一种用于整版注塑产品的脱模模具的制作方法
本技术涉及一种用于整版注塑产品的脱模模具,属于脱模设备。
背景技术:
1、大量注塑产品卡在模板上进行注塑,注塑完成后会卡在模版上,整版注塑产品如果一个一个人工拆卸,费时费力,而且容易损坏注塑产品。
技术实现思路
1、本实用新型要解决的技术问题是:提供一种用于整版注塑产品的脱模模具,以解决上述现有技术中存在的问题。
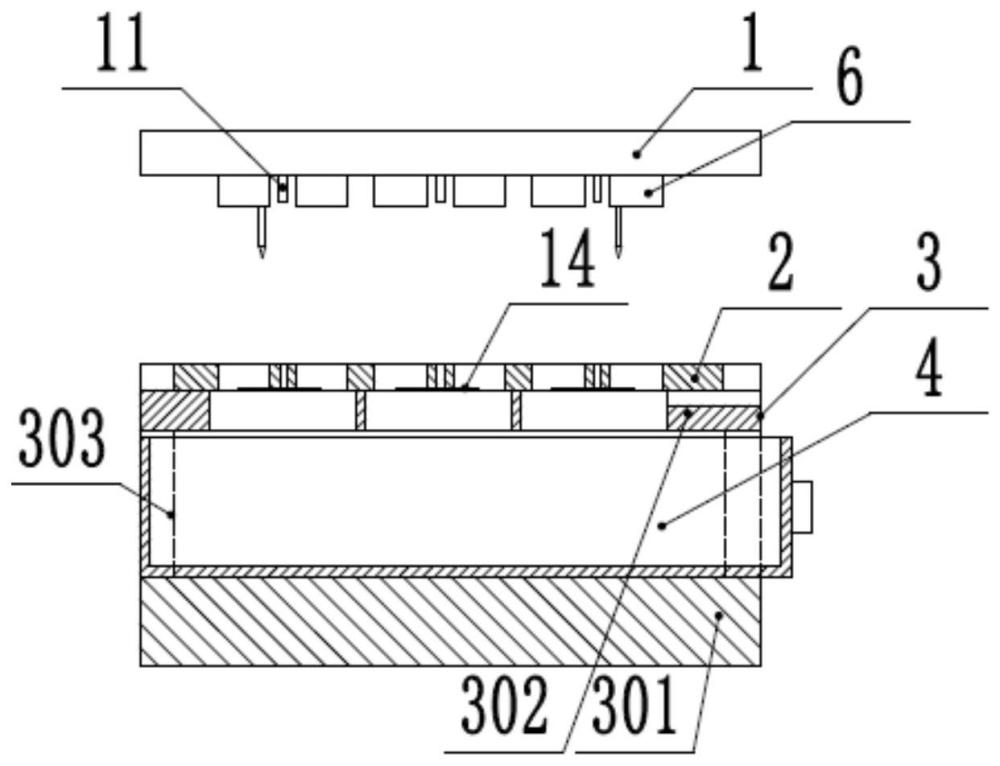
2、本实用新型采取的技术方案为:一种用于整版注塑产品的脱模模具,包括上凸模、下模板和支撑框,上凸模底面设置有间隔均匀布置的至少2个凸块,支撑框前侧插入有集料斗,下模板放置在支撑框上,下模板设置有间隔均匀布置的至少2个开孔,每个凸块正对一个开孔,开孔对应支撑框设置大于开孔的条形落料孔。
3、优选的,上述下模板放置在支撑框上设置的凹槽内。
4、优选的,上述凹槽两侧设置缺口。
5、优选的,上述上凸模底部左右对称设置有两根导向插针,下模板和支撑框均设置有对应导向插针位置的导向孔。
6、优选的,上述相邻两排开孔之间设置有下料孔,一个下料孔和左右两侧的开孔对应一个产品,下料孔对应的上凸模上设置有推销,推销长度大于下料孔的长度。
7、本实用新型的有益效果:与现有技术相比,本实用新型通过上凸模板按压,在凸块朝向开孔运动的过程中,凸块会作用与卡在模板上的注塑产品的位于开孔处的部分,进而在推力作用下推出注塑产品掉落到集料斗中,实现脱模,脱模快速稳定,省时省力,不会损坏注塑产品,确保产品的质量和可靠性。
技术特征:
1.一种用于整版注塑产品的脱模模具,其特征在于:包括上凸模(1)、下模板(2)和支撑框(3),上凸模(1)底面设置有间隔均匀布置的至少2个凸块(6),支撑框(3)前侧插入有集料斗(4),下模板(2)放置在支撑框(3)上,下模板(2)设置有间隔均匀布置的至少2个开孔(9),每个凸块(6)正对一个开孔(9),开孔(9)对应支撑框(3)设置大于开孔的条形落料孔(8)。
2.根据权利要求1所述的一种用于整版注塑产品的脱模模具,其特征在于:下模板(2)放置在支撑框(3)上设置的凹槽(12)内。
3.根据权利要求1所述的一种用于整版注塑产品的脱模模具,其特征在于:凹槽(12)两侧设置缺口(13)。
4.根据权利要求1所述的一种用于整版注塑产品的脱模模具,其特征在于:上凸模(1)底部左右对称设置有两根导向插针(506),下模板(2)和支撑框(3)均设置有对应导向插针(506)位置的导向孔(507)。
5.根据权利要求1所述的一种用于整版注塑产品的脱模模具,其特征在于:相邻两排开孔(9)之间设置有下料孔(10),一个下料孔(10)和左右两侧的开孔(9)对应一个产品,下料孔(10)对应的上凸模(1)上设置有推销(11),推销(11)长度大于下料孔(10)的长度。
技术总结
本技术公开了一种用于整版注塑产品的脱模模具,包括上凸模、下模板和支撑框,上凸模底面设置有间隔均匀布置的至少2个凸块,支撑框前侧插入有集料斗,下模板放置在支撑框上,下模板设置有间隔均匀布置的至少2个开孔,每个凸块正对一个开孔,开孔对应支撑框设置大于开孔的条形落料孔。本技术实现脱模,脱模快速稳定,省时省力,不会损坏注塑产品,确保产品的质量和可靠性。
技术研发人员:陈清川,罗芬,岑立衡,李青,周健,李宗亚
受保护的技术使用者:贵阳顺络迅达电子有限公司
技术研发日:20230925
技术公布日:2024/5/6
- 还没有人留言评论。精彩留言会获得点赞!