一种双向同性连续压延纤维板及其生产装置
本发明涉及一种双向同性的纤维板及其压延成型装置,具体涉及一种实现在宽度、长度双向同性的连续压延成型纤维板及其装置。
背景技术:
1、短纤维增强的纤维板,通常需要多次折叠、压延成型,内部结构由多层定向排列纤维组成,层数越多,纤维排列方向的力学性能就越强;工业上为了实现规模连续生产,通常将含有纤维的未固化成型的原料压延为带状形状,然后将带状材料沿长度方向叠放,进一步压延,从而形成多层纤维带状结构。
2、上述传统的带状压延方法,将会造成纤维沿着压延前进方向排列,如图1所示。纤维的排列方向仅仅与压延方向同向,最后经过固化成型的纤维板,将会在宽度、长度两个方向具有完全不同的力学性能。
3、工程中需要双向同性的纤维增强板材,而传统方法和生产设备难以大规模生产。目前可以通过人工将长度较短的未固化纤维板沿着长度和宽度方向交替折叠、压延,但此过程耗时、耗力,且生产质量、工艺参数、生产时间均难以控制。
技术实现思路
1、本发明所要解决的技术问题是:纤维板压延过程纤维排列过于单一的问题。
2、为了解决上述问题,本发明通过以下技术方案予以实现:
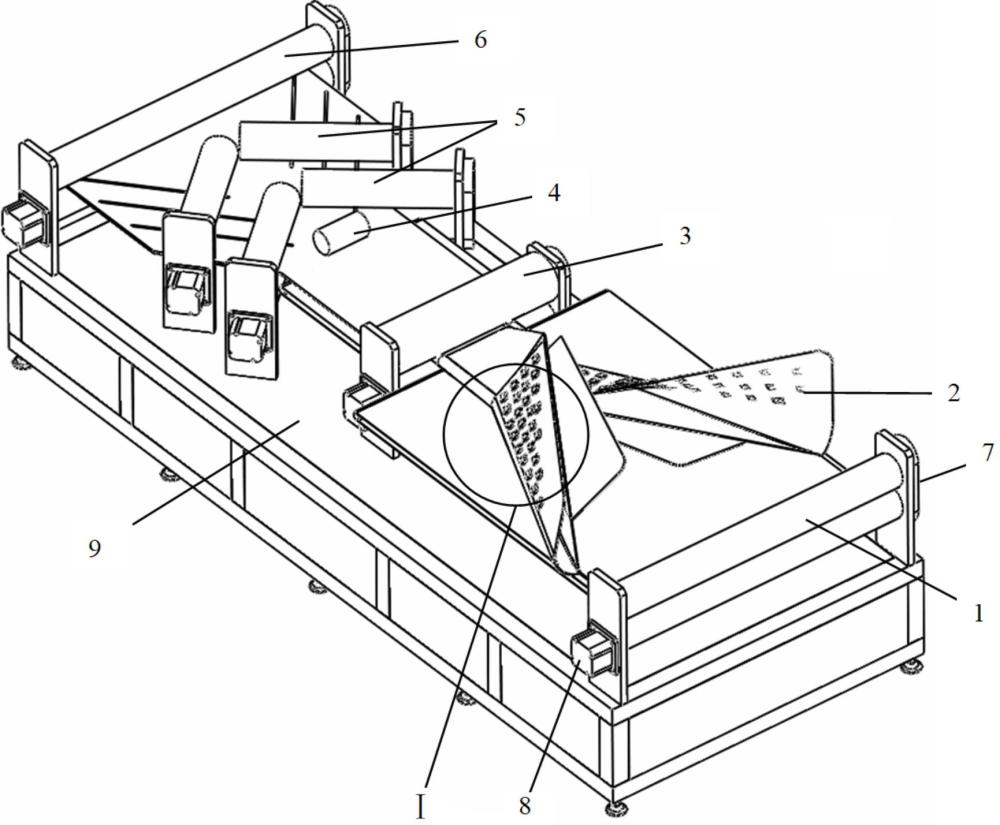
3、一种双向同性连续压延纤维板的生产装置,其包括压延装置底座,压延装置底座上依次设有用于输送纤维板的送料辊、用于对纤维板进行折叠的折叠机构、用于对纤维板进行预压的预压辊、用于对纤维板进行压延的双向压延辊组件及用于纤维板出料的牵引辊。
4、优选地,所述送料辊上设有用于调速的调速电机。
5、优选地,所述双向压延辊组件包括对称布置的两组辊,单侧为同一组,每组包括两对辊,每对辊包括上下布置并通过同步链条连接的两根辊,每对辊中的两根辊工作时夹持于纤维板上下两侧。
6、优选地,所述双向压延辊组件对称的两组辊中对应位置的辊靠近的两端呈夹角。
7、更优选地,所述夹角为90°。
8、优选地,所述预压辊与双向压延辊组件之间设有用于压延纤维板中心区域的导向辊。
9、更优选地,所述送料辊、预压辊、导向辊、牵引辊均包括一对上下布置并通过同步链条连接的两根辊,每对辊中的两根辊工作时夹持于纤维板上下两侧。
10、优选地,所述折叠机构用于将纤维板折叠为3层。
11、更优选地,所述折叠机构的两侧向上翻转且宽度逐渐收缩形成扁平的喇叭状仿形滑道,使纤维板的两边向中间折叠。
12、进一步地,所述仿形滑道上均布有微型滚轮,从而减少折叠过程中摩擦阻力。
13、进一步地,所述折叠机构两侧的向上翻转的部分,其翻转处所在的直线与纤维板的输送方向相同,使纤维板的两边向中间折叠的折叠线与纤维板的输送方向相同。
14、本发明还提供了一种双向同性连续压延纤维板,其制备方法为:将纤维板依次通过多台上述双向同性连续压延纤维板的生产装置,使纤维板内部不同层的纤维排布呈现交错排列,即得双向同性连续压延纤维板。
15、该种结构最大限度发挥了纤维增强的效果,实现了长度和宽度方向力学性能双向同性,且可实现工业连续生产。
16、本发明克服了纤维板压延过程纤维排列过于单一的问题,将纤维沿一定角度交错排列,使得纤维板沿着宽度和长度两个方向具有相同的力学性能。同时,通过折叠机构和压延机构,实现了纤维板的自动化连续生产。
17、本发明克服了传统纤维板及其压延装置仅对纤维沿前进方向拉伸压延的缺陷,纤维沿着单一方向排列,将会造成最终的板材或片材在宽度和长度方向力学性能的各项异性,无法最大限度发挥纤维增强的特性。本发明通过两边对折以及双向压延,可以实现纤维板内部纤维排列呈现一定夹角的交错分布,使得纤维板材在宽度和长度方向双向具有相同的性能,同时解决了工业连续生产的行业难题。
技术特征:
1.一种双向同性连续压延纤维板的生产装置,其特征在于,包括压延装置底座(9),压延装置底座(9)上依次设有用于输送纤维板的送料辊(1)、用于对纤维板进行折叠的折叠机构(2)、用于对纤维板进行预压的预压辊(3)、用于对纤维板进行压延的双向压延辊组件(5)及用于纤维板出料的牵引辊(6);所述双向压延辊组件(5)包括对称布置的两组辊,单侧为同一组,每组包括两对辊,每对辊包括上下布置并通过同步链条(7)连接的两根辊,每对辊中的两根辊工作时夹持于纤维板上下两侧;所述双向压延辊组件(5)对称的两组辊中对应位置的辊靠近的两端呈90°夹角。
2.如权利要求1所述的双向同性连续压延纤维板的生产装置,其特征在于,所述送料辊(1)上设有用于调速的调速电机(8)。
3.如权利要求1所述的双向同性连续压延纤维板的生产装置,其特征在于,所述预压辊(3)与双向压延辊组件(5)之间设有用于压延纤维板中心区域的导向辊(4)。
4.如权利要求3所述的双向同性连续压延纤维板的生产装置,其特征在于,所述送料辊(1)、预压辊(3)、导向辊(4)、牵引辊(6)均包括一对上下布置并通过同步链条(7)连接的两根辊,每对辊中的两根辊工作时夹持于纤维板上下两侧。
5.如权利要求1所述的双向同性连续压延纤维板的生产装置,其特征在于,所述折叠机构(2)用于将纤维板折叠为3层。
6.如权利要求5所述的双向同性连续压延纤维板的生产装置,其特征在于,所述折叠机构(2)的两侧向上翻转且宽度逐渐收缩形成扁平的喇叭状仿形滑道,使纤维板的两边向中间折叠。
7.如权利要求6所述的双向同性连续压延纤维板的生产装置,其特征在于,所述仿形滑道上均布有微型滚轮(10)。
8.如权利要求6所述的双向同性连续压延纤维板的生产装置,其特征在于,所述折叠机构(2)两侧的向上翻转的部分,其翻转处所在的直线与纤维板的输送方向相同,使纤维板的两边向中间折叠的折叠线与纤维板的输送方向相同。
9.一种双向同性连续压延纤维板,其特征在于,制备方法为:将纤维板依次通过多台权利要求1-8任一项所述的双向同性连续压延纤维板的生产装置,使纤维板内部不同层的纤维排布呈现交错排列,即得双向同性连续压延纤维板。
技术总结
本发明公开了一种双向同性连续压延纤维板及其生产装置。所述生产装置包括压延装置底座,压延装置底座上依次设有用于输送纤维板的送料辊、用于对纤维板进行折叠的折叠机构、用于对纤维板进行预压的预压辊、用于对纤维板进行压延的双向压延辊组件及用于纤维板出料的牵引辊。将纤维板通过该生产装置,使纤维板内部不同层的纤维排布呈现交错排列。本发明克服了纤维板压延过程纤维排列过于单一的问题,将纤维沿一定角度交错排列,使得纤维板沿着宽度和长度两个方向具有相同的力学性能。同时,通过折叠机构和压延机构,实现了纤维板的自动化连续生产。
技术研发人员:陈振中
受保护的技术使用者:东华大学
技术研发日:
技术公布日:2024/3/5
- 还没有人留言评论。精彩留言会获得点赞!