一种高精度注塑设备及其注塑方法与流程
本发明涉及注塑领域,更具体地说,它涉及一种高精度注塑设备及其注塑方法。
背景技术:
1、双色及多色注塑工艺作为近年来不断发展成熟的一种新型塑料成型方法,可以在同一模具上成型出不同颜色的塑料制品,受到市场的青睐。
2、通常而言,双色注塑的塑料制品通常有两种方式来实现:覆盖式和拼接式。覆盖式注塑通常的实现方式是:先注塑a料,然后在a料成型的表面覆盖一层b料。拼接式注塑通常的实现方式是:注塑顺序仍然是先注塑a料,然后注塑b料,但在a料与b料的交界区域,采用的是一种拼接的方式来实现。
3、参照图9,在a料与b料的拼接处的阶梯状断面区域(a-b-c-d)注塑a料后各个区域会发生收缩,且由于各个区域的厚度不一,导致收缩的程度不一样,最终导致a-b-c-d的3个端面都不是绝对的平面,这样在注塑b料之后,上述几个断面区域就会出现结合不良的问题;并且从双色注塑的原材料本身的属性来看,虽然所选a料与b料理论上是相容的材料,但这种相容的特性一般体现在同一物理条件下(温度、气压、湿度),由于双色注塑存在先后顺序,导致两种材料相容时的物理条件并不一致,在注塑a料后,上述a-b-c-d的3个端面的表面相对比较光滑,产品粗糙度较小,后续注塑b料,b料与a料的拼接面结合力也会降低;基于此,在通过拼接方式注塑形成的塑料制品,会导致产品在拼接区域受力不足,在较大的外力作用下,会形成开裂问题。
技术实现思路
1、本发明提供一种高精度注塑设备及其注塑方法,解决相关技术中双色注塑设备的产品在拼接处结合强度低,容易开裂的技术问题。
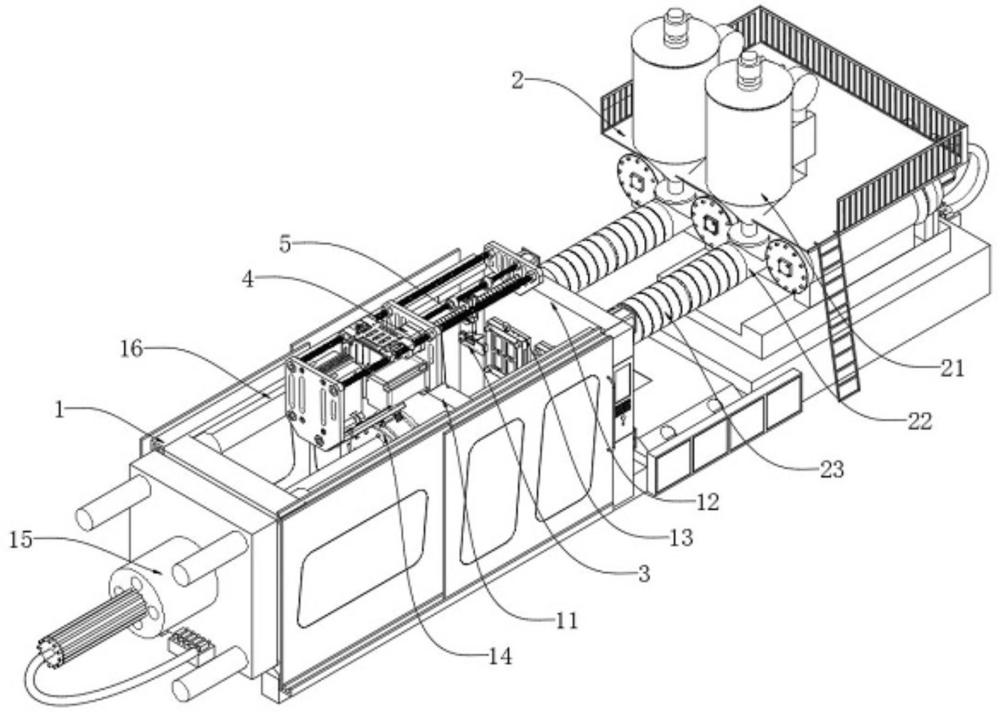
2、本发明提供了一种高精度注塑设备,包括箱体,箱体上活动安装有活动板,活动板上转动安装有转盘,转盘上安装有动模,箱体的一侧固定安装有固定板,固定板靠近动模的一侧安装有定模,定模包括a模定模和b模定模,动模包括a模动模和b模动模,且动模与定模相适配,且箱体外设有上料单元,上料单元用于向a模定模中注入第一色料和向b模定模中注入第二色料,转盘远离动模的一侧安装有电机一,电机一的输出端与转盘连接,电机一用于驱动转盘旋转180°;
3、箱体上还安装有打磨单元,打磨单元包括翻转组件和打磨棒,打磨棒用于将单色制品的拼接端面打磨至预定平面,且预定平面的粗糙度符合人为设定范围,翻转组件的输出端与打磨棒连接,翻转组件用于驱动打磨棒实行打磨动作。
4、在一个优选的实施方式中,打磨棒为两端具有打磨块的哑铃状结构,单色制品的拼接端面为外凸状的弧形面,翻转组件包括竖板,竖板上安装有直线导轨,直线导轨上滑动安装有滑块,滑块为l形结构,滑块上转动安装有转轴,转轴与打磨棒连接,当滑块沿直线导轨运动时,转轴驱动打磨棒自转,将单色制品的弧形拼接端面打磨至预定平面。
5、在一个优选的实施方式中,翻转组件还包括横板,横板固定安装于竖板上,横板上设有一斜边,转轴的端部安装有摇臂,摇臂远离转轴的端部安装有滚轮,滚轮与横板的斜边滚动接触。
6、在一个优选的实施方式中,竖板上贯穿有条形孔,滑块上安装有连杆,连杆活动设于条形孔,连杆的端部安装有拉簧,拉簧的另一端与摇臂连接,转轴远离摇臂的端部安装有控制块,控制块远离转轴的端部安装有夹爪,夹爪用于夹持打磨棒。
7、在一个优选的实施方式中,箱体上还安装有调节机构,调节机构包括架体,架体上安装有滑板,滑板上固定安装有电机二,电机二的输出轴连接有丝杆,滑板上还固定安装有与丝杆轴向平行的限制杆,丝杆上滑动套装有滑套,且滑套也套装于限制杆上,滑套的底部安装有气缸件二,气缸件二的输出端与横板固定连接。
8、在一个优选的实施方式中,架体上固定安装有多个调节杆,滑板滑动套装于调节杆上。
9、在一个优选的实施方式中,上料单元包括料筒,料筒的输出端连接有注塑筒,注塑筒远离料筒的端部与定模连通,注塑筒的内壁安装有加热套,注塑筒的内部安装有绞龙。
10、在一个优选的实施方式中,料筒和注塑筒均设有两个,且两个注塑筒分别与a模定模和b模定模对应布置,第一色料与第二色料为颜色的不同的注塑原料。
11、在一个优选的实施方式中,箱体上安装有气缸件一,气缸件一的输出端与活动板固定连接,箱体上还安装有导向杆,活动板套装于导向杆上。
12、一种高精度注塑设备的注塑方法,包括以下步骤:
13、步骤一、a模合模:第一色料注射入第一色型腔内,a模动模与a模定模合模形成的注塑腔为第一色型腔,等待固化时间以确保第一色料在第一色型腔内固化成型,成型为单色制品;
14、步骤二、a模开模:动模旋转180°,为注塑第二色料做好准备;
15、步骤三、打磨拼接端面:打磨单元将单色制品的拼接端面打磨至预定平面;
16、步骤四、b模合模:第二色料注射入第二色型腔内,a模动模与b模定模合模形成的注塑腔为第二色型腔,注射的第二色料在第一色料打磨后的拼接端面上形成包覆拼接或半包覆拼接,融合成型,等待固化时间以确保第二色料在第二色型腔内固化成型,成型为双色制品;
17、步骤五、b模开模:保温冷却,顶出双色制品,转盘逆时针旋转180°;
18、步骤六、a模动模和b模动模再次交换位置合模,进入下一个成型周期。
19、本发明的有益效果在于:本发明在第一色料和第二色料的双色注塑工艺中间增设打磨工序,能够保证第一色料在成型至单色制品后,将单色制品的拼接端面打磨平整,并且使该拼接端面表面的粗糙度增加,增加了第二色料与第一色料在拼接端面的结合力,使在本设备双色注塑出的产品,拼接处的结合强度大大增加,有利于减少双色注塑产品在拼接区域开裂的现象。
技术特征:
1.一种高精度注塑设备,其特征在于,包括箱体(1),所述箱体(1)上活动安装有活动板(11),所述活动板(11)上转动安装有转盘(14),所述转盘(14)上安装有动模,所述箱体(1)的一侧固定安装有固定板(12),所述固定板(12)靠近动模的一侧安装有定模,所述定模包括a模定模和b模定模,所述动模包括a模动模(141)和b模动模(142),且所述动模与定模相适配,且所述箱体(1)外设有上料单元(2),所述上料单元(2)用于向a模定模中注入第一色料和向b模定模中注入第二色料,所述转盘(14)远离动模的一侧安装有电机一(143),所述电机一(143)的输出端与转盘(14)连接,所述电机一(143)用于驱动转盘(14)旋转180°;
2.根据权利要求1所述的一种高精度注塑设备,其特征在于,所述打磨棒(32)为两端具有打磨块的哑铃状结构,所述单色制品的拼接端面为外凸状的弧形面,所述翻转组件(31)包括竖板(311),所述竖板(311)上安装有直线导轨(313),所述直线导轨(313)上滑动安装有滑块(314),所述滑块(314)为l形结构,所述滑块(314)上转动安装有转轴(315),所述转轴(315)与打磨棒(32)连接,当所述滑块(314)沿直线导轨(313)运动时,所述转轴(315)驱动打磨棒(32)自转,将单色制品的弧形拼接端面打磨至预定平面。
3.根据权利要求2所述的一种高精度注塑设备,其特征在于,所述翻转组件(31)还包括横板(312),所述横板(312)固定安装于竖板(311)上,所述横板(312)上设有一斜边,所述转轴(315)的端部安装有摇臂(316),所述摇臂(316)远离转轴(315)的端部安装有滚轮(317),所述滚轮(317)与横板(312)的斜边滚动接触。
4.根据权利要求3所述的一种高精度注塑设备,其特征在于,所述竖板(311)上贯穿有条形孔,所述滑块(314)上安装有连杆(318),所述连杆(318)活动设于条形孔,所述连杆(318)的端部安装有拉簧(319),所述拉簧(319)的另一端与摇臂(316)连接,所述转轴(315)远离摇臂(316)的端部安装有控制块(322),所述控制块(322)远离转轴(315)的端部安装有夹爪(321),所述夹爪(321)用于夹持打磨棒(32)。
5.根据权利要求4所述的一种高精度注塑设备,其特征在于,所述箱体(1)上还安装有调节机构(4),所述调节机构(4)包括架体(41),所述架体(41)上安装有滑板(43),所述滑板(43)上固定安装有电机二(44),所述电机二(44)的输出轴连接有丝杆(45),所述滑板(43)上还固定安装有与丝杆(45)轴向平行的限制杆,所述丝杆(45)上滑动套装有滑套(46),且所述滑套(46)也套装于限制杆上,所述滑套(46)的底部安装有气缸件二(5),所述气缸件二(5)的输出端与横板(312)固定连接。
6.根据权利要求5所述的一种高精度注塑设备,其特征在于,所述架体(41)上固定安装有多个调节杆(42),所述滑板(43)滑动套装于调节杆(42)上。
7.根据权利要求6所述的一种高精度注塑设备,其特征在于,所述上料单元(2)包括料筒(21),所述料筒(21)的输出端连接有注塑筒(22),所述注塑筒(22)远离料筒(21)的端部与定模(13)连通,所述注塑筒(22)的内壁安装有加热套(23),所述注塑筒(22)的内部安装有绞龙(24)。
8.根据权利要求7所述的一种高精度注塑设备,其特征在于,所述料筒(21)和注塑筒(22)均设有两个,且两个所述注塑筒(22)分别与a模定模和b模定模对应布置,第一色料与第二色料为颜色的不同的注塑原料。
9.根据权利要求8所述的一种高精度注塑设备,其特征在于,所述箱体(1)上安装有气缸件一(15),所述气缸件一(15)的输出端与活动板(11)固定连接,所述箱体(1)上还安装有导向杆(16),所述活动板(11)套装于导向杆(16)上。
10.根据权利要求9所述的一种高精度注塑设备的注塑方法,其特征在于,包括以下步骤:
技术总结
本发明涉及注塑技术领域,公开了一种高精度注塑设备及其注塑方法,该注塑设备包括箱体,箱体上活动安装有活动板,活动板上转动安装有转盘,转盘上安装有动模,箱体的一侧固定安装有固定板,固定板靠近动模的一侧安装有定模,定模包括a模定模和b模定模,动模包括a模动模和b模动模,且动模与定模相适配;本发明在第一色料和第二色料的双色注塑工艺中间增设打磨工序,能够保证第一色料在成型至单色制品后,将单色制品的拼接端面打磨平整,并且使该拼接端面表面的粗糙度增加,增加了第二色料与第一色料在拼接端面的结合力,使在本设备双色注塑出的产品,拼接处的结合强度大大增加,有利于减少双色注塑产品在拼接区域开裂的现象。
技术研发人员:赵康
受保护的技术使用者:佛山市成悦塑料制品有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!