn201721845213.x的中国实用新型专利所述“在产品的设计、生产过程中,有时塑料的性能不能满足产品的强度、刚性等要求,就需要加入刚性嵌件,但是,对于细长嵌件,由于注塑的高压力,容易使嵌件产生弯曲变形,这样,制件就会出现嵌件偏心的缺陷,影响产品的质量”。
3、综上所述,现有技术中,在注塑胶辊这类产品时,由于注塑的高压以及注塑压力不均匀,容易导致镶件偏心的情况出现,使产品成型不合格,产品质量不达标,因此,本实用新型提出一种能够避免因注塑压力不平均而导致镶件偏心的注塑模具结构去解决以上问题。
技术实现思路
1、本实用新型为克服上述情况不足,旨在提供一种能解决上述问题的技术方案。
2、为实现上述目的,本实用新型提供如下技术方案:一种高效生产及防止偏心的细孔胶辊注塑模具结构,包括有从上往下依次排列的上型板、中型板以及下型板;
3、所述中型板上贯穿开设有圆形通孔,下型板上固设有与圆形通孔平行设置并贯穿圆形通孔设置的镶件;
4、所述上型板上开设有进料流道,所述流道与圆形通孔连通设置;
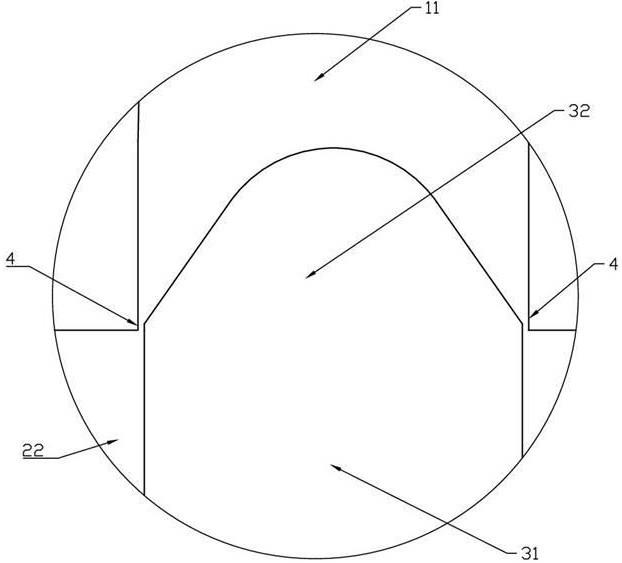
5、所述镶件贯穿圆形通孔设置并延伸至进料流道内,其中,镶件的上端侧壁与进料流道的下端内壁之间设有用以均匀进料的空隙,所述空隙沿进料流道的内壁周缘设置;
6、所述镶件的上端面上成型有呈锥形的凸起部,所述凸起部沿进料流道的长度方向凸起,并设于进料流道内;
7、所述圆形通孔与镶件配合成型有模腔。
8、作为本实用新型进一步方案:还包括有第一流道板、第二流道板以及冷水板;
9、所述第一流道板、第二流道板、冷水板、上型板、中型板以及下型板从上往下依次排列设置;
10、所述第一流道板上设有贯穿第一流道板的一级流道;
11、所述第二流道板上开设有与一级流道连通并呈工字形设置的二级流道,其中,二级流道的端部连通有呈工字形三级流道,所述三级流道开设于第二流道板上,并所述三级流道的端部分别连通有贯穿第二流道板设置的四级流道;
12、所述冷水板上开设有多个分别与四级流道的端部连通的五级流道;
13、所述五级流道呈x字形设置;
14、所述进料流道在上型板上均匀设有多个,并所述五级流道的端部分别与进料流道一一连通设置。
15、作为本实用新型进一步方案:所述一级流道设于第一流道板的中心,并所述一级流道与二级流道的中心连通设置;
16、所述二级流道的端部分别与三级流道的中心连通设置;
17、所述四级流道与五级流道的中心连通设置。
18、作为本实用新型进一步方案:所述冷水板上贯穿设有冷水管,并所述冷水管在冷水板上并列设有多个。
19、作为本实用新型进一步方案:所述上型板上贯穿设有第一加热管,下型板上贯穿设有第二加热管;
20、所述第一加热管在上型板上并列设有多个,第二加热管在下型板上并列设有多个。
21、作为本实用新型进一步方案:所述冷水板与加热板之间设有隔热板,所述冷水板下端面上嵌设有浇口套,所述浇口套贯穿隔热板设置,浇口套上开设有浇口流道,所述浇口套的浇口流道分别与五级流道以及进料流道连通设置。
22、与现有技术相比,本实用新型的有益效果如下:通过在镶件上设置有呈锥形的凸起部以及镶件的外壁与进料流道的内壁之间设有空隙,凸起部能够使原料分流,能够避免镶件的受力不均匀以及能够使原料能够均匀的通过间隙,空隙能够使原料均匀的进入至模腔内,且空隙能够使原料在进入模腔内时镶件受到的注塑压力均匀,从而避免镶件的偏心。
技术特征:
1.一种高效生产及防止偏心的细孔胶辊注塑模具结构,其特征在于,包括有从上往下依次排列的上型板、中型板以及下型板;
2.根据权利要求1所述的一种高效生产及防止偏心的细孔胶辊注塑模具结构,其特征在于,还包括有第一流道板、第二流道板以及冷水板;
3.根据权利要求2所述的一种高效生产及防止偏心的细孔胶辊注塑模具结构,其特征在于,所述一级流道设于第一流道板的中心,并所述一级流道与二级流道的中心连通设置;
4.根据权利要求3所述的一种高效生产及防止偏心的细孔胶辊注塑模具结构,其特征在于,所述冷水板上贯穿设有冷水管,并所述冷水管在冷水板上并列设有多个。
5.根据权利要求4所述的一种高效生产及防止偏心的细孔胶辊注塑模具结构,其特征在于,所述上型板上贯穿设有第一加热管,下型板上贯穿设有第二加热管;
6.根据权利要求5所述的一种高效生产及防止偏心的细孔胶辊注塑模具结构,其特征在于,所述冷水板与加热板之间设有隔热板,所述冷水板下端面上嵌设有浇口套,所述浇口套贯穿隔热板设置,浇口套上开设有浇口流道,所述浇口套的浇口流道分别与五级流道以及进料流道连通设置。
技术总结
本技术公开了一种高效生产及防止偏心的细孔胶辊注塑模具结构,涉及注塑模具结构技术领域,包括有从上往下依次排列的上型板、中型板以及下型板,中型板上贯穿开设有圆形通孔,下型板上固设有的镶件,镶件的上端侧壁与进料流道的下端内壁之间设有用以均匀进料的空隙,空隙沿进料流道的内壁周缘设置,镶件的上端面上成型有呈锥形的凸起部,凸起部沿进料流道的长度方向凸起,并设于进料流道内,圆形通孔与镶件配合成型有模腔,通过在镶件上设置有呈锥形的凸起部以及镶件的外壁与进料流道的内壁之间设有空隙,凸起部能够使原料分流,空隙能够使原料在进入模腔内时镶件受到的注塑压力均匀,从而避免镶件的偏心。
技术研发人员:徐群成
受保护的技术使用者:东莞市恒强橡胶制品有限公司
技术研发日:20230614
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!