一种不锈钢燃烧器的制作方法
1.本实用新型涉及用于烹饪的灶具领域,具体是一种不锈钢燃烧器。
背景技术:
2.传统燃烧器中,各部件均由铝压铸工艺制成,此种铝压铸工艺成本较高、生产效率较低;然而,为了克服传动压铸铝燃烧器的缺点,市面上出现了由不锈钢(或其他金属材料)板件制成的燃烧器,各部件一般由不锈钢板件冲压而成,加工生产成本较低,生产效率较高,但现有不锈钢燃烧器的结构存在分火不均的问题,因此,需要做进一步改进。
技术实现要素:
3.本实用新型的目的在于克服上述现有技术存在的不足,而提供一种不锈钢燃烧器,本燃烧器能达到分火均匀的效果,使燃烧器燃烧效果更佳,燃气燃烧更加均匀。
4.本实用新型的目的是这样实现的:
5.一种不锈钢燃烧器,包括外环火盖组件;所述外环火盖组件包括底盖、均流板和外环盖;所述底盖与外环盖配合装配形成外环槽腔,均流板至少部分把外环槽腔分隔成下外环燃气通道和上外环燃气通道,下外环燃气通道通过均流板上的若干分流孔连通上外环燃气通道;所述下外环燃气通道连通底盖上的总进气口,上外环燃气通道连通外环盖上的外环火孔。
6.所述底盖与均流板配合装配形成中间通道,所述总进气口通过中间通道连通下外环燃气通道。
7.所述底盖与均流板相互铆合连接;和/或,所述底盖与外环盖相互铆合连接。
8.所述底盖上设有外凸边、以及供外界空气进入的第一补气口;所述均流板上设有与第一补气口对应的第二补气口、以及沿第二补气口边缘延伸的内铆边;所述外环盖上设有与外凸边对应的外铆边;所述外凸边与外铆边相互铆合连接;所述第一补气口边缘与内铆边相互铆合连接。
9.所述外环盖上设有向内侧倾斜的第一锥形面,若干所述外环火孔开设于第一锥形面上,若干所述外环火孔随第一锥形面倾斜设置;和/或,所述均流板上设有向内侧倾斜的第二锥形面,若干所述分流孔开设于第二锥形面上,若干所述分流孔随第二锥形面倾斜设置。
10.还包括设置于均流板或外环盖上的内环火盖组件;所述内环火盖组件上设置有中心燃气通道和中心出气口,中心燃气通道的进气端连通总进气口、出气端连通中心出气口。
11.所述内环火盖组件包括中心火盖、中间板和连接板;所述中间板设置于中心火盖与连接板之间;所述中心火盖与中间板共同围成所述中心燃气通道;所述均流板上设有第一中心通孔;所述连接板上设有第二中心通孔,所述中间板上设有第三中心通孔,所述总进气口通过第一中心通孔、第二中心通孔和第三中心通孔连通中心燃气通道。
12.所述中间板和/或连接板与均流板紧固连接;所述中心火盖上设有中心铆边,所述
中间板和/或连接板上设置有中心凸边,中心铆边与中心凸边相互铆合连接。
13.所述中心火盖和/或中间板和/或连接板上设置有用于避让热电偶的第一避让缺口、以及用于避让点火针的第二避让缺口;所述中心火盖上设有与热电偶对应的第一侧向火孔、以及与点火针对应的第二侧向火孔,所述第一侧向火孔和第二侧向火孔分别连通中心燃气通道。
14.所述内环火盖组件位于环形的外环火盖组件内侧,内环火盖组件与外环火盖组件之间形成连通外界的补气通道。
15.本实用新型的有益效果如下:
16.底盖与外环盖组成形成外环槽腔,均流板位于底盖与外环盖之间并将外环槽腔分隔成下外环燃气通道和上外环燃气通道,上下外环燃气通道通过若干分流孔相互连通,经总进气口进入下外环燃气通道的燃气经分流孔均匀分流后再进入上外环燃气通道,此结构能使燃气均匀进入上外环燃气通道并最终均匀经各外环火孔喷出燃烧,有效的使内部燃气均匀分布,提高燃烧器的燃烧性能,且保证燃气充分燃烧,减少环境污染,提高燃气燃烧率。
附图说明
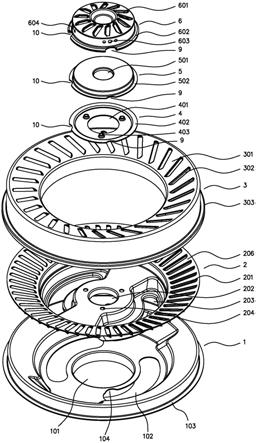
17.图1和图2分别为本实用新型一实施例中燃烧器不同方位的爆炸图。
18.图3为本实用新型一实施例中燃烧器的立体图。
19.图4为本实用新型一实施例中燃烧器的俯视图。
20.图5为图4中h-h方向的剖视图。
21.图6为图4中k-k方向的剖视图。
具体实施方式
22.下面结合附图及实施例对本实用新型作进一步描述。
23.参见图1-图6,本实施例涉及的不锈钢燃烧器包括外环火盖组件;外环火盖组件包括自下向上依次组合装配的底盖1、均流板2和外环盖3;底盖1与外环盖3配合装配形成环形的外环槽腔,均流板2至少部分位于外环槽腔中且把外环槽腔分隔成下外环燃气通道12和上外环燃气通道13,下外环燃气通道12和上外环燃气通道13分别呈环形,下外环燃气通道12通过均流板2上的若干分流孔201连通上外环燃气通道13,下外环燃气通道12中的燃气经分流孔201均匀分流后再进入上外环燃气通道13,实现有效的分流;下外环燃气通道12连通底盖1中部的总进气口101,上外环燃气通道13连通外环盖3顶部的外环火孔302。
24.进一步地,底盖1与均流板2配合装配形成两条相对称的中间通道11,总进气口101通过两条中间通道11连通下外环燃气通道12。
25.进一步地,本实施例中,底盖1与均流板2相互铆合连接,底盖1与外环盖3相互铆合连接;当然,根据实际需要也可以是:底盖1与均流板2相互铆合连接,或者,底盖1与外环盖3相互铆合连接。需要说明的是,铆合连接工艺可以用焊接工艺替代。
26.进一步地,针对上述的铆合连接:底盖1外侧边缘上设有外凸边103、内侧开设有供外界空气(目的是为燃气燃烧补充所需的氧气等有益气体)进入的第一补气口102;均流板2内侧设有与第一补气口102对应的第二补气口203、以及沿第二补气口203边缘延伸的内铆边205,第一补气口102与第二补气口203形状结构彼此相匹配;外环盖3外侧边缘上设有与
外凸边103对应的外铆边303;外凸边103与外铆边303相互铆合连接;第一补气口102边缘与内铆边205相互铆合连接。
27.进一步地,本实施例中,
①
外环盖3顶部设有向内侧倾斜的环形的第一锥形面301,若干外环火孔302开设于第一锥形面301上,若干外环火孔302随第一锥形面301倾斜设置,第一锥形面301的倾斜角θ1为15
°‑
30
°
,优选20
°
;外环火孔302分别为条形开孔且相对径向基准线倾斜延伸,倾斜角α为20
°‑
30
°
,本实施例优选25
°
,倾斜设置的外环火孔302还可以防止回火;
②
均流板2周侧设有向内侧倾斜的环形的第二锥形面206,若干分流孔201开设于第二锥形面206上,若干分流孔201随第二锥形面206倾斜设置,第二锥形面206的倾斜角θ2为15
°‑
30
°
,优选20
°
,即第一锥形面301与第二锥形面206的倾斜角一致;分流孔201分别为条形开孔且相对径向延伸。以上
①②
项的技术特征还可以单独设置。
28.进一步地,燃烧器还包括固定设置于均流板2中部的内环火盖组件(然而根据实际需要,通过简单的结构变换,也可以把内环火盖组件设置于外环盖3上);内环火盖组件上设置有中心燃气通道15和中心出气口601,中心燃气通道15的进气端连通总进气口101、出气端连通中心出气口601,外环火盖组件间隔式包围于内环火盖组件外侧,使燃烧器使用时可产生外环火和中心火。
29.进一步地,内环火盖组件包括自上而下依次设置的中心火盖6、中间板5和连接板4;中间板5设置于中心火盖6与连接板4之间;中心火盖6与中间板5共同围成中心燃气通道15,若干中心出气口601环形均布于中心火盖6顶部;均流板2中部开设有第一中心通孔202;连接板4中部开设有第二中心通孔401,中间板5中部开设有第三中心通孔501,总进气口101依次通过第一中心通孔202、第二中心通孔401和第三中心通孔501连通中心燃气通道15。
30.进一步地,本实施例中,连接板4与均流板2紧固连接(根据产品需要也可以是,连接板4和中间板5共同紧固连接均流板2,或者,中间板5与均流板2紧固连接);中心火盖6周侧边缘上设有中心铆边602,中间板5和连接板4周侧边缘上分别设置有中心凸边(当然,中心凸边也可单独设置于中间板5或连接板4上),中心铆边602与中心凸边相互铆合连接,实现内环火盖组件组合连接。具体地,连接板4上环形均布有三个安装螺孔403,均流板2上环形均布有三个分别与安装螺孔403一一对应的安装通孔204,紧固螺钉16穿过安装通孔204后与对应的安装螺孔403螺纹连接,实现均流板2与连接板4的紧固连接,进而实现外环火盖组件与内环火盖组件的安装连接;中心凸边包括设置于连接板4周侧边缘的第一中心凸边402、以及设置于中间板5周侧边缘的第二中心凸边502,第一中心凸边402与第二中心凸边502上下叠置式铆接。
31.进一步地,现有的燃烧器上一般设置有用于监测温度的热电偶7和用于点火引燃的点火针8,其中,热电偶7和点火针8分别贯穿式设置于相应的第一、第二补气口内侧,为此底盖1上设有与热电偶7和点火针8对应的凹部104;为了保证热电偶7和点火针8分别可顺利完成各自的工作,中心火盖6、中间板5和连接板4(或者是其中的一个或两个以上部件)上分别设置有用于避让热电偶7的第一避让缺口9、以及用于避让点火针8的第二避让缺口10,设置第一避让缺口9和第二避让缺口10还可以有利于连接板4、中间板5和中心火盖6的冲压定位,保证工件的加工稳定性;为了进一步保证热电偶7和点火针8分别可顺利完成各自的工作,中心火盖6侧部开设有与热电偶7对应的第一侧向火孔603、以及与点火针8对应的第二侧向火孔604,第一侧向火孔603和第二侧向火孔604分别连通中心燃气通道15,燃气穿过第
一侧向火孔603喷出以在热电偶7有效监测范围内燃烧,燃气穿过第二侧向火孔604喷出以到达点火针8的有效点火范围内。
32.进一步地,内环火盖组件位于环形的外环火盖组件内侧,内环火盖组件与外环火盖组件之间形成连通外界的补气通道14,为燃气的燃烧补充所需的氧气。
33.进一步地,底盖1、均流板2、外环盖3、连接板4、中间板5和中心火盖6分别有不锈钢板材一体冲压而成,冲压完成后通过铆接工艺组装成一体。
34.进一步地,参见图5和图6,图中空心箭头代表空气输送轨迹,实心箭头代表燃气输送轨迹。
35.上述为本实用新型的优选方案,显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本领域的技术人员应该了解本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1