一种全生物降解卡基材料及其制备工艺的制作方法
本发明涉及卡基材料制备,具体为一种全生物降解卡基材料及其制备工艺。
背景技术:
1、塑料卡片之商业化已有数十年历史,其应用范围包括信用卡、1c智能卡、贵宾卡、游戏卡、电话卡等,应用量虽愈来愈大,但造成环境污染也愈来愈严重,因为现今所用的塑料卡,百分之九十以上都是用pvc材料制成,众所周知,pvc是一种不环保的材料。而小小的一张pvc卡用完后即遭人们任意丢弃,根本不容易回收处理。故而塑料卡片已成为地球上一种隐藏的环境污染物质,为了解决这一种日益严重的公害,全生物降解卡逐渐成为了以上卡片的主流,全生物降解卡主要使用可聚乳酸降解树脂以及软性降解材料制备,全生物降解卡在生产的过程中,通过对聚乳酸降解树脂和软性降解材料熔融,再将卡基材料碾压至规定厚度的卡基板,再使卡基板经过切割、叠放、置入芯片、压合成型形成卡片。
2、市面上常见的全生物降解卡基材料的制备工艺中,较难有效控制卡基材料的入料量,这导致卡基材料在碾压的过程中在碾压辊之间极易出现积料的情况,卡基材料在碾压辊中若发生冷却极难处理的同时,也会对卡基材料的制备效率造成影响。
3、于是,有鉴于此,针对现有的结构及缺失予以研究改良,提出一种全生物降解卡基材料及其制备工艺。
技术实现思路
1、本发明的目的在于提供一种全生物降解卡基材料及其制备工艺,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种全生物降解卡基材料及其制备工艺,包括以下步骤:
3、s1:工作人员将熔融的卡基材料均匀投入至入料槽内,熔融的卡基材料能随着入料箱的倾斜角逐渐滑入至出料滑板的位置,此时两组第二电机工作,带动两组第一碾压辊相向旋转,从出料滑板滑出的卡基材料能与第一碾压辊接触,并随着第一碾压辊的旋转逐渐进入至两组第一碾压辊之间,两组第一碾压辊之间的间距为制备卡基板的标准厚度,这使得第一碾压辊能将卡基材料碾压至标准厚度并移至碾压板的表面;
4、s2:卡基材料在两组第一碾压辊之间堆积时,会产生向对第一碾压辊方向的推力,第一碾压辊受到该推力时,会产生些许位移并使与对接桩之间的复位弹簧产生形变,复位弹簧产生形变后,对接桩会从与第一碾压辊同心状态更变为偏心,并对拉力感应器进行拉伸,这使得拉力感应器能感应到拉力,工作人员判断拉力感应器是否感应到拉力后,即可判断设备当前是否存在投料量过多的情况,此时复位弹簧内部的电磁铁工作能使复位弹簧复位,这使得对接桩和第一碾压辊能重新回到同心状态,这能避免第一碾压辊位置变动对碾压的卡基材料厚度产生影响;
5、s3:通过第一电机工作,能带动双向丝杠进行旋转,双向丝杠在旋转的过程中,能带动其外端的第一滑座板和第二滑板座相互靠拢或扩大两者之间的间距,因第一滑座板、第二滑板座在位移的过程中能带动第一碾压辊同步位移,能对两组第一碾压辊之间的间距进行灵活调整,得益于第一碾压辊的结构设计,第一碾压辊的高度调整并不会影响第一碾压辊的正常旋转,当两组第一碾压辊之间存在积料且卡基材料温度较低即将冷却时,通过扩大第一碾压辊之间的间距,能提升设备的出料量,这使得堆积的卡基材料能快速处理;
6、s4:通过第一液压缸工作,能带动升降座进行升降,这使得第二碾压辊与碾压板之间的间距能调整至卡基板的标准厚度,卡基材料移动至碾压板表面后,通过第二碾压辊旋转,能带动卡基材料向基座后端进行位移,而在此过程中,第二碾压辊能对卡基材料进行二次碾压,通过二次碾压,能降低卡基材料厚度不达标的概率,同时这使得积料时第一碾压辊扩大,未碾压成标准厚度的卡基材料能碾压至标准厚度;
7、s5:通过第二液压缸工作,能带动测厚板下移,这使得测厚板与碾压板之间的间距能调整至卡基板的标准厚度,完成二次碾压的卡基材料移动至测厚板底端后,若该卡基材料的厚度过厚,过厚的卡基材料会被测厚板进行第三次碾压,直至达到标准厚度,而移出测厚板后,通过吹风风扇的高速冷风吹拂,能使卡基材料完全冷却成卡基板,而当卡基材料存在厚度不足的情况时,吹风风扇吹出的冷风会穿过测厚板向第二碾压辊的方向流动,这使得风速感应器能感应到风的流动,并发出警报,这使得工作人员能对不合格位置的卡基板进行标记。
8、一种全生物降解卡基材料,其特征在于,所述按重量份数计,包括聚乳酸降解树脂70-80份,软性降解材料40-50份,颜料5-10份,植物性纤维10-15份,抗氧化剂2-5份
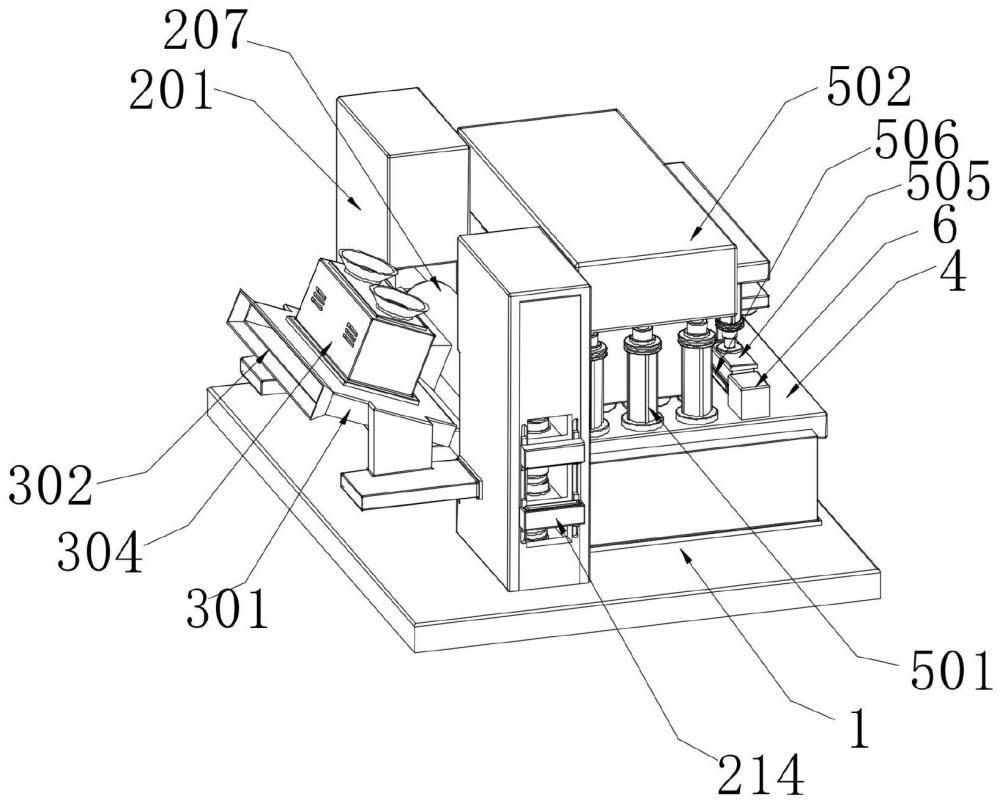
9、一种全生物降解卡基材料的制备工艺,其特征在于,包括基座、第一压平组件和第二压平组件,所述基座的顶部前端安置有第一压平组件,所述第一压平组件包括支撑座、第一电机、双向丝杠、第一滑座板、第二电机、输出轴、第一碾压辊、从动转轴、对接桩、复位弹簧、电磁铁、拉力感应器、第二滑板座、同步滑座和测距感应器,所述支撑座的内部安置有第一电机,且第一电机的输出端连接有双向丝杠,所述双向丝杠的外端设置有第一滑座板,且第一滑座板的外端连接有第二电机,所述第二电机的输出端连接有输出轴,且输出轴的外端连接有第一碾压辊,所述第一碾压辊远离输出轴一侧连接有从动转轴,所述从动转轴和输出轴靠近第一碾压辊一侧连接有对接桩,所述第一碾压辊与对接桩之间连接有复位弹簧,且复位弹簧的内部安置有电磁铁,所述第一碾压辊与对接桩之间设置有拉力感应器,所述从动转轴远离第一碾压辊一侧连接有第二滑板座,所述第一滑座板和第二滑板座的外端设置有同步滑座,且同步滑座的外端安置有测距感应器。
10、进一步的,所述第一碾压辊呈上下分布设置有两组,且第一碾压辊的滚动方向为相向滚动,而且第一碾压辊之间的间距为制备卡基板的标准厚度。
11、进一步的,所述第一碾压辊通过复位弹簧与对接桩弹性连接,且电磁铁得电使复位弹簧复位。
12、进一步的,所述支撑座的外端安置有入料组件,所述入料组件包括入料箱、入料槽、出料滑板和热风风机,所述入料箱的内侧开设有入料槽,且入料箱的前端连接有出料滑板,所述入料箱的顶部外侧安置有热风风机。
13、进一步的,所述出料滑板位于第一碾压辊之间,且热风风机向出料滑板的方向吹风。
14、进一步的,所述基座的后部外侧安置有碾压板,且碾压板的顶部外侧安置有第二压平组件,所述碾压板的后端两侧设置有隔板。
15、进一步的,所述第二压平组件包括第一液压缸、升降座、第二碾压辊、第二液压缸、测厚板、风速感应器和吹风风扇,所述第一液压缸的顶部外侧设置有升降座,且升降座的底部整列排布有第二碾压辊,所述升降座的外端安置有第二液压缸,且第二液压缸的输出端连接有测厚板,所述测厚板靠近第二碾压辊一侧设置有风速感应器,所述测厚板的顶部外侧安置有吹风风扇。
16、进一步的,所述测厚板的外表面与隔板的外表面相贴合,且测厚板与碾压板之间的间距为制备卡基板的标准厚度。
17、本发明提供了一种全生物降解卡基材料及其制备工艺,具备以下有益效果:
18、1、本发明第一碾压辊在对卡基材料进行碾压的过程中,若向碾压板方向出料速度低于入料箱的输料速度,卡基材料则容易在两组第一碾压辊之间堆积,卡基材料在两组第一碾压辊之间堆积时,会产生向对第一碾压辊方向的推力,第一碾压辊受到该推力时,会产生些许位移并使与对接桩之间的复位弹簧产生形变,复位弹簧产生形变后,对接桩会从与第一碾压辊同心状态更变为偏心,并对拉力感应器进行拉伸,这使得拉力感应器能感应到拉力,通过该设计,工作人员只需判断拉力感应器是否感应到拉力,即可判断设备当前是否存在投料量过多的情况,这能避免投料量过多导致卡基材料堆积冷却变硬而无法塑性的情况发生,而在拉力感应器感应到拉力后,复位弹簧内部的电磁铁工作能使复位弹簧复位,这使得对接桩和第一碾压辊能重新回到同心状态,这能避免第一碾压辊位置变动对碾压的卡基材料厚度产生影响。
19、2、本发明通过第一电机工作,能带动双向丝杠进行旋转,双向丝杠在旋转的过程中,能带动其外端的第一滑座板和第二滑板座相互靠拢或扩大两者之间的间距,因第一滑座板、第二滑板座在位移的过程中能带动第一碾压辊同步位移,通过该操作,能对两组第一碾压辊之间的间距进行灵活调整,这使得设备能根据生产情况实现不同厚度卡基材料的生产,此外得益于第一碾压辊的结构设计,第一碾压辊的高度调整并不会影响第一碾压辊的正常旋转,当两组第一碾压辊之间存在积料且卡基材料温度较低即将冷却时,通过扩大第一碾压辊之间的间距,能提升设备的出料量,这使得堆积的卡基材料能快速处理。
20、3、本发明卡基材料移动至碾压板表面后,通过第二碾压辊旋转,能带动卡基材料向基座后端进行位移,而在此过程中,第二碾压辊能对卡基材料进行二次碾压,通过二次碾压,能降低卡基材料厚度不达标的概率,同时这使得积料时第一碾压辊扩大,未碾压成标准厚度的卡基材料能碾压至标准厚度,这能提升设备的加工精度,通过第二液压缸工作,能带动测厚板下移,这使得测厚板与碾压板之间的间距能调整至卡基板的标准厚度,完成二次碾压的卡基材料移动至测厚板底端后,若该卡基材料的厚度过厚,过厚的卡基材料会被测厚板进行第三次碾压,直至达到标准厚度,而移出测厚板后,通过吹风风扇的高速冷风吹拂,能使卡基材料完全冷却成卡基板,而当卡基材料存在厚度不足的情况时,吹风风扇吹出的冷风会穿过测厚板向第二碾压辊的方向流动,这使得风速感应器能感应到风的流动,并发出警报,这使得工作人员能对不合格位置的卡基板进行标记,避免卡基板后续处理时使用该段不合格位置的卡基板,通过以上设计,能使设备在卡基板生产过程中进行自动厚度检测,这能免去额外的厚度检测流程,从而极大提升卡基板的生产效率。
- 还没有人留言评论。精彩留言会获得点赞!