一种热熔铆接装置的制作方法
本技术涉及热熔铆接,具体涉及一种热熔铆接装置。
背景技术:
1、本工装的主要适用范围为产品装配过程中需要将塑胶与其他零部件热熔铆接到一起的工艺场景,市场上的热熔铆接机大部分自由度仅有一个,热熔头只能向一个方向运动,对于复杂的零部件应用局限性大,并且热熔铆接过后需要等待工件冷却,在此过程中浪费了大量时间,使得工作效率较低。
技术实现思路
1、针对现有技术所存在的上述缺点,本实用新型提供了一种热熔铆接装置,能够有效解决现有技术热熔头移动方向单一和工件冷却时间长的问题。
2、为实现以上目的,本实用新型通过以下技术方案予以实现:
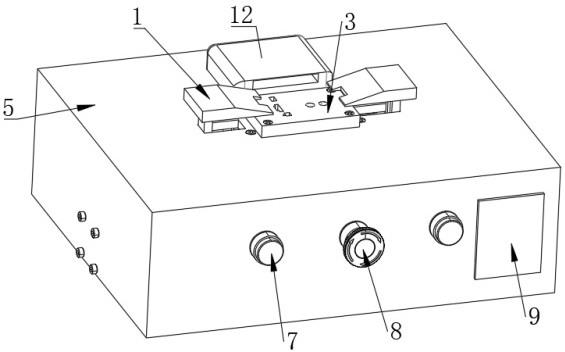
3、本实用新型提供一种热熔铆接装置,包括热熔头、底座和产品固定块,还包括移动控制组件,所述移动控制组件包括安装在所述产品固定块的下方的第二气缸,所述第二气缸用来控制所述产品固定块的上下方向的移动,在所述热熔头下方安装了活动推杆,所述活动推杆的侧面设置了第一气缸,所述第一气缸用来控制热熔头的左右方向的移动;冷却组件,用于对工件表面吹气,所述冷却组件包括了设置在产品固定块侧面的吹气块,所述吹气块内部设有管道,所述管道的远离吹气块的一端连接有活塞管,两个所述活动推杆相远离时,活塞管中部气体进入吹气块中,两个所述活动推杆相靠近时,活塞管中部吸取外部空气。
4、进一步地,所述活塞管的两端分别插设有第一活塞杆和第二活塞杆,且第一活塞杆和第二活塞杆与两个活动推杆一一对连接,所述第一活塞杆和第二活塞杆放置在活塞管非中心位置,所述第一活塞杆和第二活塞杆在活塞管内部部分的末端分别和第一活塞盘和第二活塞盘相连,所述第一活塞杆穿过第二活塞盘,所述第二活塞杆穿过第一活塞盘。
5、进一步地,所述活塞管的中部侧壁安装有制冷片,对活塞管中的气体降温。
6、进一步地,所述活塞管的中部侧壁设置了第一单向阀,所述活塞管的顶端与管道的连接处设置了第二单向阀。
7、本实用新型提供的技术方案,与已知的现有技术相比,具有如下有益效果:
8、1、本方案设置了移动控制组件,当第一气缸伸缩杆伸缩时可以控制热熔头左右运动,当第二气缸伸缩杆伸缩时可以控制热熔头上下运动,使得热熔头能够有更多的移动方向,可以很好地适用于精密复杂的产品装配,产品熔接后铆合点美观、强度大、稳定性好。
9、2、本方案设置了冷却组件,当第一气缸中伸缩杆伸出时,活塞管进气,第一气缸伸缩杆收缩时,活塞管向外排气通过吹气孔向工件吹气,并且在活塞管侧壁的制冷片将管内气体降温,达到加快冷却的效果。
技术特征:
1.一种热熔铆接装置,包括热熔头(1)、底座(5)和产品固定块(3),其特征在于,还包括:
2.根据权利要求1所述的一种热熔铆接装置,其特征在于,所述活塞管(11)的两端分别插设有第一活塞杆(15)和第二活塞杆(16),且第一活塞杆(15)和第二活塞杆(16)与两个活动推杆(2)一一对连接,所述第一活塞杆(15)和第二活塞杆(16)放置在活塞管(11)非中心位置,所述第一活塞杆(15)和第二活塞杆(16)在活塞管(11)内部部分的末端分别和第一活塞盘(17)和第二活塞盘(18)相连,所述第一活塞杆(15)穿过第二活塞盘(18),所述第二活塞杆(16)穿过第一活塞盘(17)。
3.根据权利要求1所述的一种热熔铆接装置,其特征在于,所述活塞管(11)的中部侧壁安装有制冷片(10),对活塞管(11)中的气体降温。
4.根据权利要求1所述的一种热熔铆接装置,其特征在于,所述活塞管(11)的中部侧壁设置了第一单向阀(19),所述活塞管(11)的顶端与管道(13)的连接处设置了第二单向阀(20)。
技术总结
本技术涉及热熔铆接技术领域,具体涉及一种热熔铆接装置,包括热熔头、底座和产品固定块,还包括:移动控制组件,移动控制组件包括安装在产品固定块的下方的第二气缸,在热熔头下方安装活动推杆,活动推杆的侧面设置第一气缸;冷却组件包括在产品固定块侧面的吹气块,吹气块内部有管道,管道的远离吹气块的一端连接活塞管。第一气缸伸缩杆的伸缩用来控制热熔头左右运动,第二气缸伸缩杆的伸缩用来控制热熔头上下运动,使得热熔头能够有更多的移动方向,可以很好地适用于精密复杂的产品装配,且当第一气缸中伸缩杆伸出时,活塞管进气,伸缩杆收缩时,活塞管通过吹气孔向工件吹气,并且在活塞管侧壁的制冷片将管内气体降温,达到加快冷却的效果。
技术研发人员:马世涛,李高举
受保护的技术使用者:深圳市南华微创科技有限公司
技术研发日:20230727
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!