一种用于吹制吊瓶的中空成型模中吊环内孔的成型结构的制作方法
本技术涉及到中空成型模,具体涉及到一种用于吹制吊瓶的中空成型模中吊环内孔的成型结构。
背景技术:
1、目前,传统的用于成型具有吊环结构的中空塑料制品的中空成型模中,其用于成型吊环内孔的内孔成型头与相应的中空成型半模是一体式结构。在实际使用过程中,磨损得最厉害的就是内孔成型头,当内孔成型头磨损得无法成型吊环内孔时,就只能更换整个中空成型半模,这样就大大增加了生产成本。
技术实现思路
1、本实用新型所要解决的技术问题是:提供一种可以单独更换内孔成型头的用于吹制吊瓶的中空成型模中吊环内孔的成型结构。
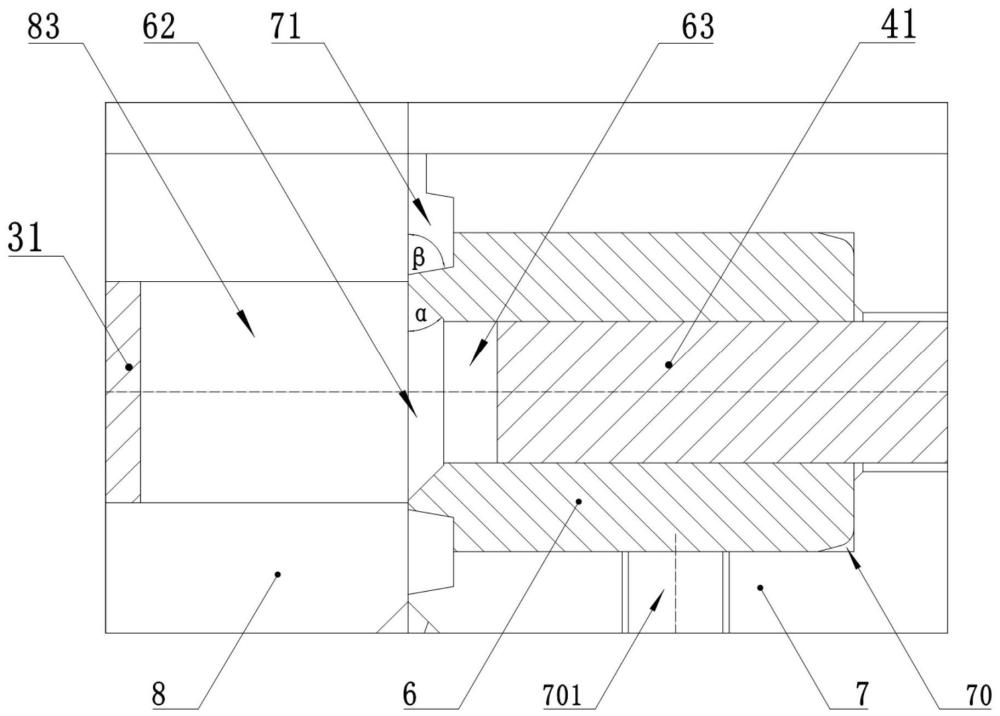
2、为解决上述技术问题,本实用新型所采用的技术方案为:一种用于吹制吊瓶的中空成型模中吊环内孔的成型结构,所述的中空成型模包括:第一中空成型半模和第二中空成型半模,第一中空成型半模上对着吊环内孔的成型处开设有内孔成型镶件安装孔,第一中空成型半模上还开设有与内孔成型镶件安装孔相通、并平行于分模面的锁紧螺纹孔,内孔成型镶件安装孔中设置有内孔成型镶件,内孔成型镶件在其成型吊环内孔的一端设置有与所要成型的吊环内孔相对应的内孔成型头,内孔成型头的顶端设置有内孔成型刃口;所述的锁紧螺纹孔中设置有锁紧螺钉。
3、作为一种优选方案,在所述的一种用于吹制吊瓶的中空成型模中吊环内孔的成型结构中,所述的内孔成型头在吊环内孔的成型处开设有吊环内孔余料安置腔,该吊环内孔余料安置腔的侧壁为外端大里端小的锥形面。
4、作为一种优选方案,在所述的一种用于吹制吊瓶的中空成型模中吊环内孔的成型结构中,所述内孔成型头的侧面为靠近中空成型模的分模面的一端小、另一端大的锥形面。
5、作为一种优选方案,在所述的一种用于吹制吊瓶的中空成型模中吊环内孔的成型结构中,所述吊环内孔余料安置腔的侧壁与中空成型模的分模面之间的夹角控制在35~60°之间。
6、作为一种优选方案,在所述的一种用于吹制吊瓶的中空成型模中吊环内孔的成型结构中,所述内孔成型头的侧面与中空成型模的分模面之间的夹角控制在75~85°之间。
7、作为一种优选方案,在所述的一种用于吹制吊瓶的中空成型模中吊环内孔的成型结构中,所述内孔成型镶件中开设有垂直于中空成型模的分模面的内孔成型推料孔。
8、本实用新型的有益效果是:本实用新型通过在第一中空成型半模上开设内孔成型镶件安装孔,在内孔成型镶件安装孔中设置内孔成型镶件,将内孔成型头设置在内孔成型镶件上,这样就可以在内孔成型头磨损之后直接更换内孔成型镶件即可,而不必更换整个第一中空成型半模,从而大大节省了成本。除此之外,由于吊环内孔余料安置腔的侧壁为外端大里端小的锥形面,这样就可通过在第二中空成型半模上开设与吊环内孔余料安置腔的沿口相对应的内孔余料推出孔,使得内孔余料可以非常顺畅地推入内孔余料推出孔中。
技术特征:
1.一种用于吹制吊瓶的中空成型模中吊环内孔的成型结构,所述的中空成型模包括:第一中空成型半模和第二中空成型半模,其特征在于:所述的第一中空成型半模上对着吊环内孔的成型处开设有内孔成型镶件安装孔,第一中空成型半模上还开设有与内孔成型镶件安装孔相通、并平行于分模面的锁紧螺纹孔,内孔成型镶件安装孔中设置有内孔成型镶件,内孔成型镶件在其成型吊环内孔的一端设置有与所要成型的吊环内孔相对应的内孔成型头,内孔成型头的顶端设置有内孔成型刃口;所述的锁紧螺纹孔中设置有锁紧螺钉。
2.根据权利要求1所述的一种用于吹制吊瓶的中空成型模中吊环内孔的成型结构,其特征在于,所述的内孔成型头在吊环内孔的成型处开设有吊环内孔余料安置腔,该吊环内孔余料安置腔的侧壁为外端大里端小的锥形面。
3.根据权利要求1所述的一种用于吹制吊瓶的中空成型模中吊环内孔的成型结构,其特征在于,所述内孔成型头的侧面为靠近中空成型模的分模面的一端小、另一端大的锥形面。
4.根据权利要求2所述的一种用于吹制吊瓶的中空成型模中吊环内孔的成型结构,其特征在于,所述吊环内孔余料安置腔的侧壁与中空成型模的分模面之间的夹角控制在35~60°之间。
5.根据权利要求3所述的一种用于吹制吊瓶的中空成型模中吊环内孔的成型结构,其特征在于,所述内孔成型头的侧面与中空成型模的分模面之间的夹角控制在75~85°之间。
6.根据权利要求1至5中任一项所述的一种用于吹制吊瓶的中空成型模中吊环内孔的成型结构,其特征在于,所述内孔成型镶件中开设有垂直于中空成型模的分模面的内孔成型推料孔。
技术总结
本技术公开了一种用于吹制吊瓶的中空成型模中吊环内孔的成型结构,所述的中空成型模包括:第一中空成型半模和第二中空成型半模,第一中空成型半模上对着吊环内孔的成型处开设有内孔成型镶件安装孔,第一中空成型半模上还开设有与所述的内孔成型镶件安装孔相通、并平行于分模面的锁紧螺纹孔,内孔成型镶件安装孔中设置有内孔成型镶件,内孔成型镶件在其成型吊环内孔的一端设置有与所要成型的吊环内孔相对应的内孔成型头,内孔成型头的顶端设置有内孔成型刃口;所述的锁紧螺纹孔中设置有锁紧螺钉。本技术所述吊环内孔的成型结构主要用于成型具有吊环结构的中空塑料制品的中空成型模中。
技术研发人员:陈祝忠,周志伟
受保护的技术使用者:张家港市天江精密模具制造有限公司
技术研发日:20230824
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!