蜂窝板热粘合生产线的制作方法
本技术涉及一种蜂窝板热粘合生产线。
背景技术:
1、目前,钙塑蜂窝板具有强度高、质量轻、防水、耐压、抗冲击、抗折弯等优异的物理性能,因而在本领域中被越来越广泛的使用。钙塑蜂窝板由上层片材、中层片材和下层片材通过热粘合制成,所述中层片材需要被加工成蜂窝板芯,公开号为cn212499349u的中国专利中公开了一种钙塑蜂窝板连续加工成型设备,其能够将上、中、下三层片材热压复合成蜂窝板。但是,该钙塑蜂窝板连续加工成型设备中仅能够对中层片材进行加热,而无法对上层片材和下层片材进行加热,导致上层片材和下层片材的温度较低,不利于上层片材、中层片材和下层片材之间的热粘合,进而导致片材之间热粘合不牢固,存在脱落裂开的风险。
技术实现思路
1、本实用新型所要解决的技术问题是克服现有技术的缺陷,提供一种蜂窝板热粘合生产线,它能够对上层片材、中层片材和下层片材进行加热,能够提高上层片材、中层片材和下层片材之间热粘合的牢固程度,防止片材之间脱落裂开。
2、为了解决上述技术问题,本实用新型的技术方案是:一种蜂窝板热粘合生产线,它用于将上层片材、中层片材和下层片材压合成蜂窝板,它包括上加热辊组、下加热辊组、中间加热辊组和蜂窝成型辊;其中,
3、所述上加热辊组中具有上压合加热辊;
4、所述下加热辊组中具有下压合加热辊;
5、所述上压合加热辊和所述下压合加热辊之间具有用于将所述上层片材、中层片材和下层片材压合形成蜂窝板的压合通道;
6、所述上层片材缠绕连接在所述上加热辊组上并从所述压合通道中穿过;
7、所述下层片材缠绕连接在所述下加热辊组上并从所述压合通道中穿过;
8、所述中层片材依次缠绕连接在所述中间加热辊组和所述蜂窝成型辊上后延伸至所述压合通道中的上层片材和下层片材之间,所述蜂窝成型辊用于将所述中层片材制成蜂窝板芯。
9、进一步提供一种所述上加热辊组、所述下加热辊组和所述中间加热辊组的具体结构,所述上加热辊组中还包括第一加热辊和第二加热辊;
10、所述上层片材依次缠绕连接在所述第一加热辊、所述第二加热辊和所述上压合加热辊上然后从所述压合通道中穿过;
11、所述下加热辊组中还包括第三加热辊和第四加热辊;
12、所述下层片材依次缠绕连接在所述第三加热辊、所述第四加热辊和所述下压合加热辊上然后从所述压合通道中穿过;
13、所述中间加热辊组中包括第五加热辊和第六加热辊;
14、所述中层片材依次缠绕连接在所述第五加热辊、所述第六加热辊和所述蜂窝成型辊上后延伸至所述压合通道中的上层片材和下层片材之间。
15、进一步,所述蜂窝板热粘合生产线还包括机架,所述上压合加热辊、所述下压合加热辊、所述第一加热辊、所述第二加热辊、所述第三加热辊、所述第四加热辊、所述第五加热辊、所述第六加热辊和所述蜂窝成型辊分别旋转连接在所述机架上。
16、进一步,所述蜂窝板热粘合生产线还包括上放卷辊、上过渡辊、下放卷辊、下过渡辊、中放卷辊和中过渡辊;
17、所述上层片材卷绕在所述上放卷辊上,所述上层片材从所述上放卷辊上释放后绕接在所述上过渡辊上然后依次缠绕连接在所述第一加热辊、所述第二加热辊和所述上压合加热辊上;
18、所述下层片材卷绕在所述下放卷辊上,所述下层片材从所述下放卷辊上释放后绕接在所述下过渡辊上然后依次缠绕连接在所述第三加热辊、所述第四加热辊和所述下压合加热辊上;
19、所述中层片材卷绕在所述中放卷辊上,所述中层片材从所述中放卷辊上释放后绕接在所述中过渡辊上然后依次缠绕连接在所述第五加热辊、所述第六加热辊和所述蜂窝成型辊上。
20、进一步为了减小占地面积,所述上过渡辊、所述第一加热辊、所述第二加热辊、所述上压合加热辊、所述下压合加热辊、所述第四加热辊、所述第三加热辊和所述下过渡辊从上往下依次排列。
21、进一步,所述上压合加热辊的加热温度高于所述第二加热辊的加热温度;
22、所述第二加热辊的加热温度高于所述第一加热辊的加热温度;
23、所述下压合加热辊的加热温度高于所述第四加热辊的加热温度;
24、所述第四加热辊的加热温度高于所述第三加热辊的加热温度;
25、所述第六加热辊的加热温度高于所述第五加热辊的加热温度;
26、所述上压合加热辊、所述下压合加热辊和所述第六加热辊的加热温度相同。
27、进一步,所述第一加热辊的加热温度为140℃,所述第二加热辊的加热温度为150℃,所述上压合加热辊的加热温度为180℃。
28、进一步,所述第三加热辊的加热温度为140℃,所述第四加热辊的加热温度为150℃,所述下压合加热辊的加热温度为180℃。
29、进一步,所述第五加热辊的加热温度为150℃,所述第六加热辊的加热温度为180℃。
30、进一步,所述蜂窝成型辊中适于通入导热油以便对所述中层片材进行加热,所述蜂窝成型辊的加热温度为130℃。
31、采用了上述技术方案后,所述上加热辊组能够将所述上层片材加热,所述下加热辊组能够将所述下层片材加热,所述中间加热辊组能够将所述中层片材加热,所述蜂窝成型辊能够通过吸塑的方式将被加热后的中层片材吸塑制成蜂窝板芯,然后被制成蜂窝板芯的中层片材延伸至所述压合通道中的上层片材和下层片材之间,在所述压合通道中通过所述上压合加热辊和所述下压合加热辊将所述上层片材、中层片材和下层片材热压粘合并制备得到蜂窝板。其中,所述上层片材、所述中层片材和所述下层片材都被加热到了合适的温度,进而有利于片材之间的热粘合,进而能够提高上层片材、中层片材和下层片材之间热粘合的牢固程度,防止片材之间脱落裂开。
技术特征:
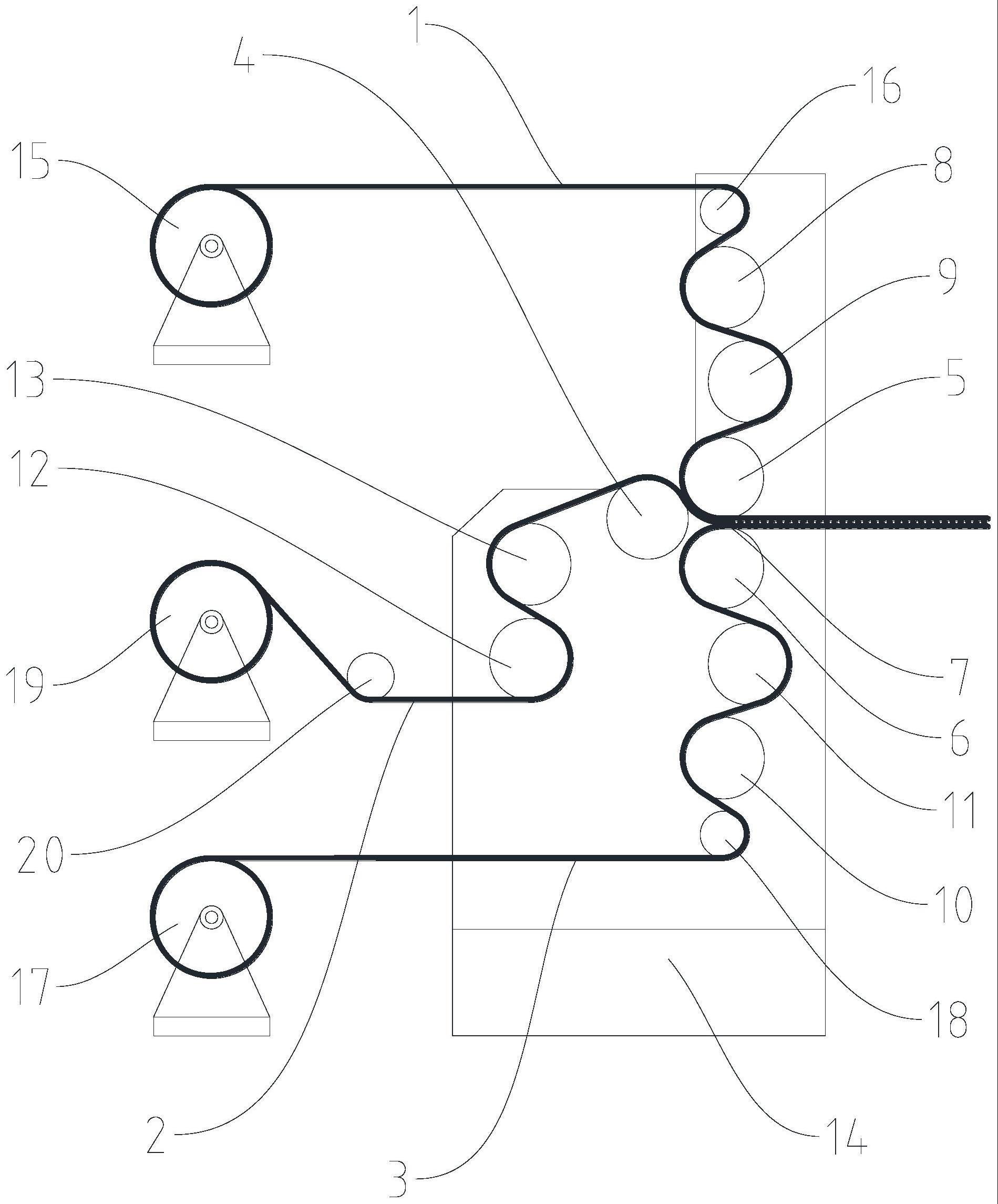
1.一种蜂窝板热粘合生产线,其特征在于,它用于将上层片材(1)、中层片材(2)和下层片材(3)压合成蜂窝板,它包括上加热辊组、下加热辊组、中间加热辊组和蜂窝成型辊(4);其中,
2.根据权利要求1所述的蜂窝板热粘合生产线,其特征在于,
3.根据权利要求2所述的蜂窝板热粘合生产线,其特征在于,还包括机架(14),所述上压合加热辊(5)、所述下压合加热辊(6)、所述第一加热辊(8)、所述第二加热辊(9)、所述第三加热辊(10)、所述第四加热辊(11)、所述第五加热辊(12)、所述第六加热辊(13)和所述蜂窝成型辊(4)分别旋转连接在所述机架(14)上。
4.根据权利要求2所述的蜂窝板热粘合生产线,其特征在于,还包括上放卷辊(15)、上过渡辊(16)、下放卷辊(17)、下过渡辊(18)、中放卷辊(19)和中过渡辊(20);
5.根据权利要求4所述的蜂窝板热粘合生产线,其特征在于,所述上过渡辊(16)、所述第一加热辊(8)、所述第二加热辊(9)、所述上压合加热辊(5)、所述下压合加热辊(6)、所述第四加热辊(11)、所述第三加热辊(10)和所述下过渡辊(18)从上往下依次排列。
6.根据权利要求2所述的蜂窝板热粘合生产线,其特征在于,
7.根据权利要求6所述的蜂窝板热粘合生产线,其特征在于,所述第一加热辊(8)的加热温度为140℃,所述第二加热辊(9)的加热温度为150℃,所述上压合加热辊(5)的加热温度为180℃。
8.根据权利要求6所述的蜂窝板热粘合生产线,其特征在于,所述第三加热辊(10)的加热温度为140℃,所述第四加热辊(11)的加热温度为150℃,所述下压合加热辊(6)的加热温度为180℃。
9.根据权利要求6所述的蜂窝板热粘合生产线,其特征在于,所述第五加热辊(12)的加热温度为150℃,所述第六加热辊(13)的加热温度为180℃。
10.根据权利要求9所述的蜂窝板热粘合生产线,其特征在于,所述蜂窝成型辊(4)中适于通入导热油以便对所述中层片材(2)进行加热,所述蜂窝成型辊(4)的加热温度为130℃。
技术总结
本技术公开了一种蜂窝板热粘合生产线,它用于将上层片材、中层片材和下层片材压合成蜂窝板,它包括上加热辊组、下加热辊组、中间加热辊组和蜂窝成型辊;其中,所述上加热辊组中具有上压合加热辊,所述下加热辊组中具有下压合加热辊,所述上压合加热辊和所述下压合加热辊之间具有压合通道;所述上层片材缠绕连接在所述上加热辊组上并从所述压合通道中穿过,所述下层片材缠绕连接在所述下加热辊组上并从所述压合通道中穿过,所述中层片材依次缠绕连接在所述中间加热辊组和所述蜂窝成型辊上。本技术能够对上层片材、中层片材和下层片材进行加热,能够提高上层片材、中层片材和下层片材之间热粘合的牢固程度,防止片材之间脱落裂开。
技术研发人员:是荣泽
受保护的技术使用者:常州盛威乐机械有限公司
技术研发日:20230726
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!