一种设置于前模上的开模顶出组件的制作方法
本技术涉及注塑模具成型脱模,具体涉及一种设置于前模上的开模顶出组件。
背景技术:
1、伴随着塑料工业的发展,我们日常生产、生活中所使用到的各种工具和产品,大到船舶、汽车,小到螺丝、纽扣,无不与塑料制品有着密切的关系。注塑模具则是生产上述各种塑胶工业产品的重要工艺装备,也是赋予塑胶制品完整结构和精确尺寸的工具。通过将受热融化的塑料经注塑机高压射入由动模和定模扣合构成的模腔内,经冷却固化后,得到成形品。如图1中示出的一种汽车成型产品,其上根据加工需求设置有两个特征位卡箍,该位置在成型后脱模,若采用传统脱模方式的话,就需要在前模上额外设置一套出模顶出系统,然而在前模上加设一套顶出系统,前模的膜厚不够,达不到加装要求,顶出系统受到模具制备条件的限制,毕竟整个模具的设置加工已经是限制死了的,故无法再额外添加专用的顶出系统,这样就会导致模具成本的增加,同时还使得操作复杂,降低了注塑成型的效率。
技术实现思路
1、本实用新型的目的是为了解决上述现有背景技术存在的不足,提供一种设置于前模上的开模顶出组件。
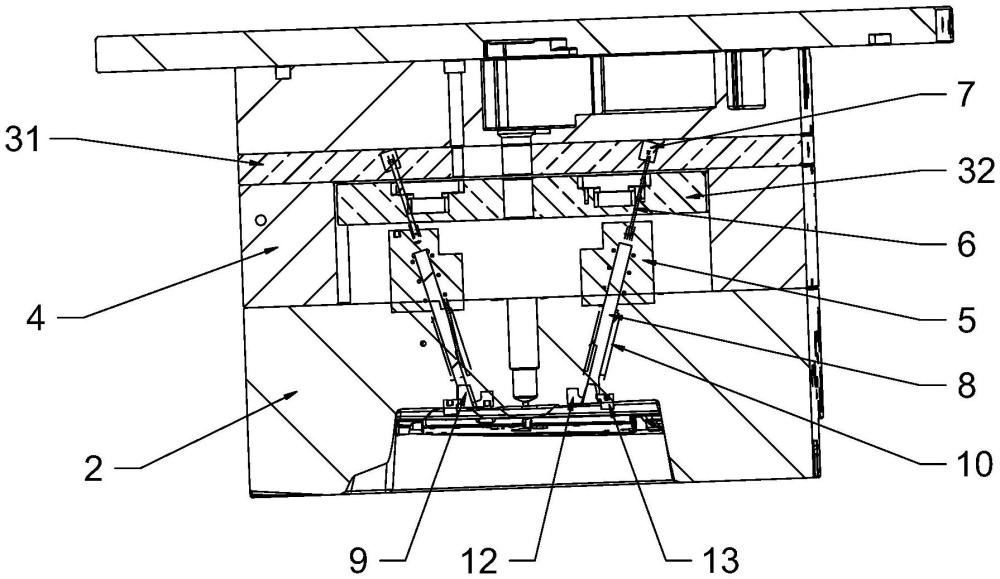
2、为解决上述技术问题,本实用新型采用的技术方案是:一种设置于前模上的开模顶出组件,包括斜顶、斜顶杆、气动弹簧、导向套筒、小斜顶、限位块以及压块拉钩,所述斜顶安装在前模的上表面,其背侧设有滑槽;所述斜顶杆从斜顶的下方穿过并滑动安装在滑槽内,斜顶杆上套装有导向套筒,导向套筒容置于前模的内部;所述斜顶杆伸向前模的下表面,其下端固定安装小斜顶,所述小斜顶从前模的下表面伸出并伸向前模下方的产品成型腔;所述气动弹簧的一端从斜顶的上方穿过斜顶并伸入滑槽内,抵住斜顶杆的上端;所述前模的正上方设置有顶针板,顶针板包括上顶针板和下顶针板,气动弹簧的上端从下往上穿过下顶针板并通过气动弹簧底座固定安装在上顶针板上;所述限位块固定安装在前模的下表面上。
3、进一步地,所述前模上设有滑动通槽,斜顶的下端插装在滑动通槽的上端部并固定。
4、进一步地,所述滑槽的背向开口处通过沉头螺栓固定有紧固块。
5、进一步地,所述斜顶杆的其中一个棱上设有沿其长度方向上的限位槽,与设置在前模上的限位块相适配;所述限位块的限位端滑动安装于限位槽内,并与限位槽的顶端形成卡合限位。
6、进一步地,所述压块拉钩固定安装在后模上,对应于斜顶组件的小斜顶位置,开模初期对小斜顶形成一个拉动效果,避免合模注塑时弹簧被压死,开模一定距离后拉钩与小斜顶脱离。
7、进一步地,所述小斜顶面向压块拉钩的一侧设有与之对应的拉钩槽,合模状态时压块拉钩嵌入拉钩槽内。
8、进一步地,所述小斜顶与斜顶杆一体成型,斜顶杆与小斜顶衔接处呈水平设置;所述小斜顶呈倾斜设置,与斜顶杆之间存在夹角。
9、进一步地,所述斜顶杆与气动弹簧处于同一中心轴线上。
10、与现有技术相比,本实用新型具有以下有益效果:本实用新型结构简单,易于设置实现,保证了前模的设计布局,降低结构变动,不会增加模具成本;同时该顶出组件易于操作,能够保证成型产品从前模上顺利脱模,保证产品的完整性,提高产品质量,提升注塑成型效率。
技术特征:
1.一种设置于前模上的开模顶出组件,其特征在于:包括斜顶、斜顶杆、气动弹簧、导向套筒、小斜顶、限位块以及压块拉钩,所述斜顶安装在前模的上表面,其背侧设有滑槽;所述斜顶杆从斜顶的下方穿过并滑动安装在滑槽内,斜顶杆上套装有导向套筒,导向套筒容置于前模的内部;所述斜顶杆伸向前模的下表面,其下端固定安装小斜顶,所述小斜顶从前模的下表面伸出并伸向前模下方的产品成型腔;所述气动弹簧的一端从斜顶的上方穿过斜顶并伸入滑槽内,抵住斜顶杆的上端;所述前模的正上方设置有顶针板,顶针板包括上顶针板和下顶针板,气动弹簧的上端从下往上穿过下顶针板并通过气动弹簧底座固定安装在上顶针板上;所述限位块固定安装在前模的下表面上。
2.根据权利要求1所述的一种设置于前模上的开模顶出组件,其特征在于:所述前模上设有滑动通槽,斜顶的下端插装在滑动通槽的上端部并固定。
3.根据权利要求1所述的一种设置于前模上的开模顶出组件,其特征在于:所述滑槽的背向开口处通过沉头螺栓固定有紧固块。
4.根据权利要求1所述的一种设置于前模上的开模顶出组件,其特征在于:所述斜顶杆的其中一个棱上设有沿其长度方向上的限位槽,与设置在前模上的限位块相适配;所述限位块的限位端滑动安装于限位槽内,并与限位槽的顶端形成卡合限位。
5.根据权利要求1所述的一种设置于前模上的开模顶出组件,其特征在于:所述压块拉钩固定安装在后模上,对应于斜顶组件的小斜顶位置,开模初期对小斜顶形成一个拉动效果,避免合模注塑时弹簧被压死,开模一定距离后拉钩与小斜顶脱离。
6.根据权利要求5所述的一种设置于前模上的开模顶出组件,其特征在于:所述小斜顶面向压块拉钩的一侧设有与之对应的拉钩槽,合模状态时压块拉钩嵌入拉钩槽内。
7.根据权利要求1所述的一种设置于前模上的开模顶出组件,其特征在于:所述小斜顶与斜顶杆一体成型,斜顶杆与小斜顶衔接处呈水平设置;所述小斜顶呈倾斜设置,与斜顶杆之间存在夹角。
8.根据权利要求1所述的一种设置于前模上的开模顶出组件,其特征在于:所述斜顶杆与气动弹簧处于同一中心轴线上。
技术总结
本技术公开了一种设置于前模上的开模顶出组件,包括斜顶、斜顶杆、气动弹簧、导向套筒、小斜顶、限位块以及压块拉钩,其中斜顶安装在前模上,其背侧设有滑槽;所述斜顶杆从斜顶的下方穿过并安装在滑槽内,其上套装有导向套筒;所述斜顶杆的下端固定安装小斜顶,小斜顶伸向前模下方的产品成型腔。所述气动弹簧的一端从斜顶的上方穿过斜顶并伸入滑槽内,抵住斜顶杆的上端;另一端通过底座固定安装在前模上方的顶针板上。所述限位块则固定安装在前模的下表面。本技术结构简单,易于安装设置,保证了前模的设计布局,降低模具成本;同时该顶出组件易于操作,能够保证产品从前模上顺利脱模,保证其完整性,提高产品质量,提升注塑成型效率。
技术研发人员:刘川东,隋学浩,孙洪伟,贺守伟,厉成杰,马德草,孔羽浩
受保护的技术使用者:青岛海泰科模具有限公司
技术研发日:20230823
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!