一种过滤箱烧嘴及板式过滤箱的制作方法
本技术涉及金属过滤,具体的涉及一种过滤箱烧嘴及板式过滤箱。
背景技术:
1、板式过滤装置作为一种经济有效的过滤装置,在铝加工的熔铸车间广泛使用,用来洁净铸造用的铝水。现有的烧嘴安装在板式过滤箱盖上,这种加热方式主要通过对流传热的形式对箱体内部进行加热。最大的优点就是升温快,时间短,基本40分钟内就可以达到需求,而电加热的形式升温慢,时间长,基本2小时以上。但是燃气加热对烧嘴的形式要求比较高。传统烧嘴的缺点是火焰长,由于箱体内膛浅,为了防止内衬局部过烧,在加热时,必要时箱盖需要打开到一定的角度,同时需要安装烧嘴砖,过滤箱盖厚度大、重量大,不易维护。
技术实现思路
1、为解决上述技术问题,本实用新型提供了一种过滤箱烧嘴及板式过滤箱,通过设置火焰控制组件的控制火焰的长度,防止过滤箱内衬局部过热,同时不需要烧嘴砖,减小过滤箱盖厚度。
2、具体的,本实用新型公开了一种过滤箱烧嘴,包括:烧嘴本体,所述烧嘴本体上设置有空气进口和燃料进口,所述烧嘴本体下方设置有火焰控制组件。
3、采用上述技术方案的有益之处在于,通过设置火焰控制组件实现对烧嘴火焰形状的控制,防止因火焰长度过长造成过滤箱内局部过热的情况发生。
4、进一步的,烧嘴本体内设置有燃料混合腔。
5、采用上述技术方案的有益之处在于,通过设置燃料混合腔件将燃料与空气进行混合,使形成的火焰均匀,燃料燃烧充分,减少有害气体的产生。
6、进一步的,所述火焰控制组件包括控制件,所述控制件的中部设置有容纳腔,所述容纳腔的底部四周设置有风道孔。
7、采用上述技术方案的有益之处在于,通过设置容纳腔用于对火焰燃烧进行防护,同时设置风道孔使火焰可以从风道孔内伸展并形成圆盘形火焰,火焰短,使过滤箱内受热均匀。
8、进一步的,所述烧嘴本体下部设置有连接部,所述连接部与所述控制件连接。
9、采用上述技术方案的有益之处在于,所述连接部用于将过滤箱烧嘴与控制件进行连接,同时连接部用于连接过滤箱盖与过滤箱烧嘴,将过滤箱烧嘴进行固定。
10、进一步的,所述空气进口为高压风入口,所述高压风入口上连接有阀门。
11、采用上述技术方案的有益之处在于,通过设置带有阀门的空气进口连接高压风,将高压风导入到过滤箱烧嘴内部,然后吹动火焰从风道孔内喷出,同时可以降低火焰的温度,防止过烧。
12、进一步的,所述风道孔的下方设置有圆形阻挡件,所述圆形阻挡件固定在所述控制件底部。
13、采用上述技术方案的有益之处在于,所述圆形阻挡件的设置用于阻挡火焰,对火焰的喷出位置进行控制,使火焰均匀向四周喷出,将过滤箱内部进行均匀加热,防止过滤箱内部局部受热,对过滤箱造成损坏。
14、进一步的,本实用新型还公开了一种板式过滤箱,包括:过滤箱盖、过滤箱本体、过滤箱型腔和过滤箱内衬,还包括上述技术方案任一所述的过滤箱烧嘴。
15、采用上述技术方案的有益之处在于,通过在板式过滤箱上设置过滤箱烧嘴,实现对过滤箱内部的均匀加热,防止局部受热过多造成过滤箱内衬损坏,同时不需要烧嘴砖,减小过滤箱盖的厚度,降低加工成本。
技术特征:
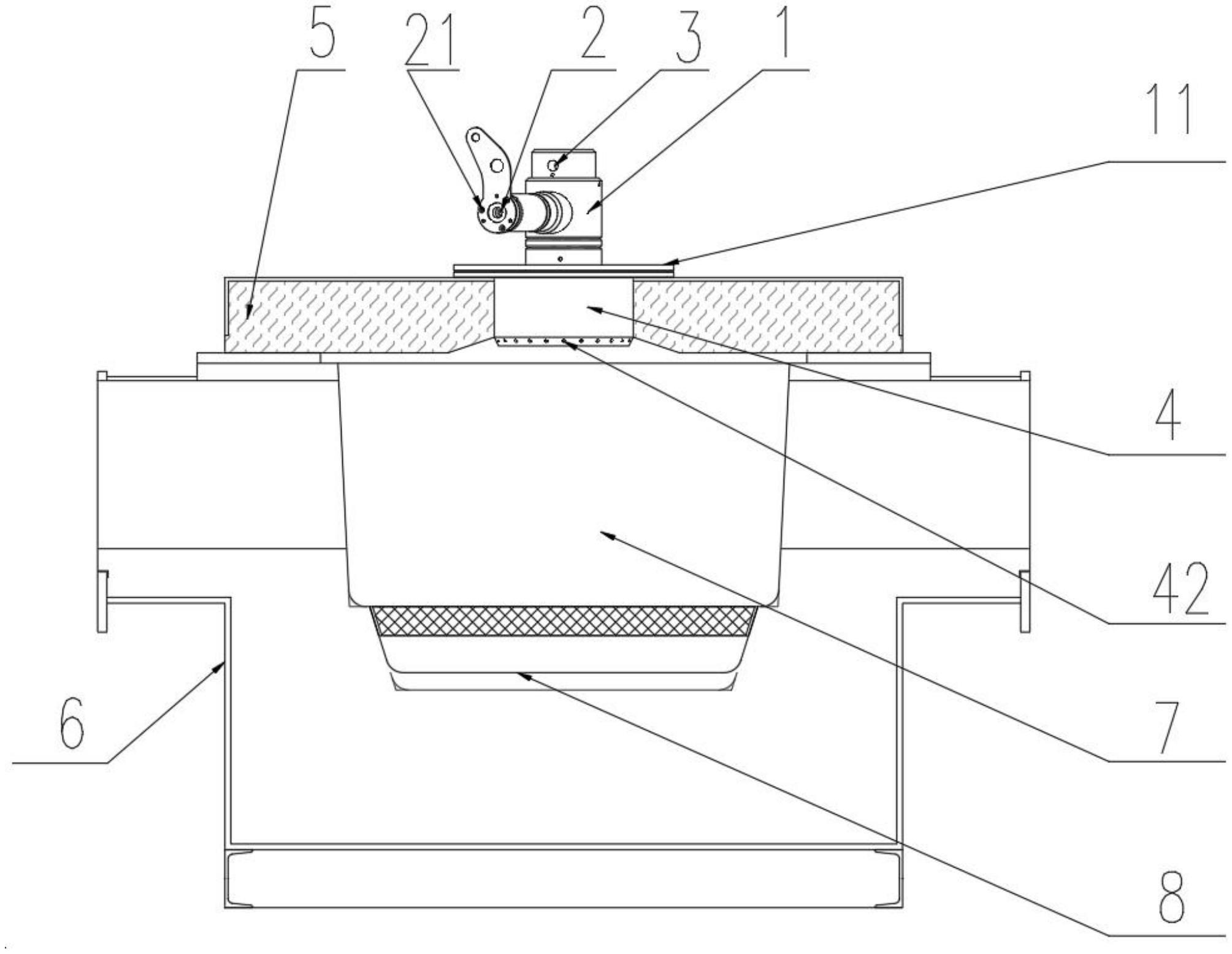
1.一种过滤箱烧嘴,其特征在于,包括:烧嘴本体(1),所述烧嘴本体(1)上设置有空气进口(2)和燃料进口(3),所述烧嘴本体(1)下方设置有火焰控制组件,所述火焰控制组件包括控制件(4),所述控制件(4)的中部设置有容纳腔(41),所述容纳腔(41)的底部四周设置有风道孔(42)。
2.根据权利要求1所述的过滤箱烧嘴,其特征在于,烧嘴本体(1)内设置有燃料混合腔。
3.根据权利要求2所述的过滤箱烧嘴,其特征在于,所述烧嘴本体(1)下部设置有连接部(11),所述连接部(11)与所述控制件(4)连接。
4.根据权利要求1所述的过滤箱烧嘴,其特征在于,所述空气进口(2)为高压风入口,所述高压风入口上连接有阀门(21)。
5.根据权利要求3所述的过滤箱烧嘴,其特征在于,所述风道孔(42)的下方设置有圆形阻挡件(43),所述圆形阻挡件(43)固定在所述控制件(4)底部。
6.一种板式过滤箱,包括:过滤箱盖(5)、过滤箱本体(6)、过滤箱型腔(7)和过滤箱内衬(8),其特征在于,还包括权利要求1-5任一所述的过滤箱烧嘴。
技术总结
本技术公开了一种过滤箱烧嘴及板式过滤箱,包括:烧嘴本体,所述烧嘴本体上设置有空气进口和燃料进口,所述烧嘴本体下方设置有火焰控制组件。采用上述技术方案的有益之处在于,通过设置火焰控制组件实现对烧嘴火焰长短形状的控制,防止因火焰长度过长造成过滤箱内局部过热的情况发生。
技术研发人员:刘萍花,何雷,王伟
受保护的技术使用者:苏州博能炉窑科技有限公司
技术研发日:20221124
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!