一种塑料管件加工用热焊机的制作方法
本技术涉及塑料管件加工,尤其涉及一种塑料管件加工用热焊机。
背景技术:
1、塑料管件在加工过程中,需要通过热熔的方式将不同的管件焊接在一起,通过控制器对电热圈进行控制,使管件加热后焊接,然而,现有的焊接设备存在不便调节,灵活性较差,导致焊接效率较低的情况,使用不便。
2、现有技术cn214983313u公开了加工塑料管件的热焊机,其便于调节,提高灵活性,同时提升焊接效率;包括底座、控制器、两组升降气缸、两组升降块、两组夹紧气缸、两组电热圈、两组螺套、两组丝杠和两组胶垫,底座底端设有四组支腿,控制器底端和底座顶端固定连接,底座顶端设有两组支架,两组升降气缸分别固定安装在两组支架顶端,升降气缸的输出端穿过支架并与升降块固定连接,夹紧气缸固定安装在升降块上,电热圈通过螺套可拆卸安装在夹紧气缸的输出端,底座顶端设有两组长条滑槽和圆形槽,两组丝杠分别穿过两组滑槽,丝杠的一端设有手轮,丝杠的另一端转动设有夹套,胶垫固定安装在夹套上,夹套设有两组导向轴,更利于加工使用。
3、但上述热焊机在使用时,首先将待焊接的一组管件底端在托架上,然后转动两组手轮,带动两组丝杠转动,并带动两组夹套相向移动,使两组夹套将管件夹紧,该过程为人工操作,极大的增加了劳动强度,不利于使用。
技术实现思路
1、本实用新型的目的在于提供一种塑料管件加工用热焊机,在进行塑料管件焊接时,可实现自动固定定位后焊接,减少人工操作劳动强度,更方便使用。
2、为实现上述目的,本实用新型提供了一种塑料管件加工用热焊机,包括机台,还包括辅助组件;
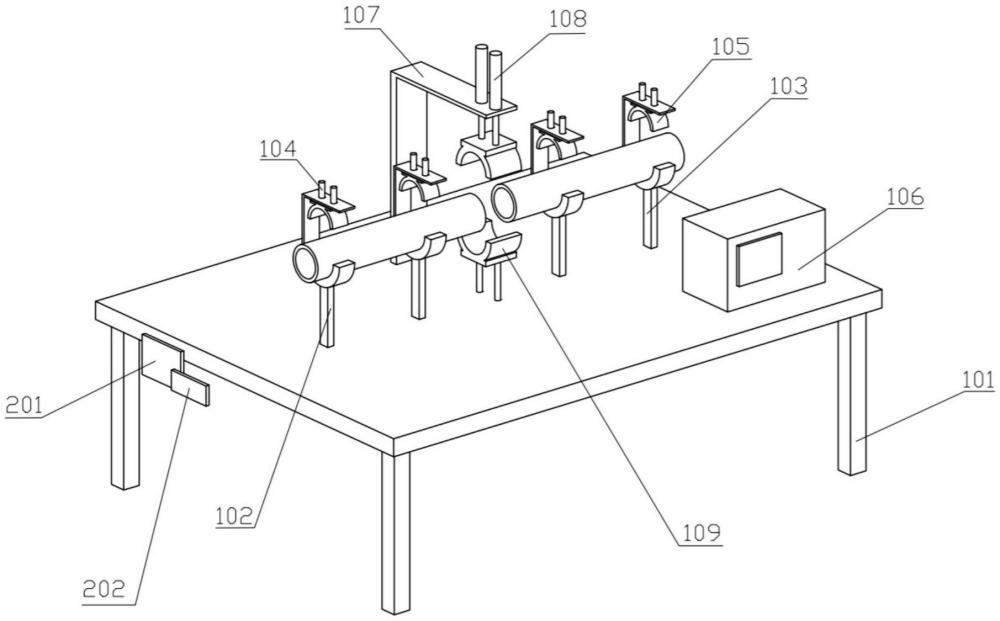
3、所述辅助组件包括第一定位架、第二定位架、定位气缸、夹紧块和热合构件,所述第一定位架与所述机台固定连接,并位于所述机台上,所述第二定位架与所述机台固定连接,并位于所述机台上,所述定位气缸与所述第一定位架固定连接,并与所述第二定位架固定连接,且分别位于所述第一定位架和所述第二定位架上,所述夹紧块与所述定位气缸输出端连接,并位于所述定位气缸一侧,所述热合构件设置在所述机台上。
4、其中,所述辅助组件还包括控制器,所述控制器与所述机台固定连接,并与所述定位气缸电连接,且位于所述机台上。
5、其中,所述热合构件包括安装架和配合部件,所述安装架与所述机台固定连接,并位于所述机台远离所述控制器一侧;所述配合部件设置在所述安装架一侧。
6、其中,所述配合部件包括动作气缸和加热环,所述动作气缸与所述机台固定连接,所述动作气缸与所述安装架固定连接,并与所述控制器电连接,且分别位于所述安装架和所述机台一侧;所述加热环与所述动作气缸输出端连接,并与所述控制器电连接,且位于所述动作气缸输出端一侧。
7、其中,所述辅助组件还包括第一安装板和第二安装板,所述第一安装板与所述机台固定连接,并位于所述机台一侧;所述第二安装板与所述第一安装板固定连接,并位于所述第一安装板上。
8、本实用新型的一种塑料管件加工用热焊机,第一定位架安装在机台上,第二定位架安装在机台上,定位气缸分别安装在第一定位架和第二定位架上,夹紧块安装在定位气缸输出端,热合构件设置在机台上,塑料管件焊接时,先将两组塑料管件分别放置在第一定位架和第二定位架上,并使得两组塑料管件焊接端口相互抵接配合,然后,控制定位气缸动作,将夹紧块推出,从而进行两组塑料管件的夹紧固定,并进行端口抵接配合保持,最后,热合构件动作,实现焊接,进而实现在进行塑料管件焊接时,可实现自动固定定位后焊接,减少人工操作劳动强度,更方便使用。
技术特征:
1.一种塑料管件加工用热焊机,包括机台,其特征在于,
2.如权利要求1所述的塑料管件加工用热焊机,其特征在于,
3.如权利要求2所述的塑料管件加工用热焊机,其特征在于,
4.如权利要求3所述的塑料管件加工用热焊机,其特征在于,
5.如权利要求1所述的塑料管件加工用热焊机,其特征在于,
技术总结
本技术涉及塑料管件加工技术领域,具体涉及一种塑料管件加工用热焊机;包括机台和辅助组件,辅助组件包括第一定位架、第二定位架、定位气缸、夹紧块和热合构件,塑料管件焊接时,先将两组塑料管件分别放置在第一定位架和第二定位架上,并使得两组塑料管件焊接端口相互抵接配合,然后,控制定位气缸动作,将夹紧块推出,从而进行两组塑料管件的夹紧固定,并进行端口抵接配合保持,最后,热合构件动作,实现焊接,进而实现在进行塑料管件焊接时,可实现自动固定定位后焊接,减少人工操作劳动强度,更方便使用。
技术研发人员:石金民
受保护的技术使用者:重庆银竹塑料制品有限公司
技术研发日:20230801
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!