一种鞍座成型模具的3D打印成型处理设备及工艺的制作方法
本技术涉及塑料成型的,尤其是涉及一种鞍座成型模具的3d打印成型处理设备及工艺。
背景技术:
1、鞍座通常指的是自行车或摩托车等车辆上用于支撑骑乘者的部分。
2、3d打印是一种快速成型技术,也称为增材制造。它是一种基于数字模型文件,使用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术。
3、鞍座被3d打印出来后,需要进行清洗,从而去除表面残留物;清洗完毕后需要进行吹干,然后通过紫外光的照射完成二次固化,鞍座在吹干的过程中,鞍座需要正反两面均吹模30分钟,当正面吹干时间足够后需要翻转鞍座进行背面吹干。
4、在吹干工序中鞍座需要进行翻面,存在鞍座吹干效率缓慢的缺陷。
技术实现思路
1、为了提升对鞍座的吹干效率,本技术提供一种鞍座成型模具的3d打印成型处理设备及工艺。
2、第一方面,本技术提供一种鞍座成型模具的3d打印成型处理设备,采用如下技术方案:
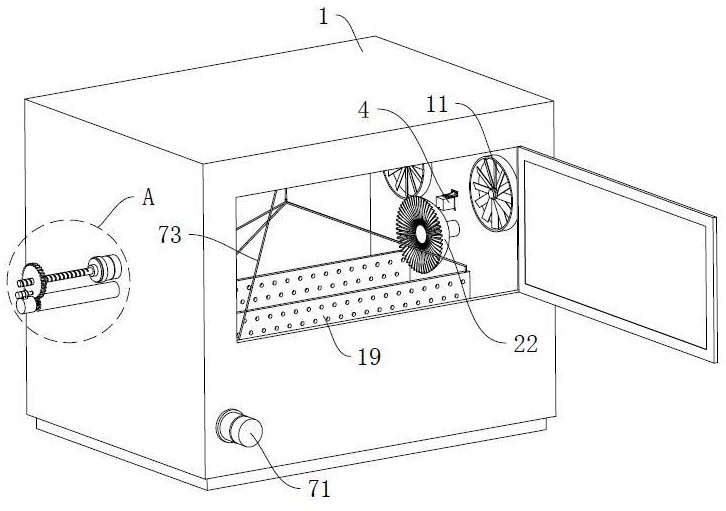
3、种鞍座成型模具的3d打印成型处理设备,包括箱体,箱体内壁安装有风扇,所述箱体上设置有横管,横管水平贯穿箱体,横管位于箱体内的端部上固定有夹持端头,箱体外设置有伺服电机、齿轮和齿圈,伺服电机固定在箱体外壁上,伺服电机驱动齿轮转动,齿轮与齿圈啮合,齿圈环套固定在横管上;横管外壁上开设有凹槽,齿圈位于凹槽内,齿轮与齿圈啮合处均位于凹槽内;伺服电机和横管之间设置有用于驱动横管移动的位移组件,箱体上横管设置有两根且对称设置,两根横管沿相互靠近或远离的方向移动。
4、通过采用上述技术方案,通过位移组件使两根横管沿相互靠近的方向移动,从而使两根横管配合各自的夹持端头将鞍座夹持限位,启动伺服电机,伺服电机带动齿轮转动,齿轮和齿圈啮合,从而横管开始转动,最终实现鞍座在箱体内转动的状态,使鞍座在箱体内被全方位吹干,不再需要二次对鞍座进行翻面的操作,达到提升对鞍座的吹干效率的效果。
5、可选的,所述位移组件包括螺杆、电缸和定位销,螺杆一端与伺服电机的转动轴端部固定连接,齿轮环套在螺杆上,齿轮与螺杆螺纹连接,齿轮上开设有定位孔;电缸固定在横管外壁上,定位销一端与电缸的活塞端固定连接,电缸驱动定位销沿靠近或远离定位孔的方向移动。
6、通过采用上述技术方案,凹槽的开设使横管在水平方向发生位移后,依旧能够保证齿轮和齿圈为啮合状态;根据定位销的位置不同,伺服电机配合齿轮和齿圈能够对横管产生不同的驱动状态。当定位销未插嵌在定位孔内时:启动伺服电机,伺服电机通过齿轮和齿圈的啮合,最终驱动横管转动,此时齿圈和螺杆之间的摩擦力足够驱动横管发生转动;当定位销插嵌在定位孔内时:启动伺服电机,伺服电机带动齿轮发生转动趋势,但由于定位销的限位,齿轮只能够在螺杆上发生位移,由于齿轮和齿圈啮合处位于凹槽内,齿圈能够通过凹槽的限位从而推动横管发生水平位移,最终两根横管沿相互靠近或远离的方向移动,但动力源还是伺服电机。
7、可选的,所述夹持端头环套在横管端部且呈碗状,夹持端头边缘为锯齿状,一根横管用于向箱体内送风,另一根横管用于向箱体外送风,两跟横管配合风扇形成单方向空气流动路径。
8、通过采用上述技术方案,夹持端头边缘呈锯齿状,从而减少了与鞍座的接触面积,使鞍座外表面能够充分被吹干,而两根横管配合风扇形成单方向的空气流动路径也是为了加快箱体内的气体流动,从而提升对鞍座的吹干效率。
9、可选的,所述箱体内壁上固定有油包,油包采用橡胶材质制成的油包,油包内储存有润滑油,油包上连通有输油管,输油管的出油端位于横管贯穿箱体处;两个横管沿相互远离的方向移动,夹持端头最终与油包抵接并挤压油包。
10、通过采用上述技术方案,驱动横管发生水平方向的位移,并最终使夹持端部挤压油包,油包内的润滑油被挤压到横管贯穿箱体处,从而减少了横管与箱体之间的摩擦力,使伺服电机能够稳定和顺畅的驱动横管,使齿圈和螺杆之间的摩擦力足够驱动横管发生转动。
11、可选的,所述输油管自身包含有弯折段,弯折段为倒置的u形,输油管内固定有隔油膜,隔油膜用于控制是否隔断输油管内部两侧空间;隔油膜中部开设有裂口,且裂口在隔油膜不受外力状态下为闭合状态。
12、通过采用上述技术方案,弯折段和隔油膜的存在,使油包内的润滑油在油包不受外力的状况下,无法滑入到横管与箱体贯穿处,避免的润滑油的随意流出,夹持端部挤压油包后,单次挤压必须产生足够压力,才能够使润滑油突破隔油膜和弯折段的阻挡,也是为了避免润滑油的随意流出。
13、可选的,所述隔油膜位于弯折段与油包之间;所述油包上设置有调节组件,调节组件包括推杆、定位环、凸块和调节杆,凸块固定在推杆外壁上,推杆截面为非圆形,定位环固定在油包内壁上,定位环环套在推杆外壁上并与推杆外壁贴合,凸块位于定位环靠近输油管一侧,推杆一端位于输油管内,另一端位于油包内与调节杆一端螺纹连接,推杆相对定位环沿靠近或远离隔油膜的方向滑动,调节杆远离推杆的端部位于油包外部用于承接夹持端头的冲击,油包远离输油管一端存在用于调节自身空间长度的压缩段。
14、通过采用上述技术方案,调节组件的设置,使润滑油的使用产生了两种工作模式,一种是夹持端头挤压油包,油包受压产生形变推动推杆向靠近隔油膜方向移动,并最终从裂口处贯穿隔油膜,受到挤压的润滑油穿过隔油膜并越过弯折段流动到横管贯穿箱体处;第二种是:伴随着挤压油包,在油包内润滑油量充足时,润滑油的挤出状态和第一种相同,但随着润滑油量的减少,压缩段逐渐无法完全舒展,会导致即使夹持端头未挤压油包,推杆端部依旧呈贯穿隔油膜的状态,润滑油只需要克服弯折段的阻碍即可流动到横管贯穿箱体处。转动调节杆从而调节推杆与调节杆的总长度,此时压缩段舒展,扩大了油包的容量。
15、可选的,所述箱体底部内壁处开设有酒精槽,酒精槽上滑动设置有盖板,盖板在水平方向上沿靠近或远离酒精槽顶部处滑动,箱体顶部固定有紫外光灯,箱体内滑动设置有吊笼,吊笼位于酒精槽正上方且沿竖直方向滑动;箱体上设置有用于同时驱动盖板和吊笼滑动的驱动组件。
16、通过采用上述技术方案,鞍座在吹干之前需要进行酒精浸泡,将酒精槽直接放置在箱体内节省了鞍座的来回搬取工序,盖板在酒精槽不使用时将酒精槽封闭从而避免酒精被风吹发生过度挥发,紫外光灯发出的紫外光对鞍座进行二次固化,使鞍座的清洗、吹干和二次固化处理均在一个箱体内即可,节省了对鞍座的反复搬运。
17、可选的,所述驱动组件包括丝杠、驱动电机、定滑轮和拉绳,驱动电机固定在箱体的竖直外壁上,驱动电机驱动丝杠转动,丝杠贯穿盖板与盖板螺纹连接,箱体内设置有用于限制盖板转动的滑轨,定滑轮位于箱体顶部内壁处,拉绳一端与驱动电机的转动轴外壁固定连接,另一端绕过定滑轮后与吊笼顶部固定连接。
18、通过采用上述技术方案,驱动电机启动带动丝杠转动,由于盖板受到滑轨的限制,同时盖板与丝杠为螺纹连接,盖板只能沿丝杠的长度方向进行水平移动,实现了对酒精槽顶部的封堵或开启,同时驱动电机的启动使拉绳开始缠绕在驱动电机上,
19、可选的,所述驱动电机的转动轴上环套固定有导向环,导向环靠近拉绳与驱动电机的转动轴固定处设置且位于拉绳靠近酒精槽一侧,导向环整体呈碗状,且碗状的开口朝向酒精槽处设置,导向环内部中空充气且导向环具有形变能力。
20、通过采用上述技术方案,拉绳在驱动电机的转动轴上的缠绕点不在定滑轮的正下方,导向环设置成碗状,且所处的位置能够对拉绳起到引导作用,避免拉绳胡乱缠绕到丝杠上影响丝杠的正常使用,在导向环对拉绳限位引导的过程中,拉绳缠绕挤压导向环,导向环内的气体不变,导向环远离拉绳一侧会逐渐变大膨胀,从而能够进一步保证导向环对拉绳的限位效果。
21、第二方面,本技术提供一种鞍座成型模具的3d打印成型工艺,采用如下技术方案:
22、一种鞍座成型模具的3d打印成型工艺,包括以下步骤:
23、s1、鞍座打印完毕后取模;
24、s2、去掉鞍座上的支撑;
25、s3、对鞍座进行清洗:将鞍座放置在吊笼上,下方吊笼同时打开盖板,将鞍座沉浸在酒精槽内进行酒精浸泡1至3分钟后吊起;
26、s4、吹干:驱动两根横管配合夹持端头将鞍座夹持固定,并开始旋转对鞍座进行全方位的吹干,同时开启紫外光灯对鞍座进行二次固化;
27、s5、取出鞍座进行打磨和上光。
28、通过采用上述技术方案,能够将原本的酒精浸泡清洗、吹干和二次固化处理步骤在一个位置实现,不用将鞍座来回的拿取节省了操作的繁琐性,提升了鞍座整体后处理的工作效率。
29、综上所述,本技术包括以下至少一种有益技术效果:
30、对称设置的横管配合风扇在箱体内形成了单向流动的气流,加快了空气流动,提升了对鞍座的吹干效率,且两个横管进行位移后能够对鞍座进行夹持并产生旋转,使鞍座不用再翻面便可以吹干外表面;
31、根据定位销的位置不同,伺服电机配合齿轮和齿圈能够对横管产生不同的驱动状态。当定位销未插嵌在定位孔内时:启动伺服电机,伺服电机通过齿轮和齿圈的啮合,最终驱动横管转动,此时齿圈和螺杆之间的摩擦力足够驱动横管发生转动;当定位销插嵌在定位孔内时:启动伺服电机,伺服电机带动齿轮发生转动趋势,但由于定位销的限位,齿轮只能够在螺杆上发生位移,由于齿轮和齿圈啮合处位于凹槽内,齿圈能够通过凹槽的限位从而推动横管发生水平位移,最终两根横管沿相互靠近或远离的方向移动,但动力源还是伺服电机;
32、驱动电机作为动力源能够同时驱动吊笼和盖板进行位移。
- 还没有人留言评论。精彩留言会获得点赞!