一种气门室盖注塑模具的制作方法
本技术涉及模具,特别地,涉及一种气门室盖注塑模具。
背景技术:
1、如图1所示,一种气门室盖,包括本体,本体底部设置有倒扣40,本体顶部设置有斜孔41。
2、通常在处理类似产品的脱模时,本体顶部的斜孔41需要通过顶板进行抽芯,从而导致热流管会随着顶板一起上升,当温控不准时,流体会出现漏料的现象,并堵住热流道口,长时间堵住热流道口会导致热流道的损坏。
技术实现思路
1、有鉴于此,本实用新型目的是提供一种气门室盖注塑模具,其通过热流管固定不动,防止热流道口的损坏。
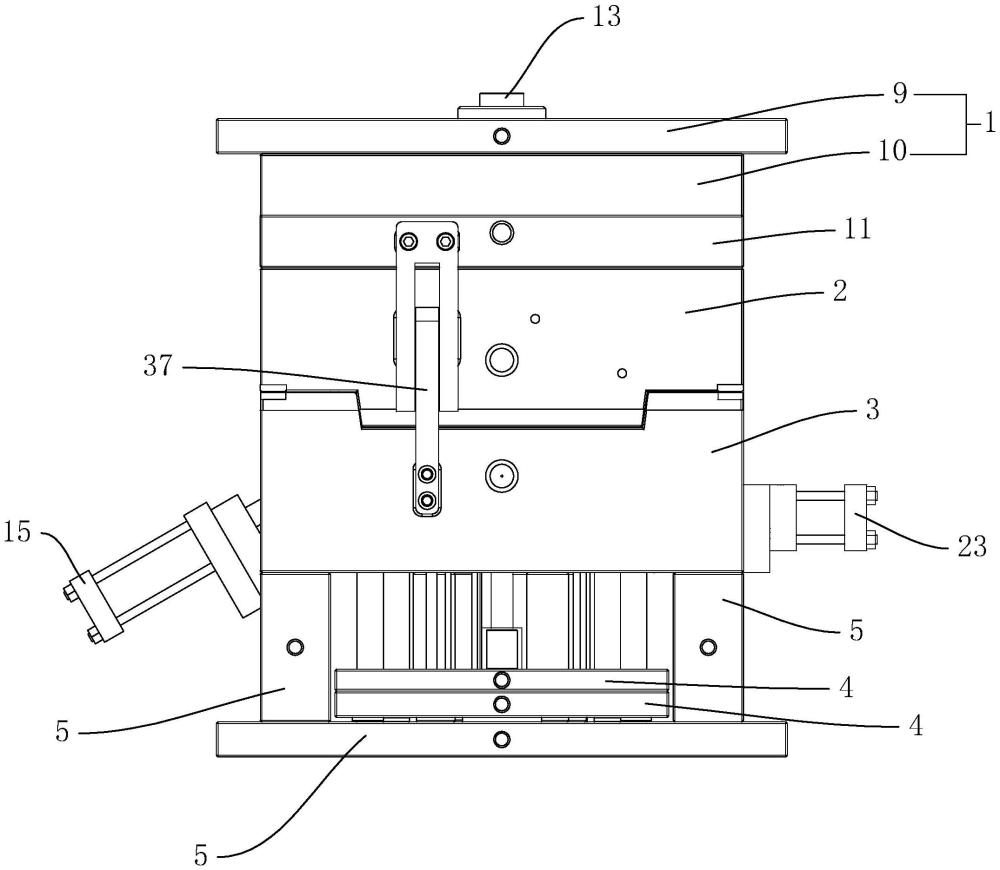
2、为了解决上述技术问题,本实用新型的技术方案是:一种气门室盖注塑模具,包括依次排列的顶板、上模、下模、顶出板、底板,上模与下模之间开设有用以成型产品的型腔,所述顶板包括上顶板和下顶板,所述下模侧面设有抽芯组件一和抽芯组件二,下顶板内设置有若干个抽芯组件三,所述抽芯组件一、抽芯组件二用于抽离产品底部的型芯,抽芯组件三用以抽出产品顶部的斜孔,所述上模上方固定设有热流道板,所述热流道板上固定有输送块,唧嘴固定在输送块一端,热流管固定在输送块另一端,所述唧嘴、输送块和热流管内均开设有热流道,通过热流道将流体输送到型腔。
3、通过上述技术方案,在分模前通过抽芯组件一、抽芯组件二、抽芯组件三将型芯抽离出,防止产品损坏,在分模时,通过顶板与热流道板分离,上模和热流道板固定不动,使热流管固定在上模内,防止热流管在开模前与型腔出现分离,从而在温控不准时导致流体滴入使流道口损坏。
4、优选的,所述抽芯组件一包括动力源一、滑块一、斜块组一,斜块组一固定设置在动力源一的输出端,下模侧端开设有斜槽,斜槽与滑块一固定连接,斜块组一下方设有滑槽一,滑块一与滑槽一滑移连接。
5、通过上述技术方案,通过动力源一带动斜块组在滑块上移动,完成抽芯动作。
6、优选的,所述抽芯组件二包括了动力源二、滑块二、斜块组二和安装板,安装板与所述下模底面固定,滑块二与安装板固定连接,斜块组二设置在动力源二的输出端,斜块组二底部设有滑槽二,滑块二与滑槽二滑移连接,斜块组二设有斜导槽,所述斜块组二与斜块二通过斜导槽滑移连接。
7、通过上述技术方案,通过斜导槽与斜块二之间的滑移,使动力源二拉动斜块组二时,斜块二沿倒扣的倾斜方向移出,从而减少下模斜槽的加工数量,减少下模的加工成本。
8、优选的,所述斜块组二设有若干限位槽,所述安装板上固定有限位柱,所述限位柱卡入所述限位槽。
9、通过上述技术方案限位柱与限位槽之间的配合,增加斜块组二的滑移精度,从而防止斜块二与导向槽之间出现卡死的现象,增加模具的运行稳定性,保证产品的成型质量。
10、优选的,所述上模两侧面开设有卡孔,孔内设置有卡块,卡孔底面开设有气道,通过气道内的气压驱动所述卡块漏出或缩回于卡孔,下模侧端固定设有长杆,长杆开设有锁槽,所述锁槽侧壁抵住所述卡块。
11、通过上述技术方案,通过卡块与锁槽之间的配合,防止注塑机液压系统出现损坏时,上模与下模在合模时发生分离。
12、优选的,所述输送块上下两面装有加热丝,所述加热丝用以加热输送块内的流体。
13、通过上述技术方案,防止分模时,流体因温控不准而导致流体滴落到产品上。
14、优选的,所述下顶板与所述抽芯组件三通过螺钉连接固定,抽芯组件三包括型芯和移动块,型芯用来成型所述产品的斜孔,移动块下方开设滑槽三,型芯与移动块滑移连接。
15、通过上述技术方案,将抽芯组件三固定在下顶板上,当下顶板与热流道板分离时自动抽出斜孔,减少油缸的使用。
技术特征:
1.一种气门室盖注塑模具,包括依次排列的顶板(1)、上模(2)、下模(3)、顶出板(4)、底板(5),上模(2)与下模(3)之间开设有用以成型产品的型腔,其特征是:所述顶板(1)包括上顶板(9)和下顶板(10),所述下模(3)侧面设有抽芯组件一(6)和抽芯组件二(7),下顶板(10)内设置有若干个抽芯组件三(8),所述抽芯组件一(6)、抽芯组件二(7)用于抽离产品底部的型芯(30),抽芯组件三(8)用以抽出产品顶部的斜孔(41),所述上模(2)上方固定设有热流道板(11),所述热流道板(11)上固定有输送块(12),唧嘴(13)固定在输送块(12)一端,热流管(14)固定在输送块(12)另一端,所述唧嘴(13)、输送块(12)和热流管(14)内均开设有热流道,通过热流道将流体输送到型腔。
2.根据权利要求1所述的一种气门室盖注塑模具,其特征是:所述抽芯组件一(6)包括动力源一(15)、滑块一(16)、斜块组一(17),斜块组一(17)固定设置在动力源一(15)的输出端,下模(3)侧端开设有斜槽(21),斜槽(21)与滑块一(16)固定连接,斜块组一(17)下方设有滑槽一(20),滑块一(16)与滑槽一(20)滑移连接。
3.根据权利要求1所述的一种气门室盖注塑模具,其特征是:所述抽芯组件二(7)包括了动力源二(23)、斜块二(27)、滑块二(24)、斜块组二(25)和安装板(26),安装板(26)与所述下模(3)底面固定,斜块组二(25)设置在动力源二(23)的输出端,斜块组二(25)背离动力源二(23)一侧开设有斜导槽,所述斜块组二(25)与斜块二(27)通过斜导槽滑移连接。
4.根据权利要求3所述的一种气门室盖注塑模具,其特征是:所述滑块二(24)设有若干限位槽(33),所述安装板(26)上固定有限位柱(34),所述限位柱(34)卡入所述限位槽(33)。
5.根据权利要求1所述的一种气门室盖注塑模具,其特征是:所述上模(2)两侧面开设有卡孔(35),孔内设置有卡块(36),卡孔(35)底面开设有气道,通过气道内的气压驱动所述卡块(36)漏出或缩回于卡孔(35),下模(3)侧端固定设有长杆(37),长杆(37)开设有锁槽(38),所述锁槽(38)侧壁抵住所述卡块(36)。
6.根据权利要求1所述的一种气门室盖注塑模具,其特征是:所述输送块(12)上下两面装有加热丝(39),所述加热丝(39)用以加热输送块(12)内的流体。
7.根据权利要求1所述的一种气门室盖注塑模具,其特征是:所述下顶板(10)与所述若干个抽芯组件三(8)通过螺钉连接固定,抽芯组件三(8)包括型芯(30)和移动块(31),型芯(30)用来成型所述产品的斜孔(41),移动块(31)下方开设滑槽三(32),型芯(30)与移动块(31)滑移连接。
技术总结
本技术提供了一种气门室盖注塑模具,包括依次排列的顶板、上模、下模、顶出板、底板,上模与下模之间开设有用以成型产品的型腔,所述顶板包括上顶板和下顶板,所述下模侧面设有抽芯组件一和抽芯组件二,下顶板内设置有若干个抽芯组件三,所述抽芯组件一、抽芯组件二用于抽离产品底部的型芯,抽芯组件三用以抽出产品顶部的斜孔,所述上模上方固定设有热流道板,所述热流道板上固定有输送块,唧嘴固定在输送块一端,热流管固定在输送块另一端,所述唧嘴、输送块和热流管内均开设有热流道,通过热流道将流体输送到型腔。
技术研发人员:王海潮
受保护的技术使用者:台州市黄岩琇珀模具有限公司
技术研发日:20230927
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!