铜材与塑胶的复合材料及其制备方法与流程
【】本发明涉及铜加工,尤其是涉及一种铜材与塑胶的复合材料及其制备方法。
背景技术
0、
背景技术:
1、大多数电子产品的零件既需要铜材(铜或铜合金)的导电性能,又需要塑胶的绝缘性能,即其结构上既需要金属的强度又需要产品轻。
2、铜材与塑胶的复合大多数是先通过在铜材上加工出卡扣,再通过注塑的方式使塑胶与铜材在局部拉力下连接在一起,这种复合方式需要铜材具有一定的厚度以便于卡扣的加工,且卡扣的加工较为复杂。
3、相关技术的方案为了减小铜材与塑胶的复合难度,则是铜材通过强酸或强碱对其表面粗化或蚀刻的原理,以使铜材的表面粗糙坑洼以增大铜材与塑胶的结合面积,这种复合方式虽然能在铜材的表面形成大小且分布不均匀的坑洞,以使铜材不需要加工卡扣结构便可以与塑胶结合在一起。
4、上述相关技术的铜材与塑胶的复合方式虽然能减小复合难度,但铜材与塑胶的结合强度并不高,且容易开裂分离,只能应用于普通的电子产品,无法应用于高精度的电子产品,特别是电池产品,因为电池产品需要在注入电解液密封后,还能在一定压力下使铜与塑胶不会开裂漏气,以避免电解液泄露使电池失去功能或发生危险。且上述相关技术的铜材与塑胶的复合方式需要在铜材表面粗化成大小且分布不均匀的坑洞后及时与塑胶注塑结合,否则几天就会使得铜材表面的坑洞因为自身氧化等原因导致失效,从而使得铜材与塑胶注塑后的强度稳定性差。
5、因此,有必要提供一种铜材与塑胶的复合材料及其制备方法来解决上述缺陷。
技术实现思路
0、
技术实现要素:
1、本发明实施例的目的在于提供一种铜材与塑胶的复合材料及其制备方法,以解决相关技术中铜材与塑胶的复合方式会使铜材与塑胶的结合强度不高,且容易开裂分离的问题。
2、第一方面,本发明实施例提供了一种铜材与塑胶的复合制备方法,其包括以下步骤:
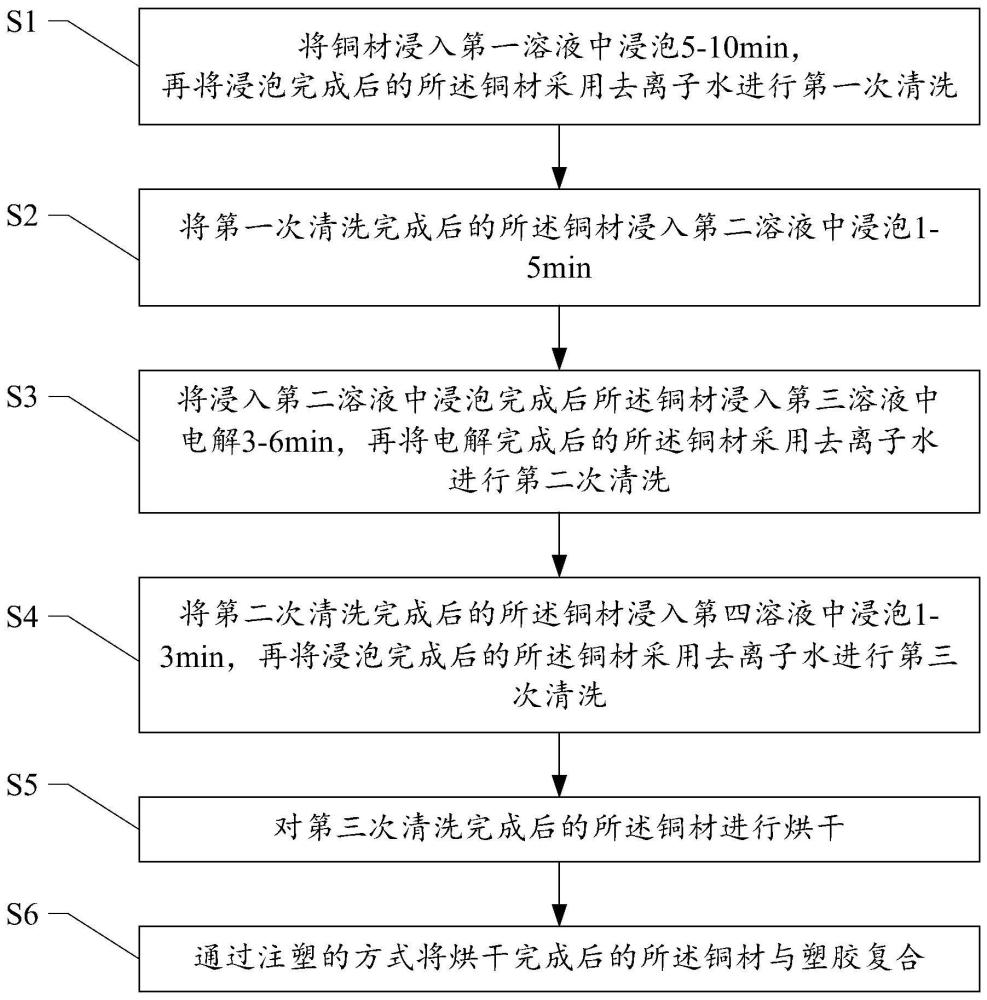
3、步骤s1、将铜材浸入第一溶液中浸泡5-10min,再将浸泡完成后的所述铜材采用去离子水进行第一次清洗;所述第一溶液包括柠檬酸、硫酸、辛基酚聚氧乙烯醚以及萘酸酐磺酸钠,所述第一溶液的温度为55-65℃;
4、步骤s2、将第一次清洗完成后的所述铜材浸入第二溶液中浸泡1-5min;所述第二溶液包括盐酸、过氧化钠、硝酸钠以及氯化钠,所述第二溶液的温度为20-35℃;
5、步骤s3、将浸入第二溶液中浸泡完成后所述铜材浸入第三溶液中电解3-6min,再将电解完成后的所述铜材采用去离子水进行第二次清洗;所述第三溶液包括磷酸三钠或聚磷酸钠以及苯并三氮唑和酒石酸钠,所述第三溶液的温度为18-21℃;电解时,所述铜材作为阳极,以石墨作为阴极,通入的电解电压为6-13v;
6、步骤s4、将第二次清洗完成后的所述铜材浸入第四溶液中浸泡1-3min,再将浸泡完成后的所述铜材采用去离子水进行第三次清洗;所述第四溶液包括硝酸钠、氯化铁以及磷酸,所述第四溶液的温度为25-35℃;
7、步骤s5、对第三次清洗完成后的所述铜材进行烘干;
8、步骤s6,通过注塑的方式将烘干完成后的所述铜材与塑胶复合。
9、优选的,所述步骤s1中,每升所述第一溶液中具有10-20g所述柠檬酸、20-50g所述硫酸、1-5g辛基酚聚氧乙烯醚、0.5-2g所述萘酸酐磺酸钠,余量为水。
10、优选的,所述步骤s2中,每升所述第二溶液中具有80-150g盐酸、10-30g过氧化钠、10-30g硝酸钠、10-20g氯化钠,余量为水。
11、优选的,所述步骤s3中,每升所述第三溶液中具有30-50g磷酸三钠、2-5g苯并三氮唑、10-20g酒石酸钠,余量为水。
12、优选的,所述步骤s4中,每升所述第四溶液中具有15-30g硝酸钠、20-40g氯化铁、50-100g磷酸,余量为水。
13、优选的,所述步骤s5中,第三次清洗完成后的所述铜材通过放入烤箱中进行烘干;所述烤箱内的温度为100℃,烘烤的时间为10min。
14、优选的,所述步骤s6中,通过注塑的方式将烘干完成后的所述铜材与塑胶复合的步骤具体为:将烘干完成后的所述铜材作为金属嵌件放入注塑模具中,再通过注塑的方式将放入注塑模具中的所述铜材与塑胶复合。
15、优选的,所述铜材为铜或铜合金。
16、优选的,所述步骤s6中,所述塑胶为聚亚苯基硫醚、饱和聚酯对苯二甲酸丁酯、聚酰胺以及丙烯腈-丁二烯-苯乙烯共聚物中的任意一种。
17、第二方面,本发明实施例提供了一种铜材与塑胶的复合材料,所述铜材与塑胶的复合材料由上述的铜材与塑胶的复合制备方法制成。
18、与现有技术相比,本发明中铜材与塑胶的复合制备方法依次通过将铜材浸入第一溶液中浸泡5-10min,再将浸泡完成后的所述铜材采用去离子水进行第一次清洗;将铜材浸入第一溶液中浸泡5-10min,再将浸泡完成后的所述铜材采用去离子水进行第一次清洗;将浸入第二溶液中浸泡完成后所述铜材浸入第三溶液中电解3-6min,再将电解完成后的所述铜材采用去离子水进行第二次清洗;将第二次清洗完成后的所述铜材浸入第四溶液中浸泡1-3min,再将浸泡完成后的所述铜材采用去离子水进行第三次清洗;对第三次清洗完成后的所述铜材进行烘干;通过注塑的方式将烘干完成后的所述铜材与塑胶复合。从而可以在铜材的表面生成大小接近且密布均匀的微孔,以使铜材与塑胶通过注塑的方式复合后形成铆接结构,进而提升铜材与塑胶的结合强度,且使两者不易开裂分离,使其能应用于更多高精度的电子产品。
技术特征:
1.一种铜材与塑胶的复合制备方法,其特征在于,所述铜材与塑胶的复合制备方法包括以下步骤:
2.如权利要求1所述的铜材与塑胶的复合制备方法,其特征在于,所述步骤s1中,每升所述第一溶液中具有10-20g所述柠檬酸、20-50g所述硫酸、1-5g辛基酚聚氧乙烯醚、0.5-2g所述萘酸酐磺酸钠,余量为水。
3.如权利要求1所述的铜材与塑胶的复合制备方法,其特征在于,所述步骤s2中,每升所述第二溶液中具有80-150g盐酸、10-30g过氧化钠、10-30g硝酸钠、10-20g氯化钠,余量为水。
4.如权利要求1所述的铜材与塑胶的复合制备方法,其特征在于,所述步骤s3中,每升所述第三溶液中具有30-50g磷酸三钠、2-5g苯并三氮唑、10-20g酒石酸钠,余量为水。
5.如权利要求1所述的铜材与塑胶的复合制备方法,其特征在于,所述步骤s4中,每升所述第四溶液中具有15-30g硝酸钠、20-40g氯化铁、50-100g磷酸,余量为水。
6.如权利要求1所述的铜材与塑胶的复合制备方法,其特征在于,所述步骤s5中,第三次清洗完成后的所述铜材通过放入烤箱中进行烘干;所述烤箱内的温度为100℃,烘烤的时间为10min。
7.如权利要求1所述的铜材与塑胶的复合制备方法,其特征在于,所述步骤s6中,通过注塑的方式将烘干完成后的所述铜材与塑胶复合的步骤具体为:将烘干完成后的所述铜材作为金属嵌件放入注塑模具中,再通过注塑的方式将放入注塑模具中的所述铜材与塑胶复合。
8.如权利要求1所述的铜材与塑胶的复合制备方法,其特征在于,所述步骤s1中,所述铜材为铜或铜合金。
9.如权利要求1所述的铜材与塑胶的复合制备方法,其特征在于,所述步骤s6中,所述塑胶为聚亚苯基硫醚、饱和聚酯对苯二甲酸丁酯、聚酰胺以及丙烯腈-丁二烯-苯乙烯共聚物中的任意一种。
10.一种铜材与塑胶的复合材料,其特征在于,所述铜材与塑胶的复合材料由权利要求1至9任意一项所述的铜材与塑胶的复合制备方法制成。
技术总结
本发明公开了一种铜材与塑胶的复合材料及其制备方法,其中,方法包括以下步骤:步骤S1、将铜材浸入第一溶液中浸泡5‑10min,再将铜材进行第一次清洗;步骤S2、将第一次清洗完成后的铜材浸入第二溶液中浸泡1‑5min;步骤S3、将浸入第二溶液中浸泡完成后铜材浸入第三溶液中电解3‑6min,再将铜材进行第二次清洗;步骤S4、将第二次清洗完成后的铜材浸入第四溶液中浸泡1‑3min,再铜材进行第三次清洗;步骤S5、对第三次清洗完成后的铜材进行烘干;步骤S6,通过注塑的方式将烘干完成后的铜材与塑胶复合。本发明中铜材与塑胶的复合制备方法可以提升铜材与塑胶的结合强度,且使两者不易开裂分离。
技术研发人员:计锋
受保护的技术使用者:计锋
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!