塑料热成型机上闸装置的制作方法
本技术涉及塑料热成型机,具体为塑料热成型机上闸装置。
背景技术:
1、塑料片材可用于制作包括一次性塑料杯、一次性塑料杯杯盖、一次性塑料饭盒等一次性塑料制品,其具体的制作工艺是先由成型机对塑料片材进行成型,此时塑料片材上就形成一个个制品的轮廓,之后进入到裁边机,由裁边机对制品的废边(即塑料片材上除制品外的其他部分)进行切除,由此制作出一个个塑料成品,在塑料热成型机使用过程中需要用到一种上闸装置。
2、首先,现有的上闸装置在使用时往往不能对连接块在导轨表面运动时的摩擦力进行减小,这就使得上闸装置在工作时不能更加省力,操作起来不能更加顺畅,容易出现停顿的现象;其次,上闸本体在升降过程中需要进行导向,现有的上闸装置在使用时往往不能对上闸本体进行导向,这就容易导致上闸装置使用过程中上闸本体在升降时容易出现偏斜的现象,同时,不能够保证上闸装置操作时的精确性;再次,现有的上闸装置在使用时需要定期对上闸本体进行更换,现有的上闸装置在对上闸本体进行拆装更换时较为繁琐,从而降低了上闸装置使用时的便利程度,操作起来不够方便快捷。
技术实现思路
1、本实用新型的目的在于提供塑料热成型机上闸装置,以解决上述背景技术中提出上闸装置使用时不能对连接块在导轨表面运动时的摩擦力进行减小,不能对上闸本体进行导向,以及在对上闸本体进行拆装更换时较为繁琐的问题。
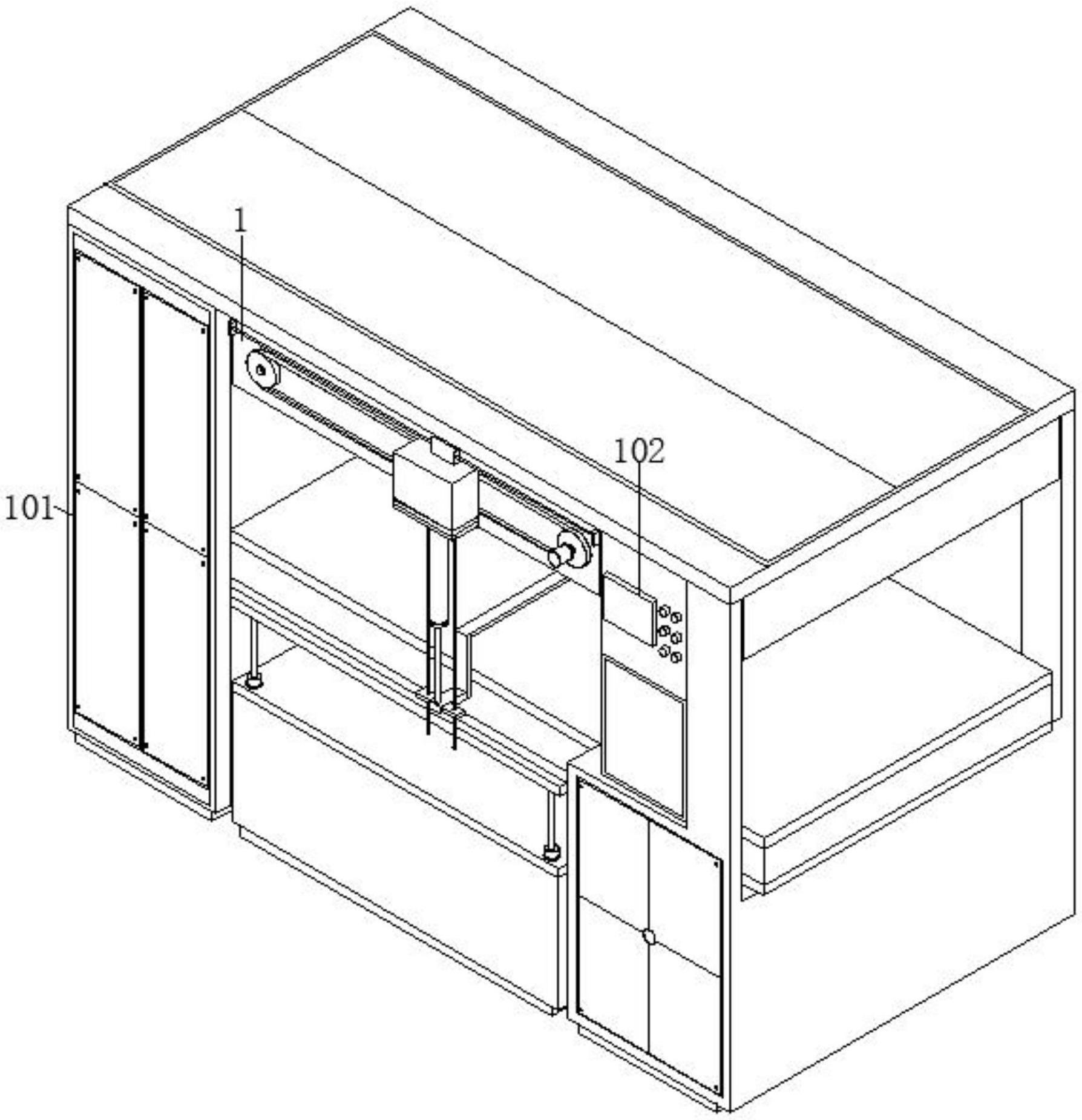
2、为实现上述目的,本实用新型提供如下技术方案:塑料热成型机上闸装置,包括支撑架体,所述支撑架体的一侧设置有机架,所述机架的表面安装有控制按钮,所述支撑架体的表面设置有链条本体,所述链条本体与支撑架体的表面相互转动配合,所述支撑架体的表面安装有驱动电机,所述链条本体的表面设置有移动架,所述移动架的表面与支撑架体的表面相互滑动配合,所述支撑架体的表面安装有导轨,所述移动架顶部位置处的表面安装有连接块,所述连接块与导轨的表面相互滑动配合,所述连接块底部位置处的表面安装有左右气缸本体,所述左右气缸本体的输入端与控制按钮的输出端电性连接,所述左右气缸本体的输出端设置有上闸本体,所述连接块的内壁设置有减小摩擦机构,所述减小摩擦机构由紧固螺柱、转动滚珠与减小摩擦组构成,所述左右气缸本体与上闸本体的表面设置有便于拆装机构,所述便于拆装机构由拆装架、紧固螺钉、定位卡槽与定位卡块构成,所述支撑架体与上闸本体的表面皆设置有导向防偏机构,所述导向防偏机构由安装块、紧固螺栓、导向块与导向柱构成。
3、优选的,所述驱动电机的输入端与控制按钮的输出端电性连接,所述驱动电机的输出端通过联轴器安装有转轴,且转轴的表面与链条本体的表面相固定,所述机架的内部设置有操作台,所述操作台的下方设置有升降组件。
4、优选的,所述减小摩擦组设置在连接块的表面,所述减小摩擦组由安装环与弧型滚槽构成,所述连接块的内壁设置有安装环,所述安装环的表面螺纹连接有紧固螺柱,所述紧固螺柱的一端贯穿安装环并与连接块的表面螺纹紧固。
5、优选的,所述安装环的表面皆开设有等间距的弧型滚槽,所述弧型滚槽的表面设置有转动滚珠,所述转动滚珠的表面与弧型滚槽的表面相互转动配合,所述转动滚珠的表面与导轨的表面相接触。
6、优选的,所述上闸本体两侧的表面皆设置有导向块,所述导向块的表面皆螺纹连接有用于将导向块与上闸本体的表面固定住的紧固螺栓,所述紧固螺栓的一端贯穿导向块并与上闸本体的表面螺纹紧固。
7、优选的,所述支撑架体的表面皆安装有用于对上闸本体进行导向的导向柱,所述导向柱分别位于左右气缸本体的两侧,所述导向柱与上闸本体的内壁相互滑动配合。
8、优选的,所述上闸本体顶部位置处的表面皆安装有拆装架,所述拆装架的表面与左右气缸本体的表面相接触,所述拆装架的表面皆螺纹连接有紧固螺钉,所述紧固螺钉的一端贯穿拆装架并与左右气缸本体的表面螺纹紧固。
9、优选的,所述拆装架的表面安装有定位卡块,所述左右气缸本体的表面皆开设有定位卡槽,所述定位卡槽与定位卡块的表面相互卡接配合。
10、与现有技术相比,本实用新型的有益效果是:该塑料热成型机上闸装置不仅使得上闸装置在工作时更加省力,操作起来更加顺畅,不易出现停顿的现象,避免了上闸装置使用过程中上闸本体在升降时出现偏斜的现象,同时,能够保证上闸装置操作时的精确性,而且提高了上闸装置使用时的便利程度,当需要对上闸本体进行更换时,更加方便快捷;
11、1、通过设置有减小摩擦机构,在紧固螺柱的作用下将安装环安装在连接块的内壁,当连接块在运动时,此时,转动滚珠在弧型滚槽的表面转动,在转动滚珠与弧型滚槽的共同作用下使连接块在导轨表面运动时产生的摩擦力减小,在导轨的作用下对连接块进行导向,避免移动架运动时出现偏斜,实现了上闸装置对连接块在导轨表面运动时的摩擦力减小的功能,从而使得上闸装置在工作时更加省力,操作起来更加顺畅,不易出现停顿的现象;
12、2、通过设置有导向防偏机构,使用者拧紧安装块表面的紧固螺栓,在紧固螺栓的作用下将安装块安装在上闸本体的表面,从而将导向块固定在上闸本体的表面,当上闸本体在升降运动时,上闸本体在导向柱的表面滑动,在导向柱与导向块的共同作用下对上闸本体进行导向,避免上闸本体在升降过程中出现偏斜,实现了上闸装置对上闸本体导向的功能,从而避免了上闸装置使用过程中上闸本体在升降时出现偏斜的现象,同时,能够保证上闸装置操作时的精确性;
13、3、通过设置有便于拆装机构,使用者拧松拆装架表面的紧固螺钉,使用者再用力拉动拆装架,使得拆装架带动定位卡块远离定位卡槽的表面,此时,拆装架远离左右气缸本体的表面,使用者再拉动上闸本体,从而将上闸本体从左右气缸本体的表面取下,对上闸本体进行更换处理,实现了上闸装置便于拆装上闸本体的功能,从而提高了上闸装置使用时的便利程度,当需要对上闸本体进行更换时,更加方便快捷。
技术特征:
1.塑料热成型机上闸装置,包括支撑架体(1),其特征在于:所述支撑架体(1)的一侧设置有机架(101),所述机架(101)的表面安装有控制按钮(102),所述支撑架体(1)的表面设置有链条本体(111),所述链条本体(111)与支撑架体(1)的表面相互转动配合,所述支撑架体(1)的表面安装有驱动电机(105),所述链条本体(111)的表面设置有移动架(110),所述移动架(110)的表面与支撑架体(1)的表面相互滑动配合,所述支撑架体(1)的表面安装有导轨(104),所述移动架(110)顶部位置处的表面安装有连接块(103),所述连接块(103)与导轨(104)的表面相互滑动配合,所述连接块(103)底部位置处的表面安装有左右气缸本体(106),所述左右气缸本体(106)的输入端与控制按钮(102)的输出端电性连接,所述左右气缸本体(106)的输出端设置有上闸本体(107),所述连接块(103)的内壁设置有减小摩擦机构(2),所述减小摩擦机构(2)由紧固螺柱(201)、转动滚珠(202)与减小摩擦组(203)构成,所述左右气缸本体(106)与上闸本体(107)的表面设置有便于拆装机构(4),所述便于拆装机构(4)由拆装架(401)、紧固螺钉(402)、定位卡槽(403)与定位卡块(404)构成,所述支撑架体(1)与上闸本体(107)的表面皆设置有导向防偏机构(3),所述导向防偏机构(3)由安装块(301)、紧固螺栓(302)、导向块(303)与导向柱(304)构成。
2.根据权利要求1所述的塑料热成型机上闸装置,其特征在于:所述驱动电机(105)的输入端与控制按钮(102)的输出端电性连接,所述驱动电机(105)的输出端通过联轴器安装有转轴,且转轴的表面与链条本体(111)的表面相固定,所述机架(101)的内部设置有操作台(108),所述操作台(108)的下方设置有升降组件(109)。
3.根据权利要求1所述的塑料热成型机上闸装置,其特征在于:所述减小摩擦组(203)设置在连接块(103)的表面,所述减小摩擦组(203)由安装环(2031)与弧型滚槽(2032)构成,所述连接块(103)的内壁设置有安装环(2031),所述安装环(2031)的表面螺纹连接有紧固螺柱(201),所述紧固螺柱(201)的一端贯穿安装环(2031)并与连接块(103)的表面螺纹紧固。
4.根据权利要求3所述的塑料热成型机上闸装置,其特征在于:所述安装环(2031)的表面皆开设有等间距的弧型滚槽(2032),所述弧型滚槽(2032)的表面设置有转动滚珠(202),所述转动滚珠(202)的表面与弧型滚槽(2032)的表面相互转动配合,所述转动滚珠(202)的表面与导轨(104)的表面相接触。
5.根据权利要求1所述的塑料热成型机上闸装置,其特征在于:所述上闸本体(107)两侧的表面皆设置有导向块(303),所述导向块(303)的表面皆螺纹连接有用于将导向块(303)与上闸本体(107)的表面固定住的紧固螺栓(302),所述紧固螺栓(302)的一端贯穿导向块(303)并与上闸本体(107)的表面螺纹紧固。
6.根据权利要求1所述的塑料热成型机上闸装置,其特征在于:所述支撑架体(1)的表面皆安装有用于对上闸本体(107)进行导向的导向柱(304),所述导向柱(304)分别位于左右气缸本体(106)的两侧,所述导向柱(304)与上闸本体(107)的内壁相互滑动配合。
7.根据权利要求1所述的塑料热成型机上闸装置,其特征在于:所述上闸本体(107)顶部位置处的表面皆安装有拆装架(401),所述拆装架(401)的表面与左右气缸本体(106)的表面相接触,所述拆装架(401)的表面皆螺纹连接有紧固螺钉(402),所述紧固螺钉(402)的一端贯穿拆装架(401)并与左右气缸本体(106)的表面螺纹紧固。
8.根据权利要求7所述的塑料热成型机上闸装置,其特征在于:所述拆装架(401)的表面安装有定位卡块(404),所述左右气缸本体(106)的表面皆开设有定位卡槽(403),所述定位卡槽(403)与定位卡块(404)的表面相互卡接配合。
技术总结
本技术涉及塑料热成型机技术领域,具体为塑料热成型机上闸装置,包括支撑架体,所述连接块的内壁设置有减小摩擦机构,所述左右气缸本体与上闸本体的表面设置有便于拆装机构,所述支撑架体与上闸本体的表面皆设置有导向防偏机构。本技术不仅使得上闸装置在工作时更加省力,操作起来更加顺畅,不易出现停顿的现象,避免了上闸装置使用过程中上闸本体在升降时出现偏斜的现象,同时,能够保证上闸装置操作时的精确性,而且提高了上闸装置使用时的便利程度,当需要对上闸本体进行更换时,更加方便快捷。
技术研发人员:赖火灵
受保护的技术使用者:厦门福辰阳智能设备有限公司
技术研发日:20230816
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!