手提袋拉环焊接定位夹具的制作方法
本技术涉及手提袋拉环焊接,具体涉及手提袋拉环焊接定位夹具。
背景技术:
1、手提袋,是一种简易的袋子,制作材料有纸张、pvc镭射膜、无纺布工业纸板等。通常用在厂商盛放产品;也有在送礼时盛放礼品;很多时尚前卫的西方人更将手提袋用做包类产品使用,可与其它装扮相匹配。手提袋还有被称为手挽袋、手袋等。
2、传统的无纺布手提袋加工流程如下:1、首先将无纺布料裁剪成拉环的形状,通常为矩形或圆形。2.然后在拉环的中心位置处使用热封焊机加热,使其熔化。3.然后将拉环的两端对接,在加热的情况下进行压合,使其永久性地固定在袋子上。4.确保拉环被完全固定后,可以进行拉力测试以确保其坚固性。
3、在无纺布手提袋的拉环热封焊接过程中,结构上可能会存在以下一些缺陷:拉环与袋子连接处的热封区域不完整或不均匀,从而导致连接强度不足,并容易出现拉环脱落现象。
4、专利号为:cn212194440u的现有技术公开了:包括工作台,所述工作台的顶端外壁中部通过螺栓固定有焊接平台,所述工作台的底端外壁设有支架,且工作台的顶部外壁中部设有基座,所述基座的一端外壁设有控制箱,且控制箱的顶部外壁通过螺栓固定有液压缸,所述液压缸的活塞杆一端连接有固定架,且固定架的内壁固定连接有横置滑轨,所述横置滑轨的内壁滑动连接有两个滑动件,且滑动件的底端外壁设有超声波焊压组件。本实用新型通过将提手堆叠至提手顶出组件中,通过液压缸进行依次顶出单个提手至焊压组件下方,通过超声波焊压固定提手和袋体,焊压的速速快,焊压焊点为片状,更加紧固,不易送动,效率和质量均有所提升。
5、上述现有技术虽然通过超声波焊压组件、检测探头和超声波发生器等结构的相互配合,实现了对拉环和袋子的焊接牢固不易脱落,但是,该装置在进行焊接时,需要工作人员将袋子放置在超声波焊压组件下,然后在通过液压缸配合顶出组件将拉环的顶出,实现了对两者的焊接,但是,由于袋子的上料整体采用工作人员进行上料,当工作人员在进行上料时,工作人员的手指容易被超声波焊压组件上的高温进行烫伤,同时,还增加了工作人员的劳动力,降低了整体的生产效率的问题。
6、因此,目前需要一种提高生产效的手提袋拉环焊接定位夹具。
技术实现思路
1、针对现有技术的不足,本实用新型提供了手提袋拉环焊接定位夹具,解决了背景技术中提到的问题。
2、为实现以上目的,本实用新型通过以下技术方案予以实现:
3、手提袋拉环焊接定位夹具,包括安装板;所述安装板顶面安装有焊接组件,所述安装板顶面且位于焊接组件一侧固定连接有l型立柱,所述l型立柱一侧安装有气动夹持组件,所述l型立柱底面安装有挤压组件,所述安装板顶面且位于焊接组件一侧安装有取件组件;所述焊接组件包括焊接柱,所述安装板顶面的两端分别固定连接有焊接柱,两个所述焊接柱之间区域固定连接有袋子模具,所述袋子模具一侧的两端分别设置有矩形槽,所述矩形槽内腔固定连接有超声波焊接头,所述超声波焊接头设置有4组。
4、进一步的,所述挤压组件包括升降气动杆,所述l型立柱底面固定连接有升降气动杆,所述升降气动杆输出端固定连接有第一升降杆,所述第一升降杆底面的两端分别固定连接有第一下压块,所述第一升降杆顶面的两端分别固定连接有第一齿条,所述第一齿条一侧啮合连接有反向齿轮,所述焊接柱一侧转动连接有反向齿轮。
5、进一步的,所述挤压组件包括矩形伸缩杆,所述安装板顶面固定连接有矩形伸缩杆,所述矩形伸缩杆顶面固定连接有第二升降杆,所述第二升降杆顶面的两端分别固定连接有第二下压块,所述第二升降杆底面的两端分别固定连接有第二齿条,所述第二齿条与反向齿轮啮合连接。
6、进一步的,所述取件组件包括支撑柱,所述安装板顶面固定连接有支撑柱,所述支撑柱一侧固定连接有方形板,所述方形板一侧设置有八字槽,所述八字槽内腔滑动连接有t型圆柱,所述t型圆柱一侧固定连接有夹持杆,所述夹持杆一端固定连接有扩张杆,所述扩张杆一侧的两端分别固定连接有气动吸盘。
7、进一步的,所述取件组件还包括固定块,所述方形板一侧固定连接有固定块,所述固定块内部固定连接有移动气动杆,所述移动气动杆输出端固定连接有移动板,所述移动板一侧的两端分别设置有升降槽,所述升降槽内腔滑动连接有扩张杆。
8、进一步的,所述气动夹持组件包括第一u型架、第二u型架和第三u型架,所述l型立柱一侧依次固定连接有第一u型架、第二u型架和第三u型架,所述第一u型架顶部的两端分别固定连接有第一夹持气动杆,所述第二u型架两端分别固定连接有圆柱体,所述第三u型架底面的两端分别固定连接有第二夹持气动杆。
9、本实用新型提供了手提袋拉环焊接定位夹具。与现有技术相比,具备以下有益效果:
10、1、通过气动夹持组件中的第一夹持气动杆、第二夹持气动杆和圆柱体的相互配合,实现了对两个拉环的两端进行同时夹持,夹持后的拉环,剩下的一部分将留在超声波焊接头的上部,方便后期的焊接。
11、2、通过移动气动杆和气动吸盘将外界未被加工的无妨袋的两端进行夹持固定,夹持固定后,然后通过气动吸盘和八字槽的相互配合,使得袋子在移动的过程中,将袋子进行撑开,而撑开后的袋子套在袋子模具上,方便后期的焊接,待焊接完成后,在通过取件组件将该焊接后的无妨袋进行取下,取下方便下次上料。
12、3、通过挤压组件中的升降气动杆带动第一下压块向下移动,当随着第一下压块的向下移动将带动第一齿条向下移动,然后第一齿条将反向齿轮的作用下带动第二齿条向上移动,当第二齿条向上移动将开始带动第二下压块向上移动,当随着第一下压块的下降和第二下压块的上升,即可进行挤压袋子和拉环,然后再超声波焊接头的作用下,将拉环和袋子焊接在一起。
技术特征:
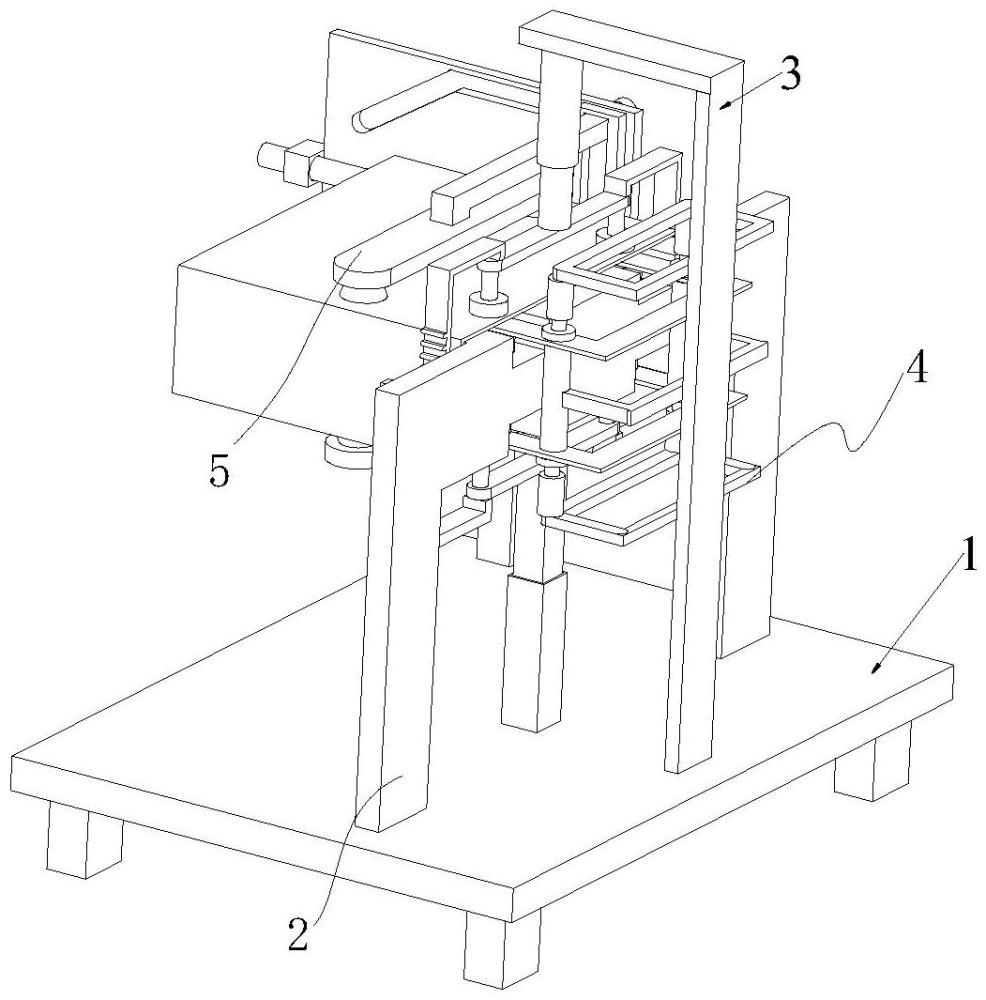
1.手提袋拉环焊接定位夹具,其特征在于:包括安装板(1);所述安装板(1)顶面安装有焊接组件(2),所述安装板(1)顶面且位于焊接组件(2)一侧固定连接有l型立柱(3),所述l型立柱(3)一侧安装有气动夹持组件(4),所述l型立柱(3)底面安装有挤压组件(5),所述安装板(1)顶面且位于焊接组件(2)一侧安装有取件组件(6);
2.根据权利要求1所述的手提袋拉环焊接定位夹具,其特征在于:所述挤压组件(5)包括升降气动杆(51),所述l型立柱(3)底面固定连接有升降气动杆(51),所述升降气动杆(51)输出端固定连接有第一升降杆(52),所述第一升降杆(52)底面的两端分别固定连接有第一下压块(53),所述第一升降杆(52)顶面的两端分别固定连接有第一齿条(54),所述第一齿条(54)一侧啮合连接有反向齿轮(55),所述焊接柱(21)一侧转动连接有反向齿轮(55)。
3.根据权利要求2所述的手提袋拉环焊接定位夹具,其特征在于:所述挤压组件(5)包括矩形伸缩杆(56),所述安装板(1)顶面固定连接有矩形伸缩杆(56),所述矩形伸缩杆(56)顶面固定连接有第二升降杆(57),所述第二升降杆(57)顶面的两端分别固定连接有第二下压块(58),所述第二升降杆(57)底面的两端分别固定连接有第二齿条(59),所述第二齿条(59)与反向齿轮(55)啮合连接。
4.根据权利要求3所述的手提袋拉环焊接定位夹具,其特征在于:所述取件组件(6)包括支撑柱(61),所述安装板(1)顶面固定连接有支撑柱(61),所述支撑柱(61)一侧固定连接有方形板(62),所述方形板(62)一侧设置有八字槽(63),所述八字槽(63)内腔滑动连接有t型圆柱(64),所述t型圆柱(64)一侧固定连接有夹持杆(65),所述夹持杆(65)一端固定连接有扩张杆(66),所述扩张杆(66)一侧的两端分别固定连接有气动吸盘(67)。
5.根据权利要求4所述的手提袋拉环焊接定位夹具,其特征在于:所述取件组件(6)还包括固定块(68),所述方形板(62)一侧固定连接有固定块(68),所述固定块(68)内部固定连接有移动气动杆(69),所述移动气动杆(69)输出端固定连接有移动板(610),所述移动板(610)一侧的两端分别设置有升降槽(611),所述升降槽(611)内腔滑动连接有扩张杆(66)。
6.根据权利要求5所述的手提袋拉环焊接定位夹具,其特征在于:所述气动夹持组件(4)包括第一u型架(41)、第二u型架(42)和第三u型架(43),所述l型立柱(3)一侧依次固定连接有第一u型架(41)、第二u型架(42)和第三u型架(43),所述第一u型架(41)顶部的两端分别固定连接有第一夹持气动杆(44),所述第二u型架(42)两端分别固定连接有圆柱体(45),所述第三u型架(43)底面的两端分别固定连接有第二夹持气动杆(46)。
技术总结
本技术提供手提袋拉环焊接定位夹具,包括安装板;所述安装板顶面安装有焊接组件,所述安装板顶面且位于焊接组件一侧固定连接有L型立柱,所述L型立柱一侧安装有气动夹持组件,所述L型立柱底面安装有挤压组件,所述安装板顶面且位于焊接组件一侧安装有取件组件;所述焊接组件包括焊接柱,所述安装板顶面的两端分别固定连接有焊接柱,两个所述焊接柱之间区域固定连接有袋子模具,所述袋子模具一侧的两端分别设置有矩形槽,所述矩形槽内腔固定连接有超声波焊接头,所述超声波焊接头设置有4组。本技术通过焊接组件、气动夹持组件、挤压组件和取件组件的相互配合,实现了对无纺袋的自动上料、焊接和下料。
技术研发人员:赵牛虎
受保护的技术使用者:桐城市金兴塑业有限公司
技术研发日:20230704
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!