铆压热熔机的制作方法
本技术涉及自动化设备,具体涉及一种铆压热熔机。
背景技术:
1、现有一种头戴式耳机的耳罩外壳需要进行组装,参阅图6,该耳罩外壳包含了外框、装饰罩和镀铬端盖,由于装饰罩采用金属材质,与塑料外框的连接方式采用钣金弯折,镀铬端盖与外壳的连接方式是穿套热熔粘接,因此涉及到两种装配加工工序。为了提高装配效率,我们需要特别设计一种自动化设备,帮助三个零件装配后自动实施钣金弯折和热熔粘接。
技术实现思路
1、本实用新型目的是:为了帮助三个零件装配后自动实施钣金弯折和热熔粘接,自动完成三个零件一次性成型装配,提高装配效率的技术需要,我们特别设计一种铆压热熔机。
2、为解决上述问题采取的技术方案是:
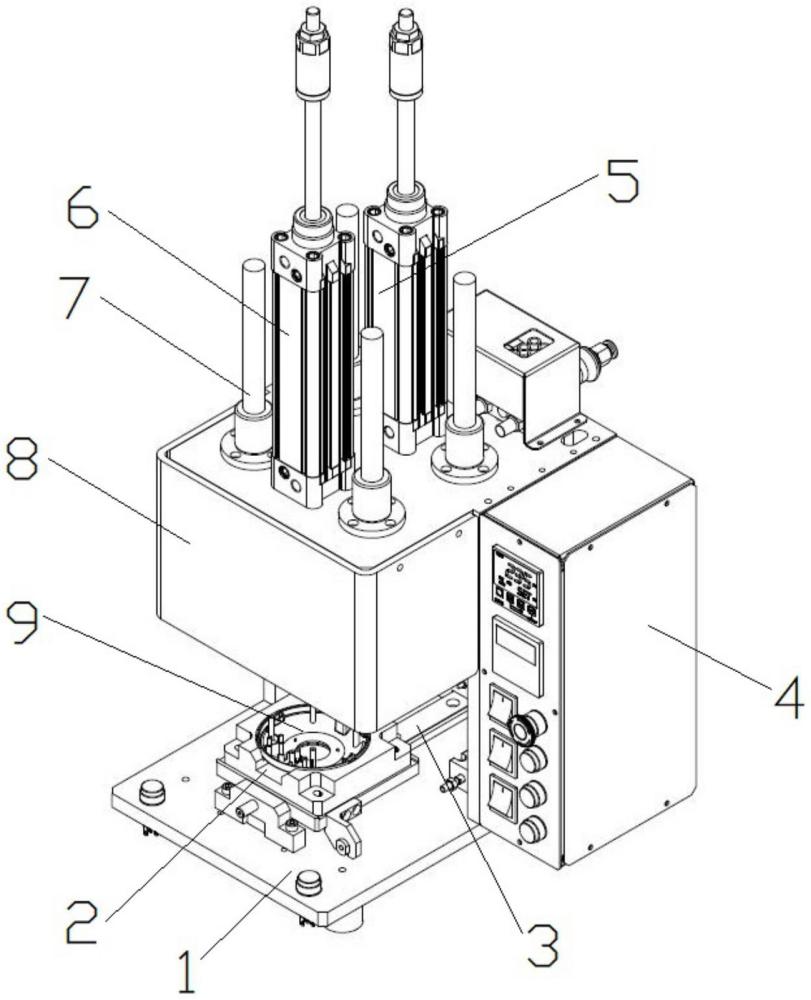
3、一种铆压热熔机,包括进给底座、定位载具、自动按压组件,以及自动弯折组件和自动热熔组件,
4、所述进给底座上端面设置有进给滑轨,所述进给滑轨与定位载具下方设置的滑槽配合实现直线滑移,并由一侧的伸缩气缸带动定位载具在两个工位之间切换挪移,
5、所述自动按压组件设置在进给底座正上方,并前后设置有自动弯折组件和自动热熔组件,且自动弯折组件正对定位载具的初始工位,自动热熔组件正对定位载具的终止工位,
6、所述自动按压组件包括支撑架上的两只按压气缸,并分别带动自动弯折组件和自动热熔组件实施升降按压动作,
7、所述自动弯折组件包括弯折定位板、弯折定位座、第一支撑导杆,以及若干组上铰接座、第一摆杆、第二摆杆和固连在弯折定位座上的下铰接座,所述弯折定位板与按压气缸的顶推杆连接,弯折定位板下端连接第一支撑导杆,所述第一支撑导杆与弯折定位座穿套配合,所述上铰接座固连在弯折定位板下端面,并与第一摆杆铰接,所述第一摆杆与第二摆杆铰接,所述第二摆杆下端设置有按压槽,所述按压槽正对装饰罩的卡接钣金边实施弯折连接动作,所述第二摆杆下端与下铰接座连接,
8、所述自动热熔组件包括热熔定位板、热熔定位座、第二支撑导杆、导热块、若干个电加热器以及固连在导热块下方的导热杆,所述热熔定位板固连在按压气缸的顶推杆上,第二支撑导杆与热熔定位板固连,热熔定位座与第二支撑导杆穿套配合,所述导热块通过隔热框架定位在热熔定位座上,导热块中心穿入有电加热器,将热量传导给导热杆,由导热杆对正下方带热熔的镀铬端盖的塑料定位柱实施热熔粘接。
9、进一步地,所述第一支撑导杆上穿套有加力弹簧,用于辅助按压弯折定位座对卡接钣金边施加助力。
10、进一步地,所述第二支撑导杆上穿套有复位弹簧,用于复位热熔定位板和热熔定位座。
11、进一步地,所述导热块中心穿套配合有温度传感器,用于配合控制器监测并保持热熔温度。
12、进一步地,所述定位载具一侧设置有限位块,所述限位块正对外框外周设置的矩形槽配合有相同形状大小的凸块,以此限定圆环结构的外框定位精准。
13、本实用新型的有益效果是:
14、该铆压热熔机利用自动弯折组件和自动热熔组件,给三个预装配的零件实施自动钣金弯折和热熔铆接,一次性成型装配,利用第二摆杆的摆动将卡接钣金边逐渐压弯折,通过伸缩气缸换位后,导热杆正对所有塑料定位柱实施按压热熔铆合,提高装配效率。
技术特征:
1.一种铆压热熔机,包括进给底座、定位载具、自动按压组件,以及自动弯折组件和自动热熔组件,其特征在于:
2.根据权利要求1所述的铆压热熔机,其特征在于:所述进给底座上端面设置有进给滑轨,所述进给滑轨与定位载具下方设置的滑槽配合实现直线滑移,并由一侧的伸缩气缸带动定位载具在两个工位之间切换挪移。
3.根据权利要求1所述的铆压热熔机,其特征在于:所述自动按压组件设置在进给底座正上方,并前后设置有自动弯折组件和自动热熔组件,且自动弯折组件正对定位载具的初始工位,自动热熔组件正对定位载具的终止工位。
4.根据权利要求1所述的铆压热熔机,其特征在于:所述第一支撑导杆上穿套有加力弹簧。
5.根据权利要求1所述的铆压热熔机,其特征在于:所述第二支撑导杆上穿套有复位弹簧。
6.根据权利要求1所述的铆压热熔机,其特征在于:所述导热块中心穿套配合有温度传感器。
7.根据权利要求1所述的铆压热熔机,其特征在于:所述定位载具一侧设置有限位块,所述限位块正对外框外周设置的矩形槽配合有相同形状大小的凸块。
技术总结
本技术公开了一种铆压热熔机,包括进给底座、定位载具、自动按压组件,以及自动弯折组件和自动热熔组件,自动弯折组件包括弯折定位板、弯折定位座、第一支撑导杆,以及若干组上铰接座、第一摆杆、第二摆杆和固连在弯折定位座上的下铰接座,自动热熔组件包括热熔定位板、热熔定位座、第二支撑导杆、导热块、若干个电加热器以及固连在导热块下方的导热杆,该铆压热熔机利用自动弯折组件和自动热熔组件,给三个预装配的零件实施自动钣金弯折和热熔铆接,一次性成型装配,利用第二摆杆的摆动将卡接钣金边逐渐压弯折,通过伸缩气缸换位后,导热杆正对所有塑料定位柱实施按压热熔铆合,提高装配效率。
技术研发人员:王成才
受保护的技术使用者:苏州盛芯精密科技有限公司
技术研发日:20230726
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!