中央空调扁平化室内机钣金及其生产工艺的制作方法
1.本发明涉及中央空调技术领域,尤其涉及中央空调扁平化室内机钣金及其生产工艺。
背景技术:
2.中央空调系统由一个或多个冷热源系统和多个空气调节系统组成,该系统不同于传统冷剂式空调,(如单体机,vrv) 集中处理空气以达到舒适要求。采用液体气化制冷的原理为空气调节系统提供所需冷量,用以抵消室内环境的热负荷;制热系统为空气调节系统提供所需热量,用以抵消室内环境冷暖负荷。制冷系统是中央空调系统至关重要的部分,其采用种类、运行方式、结构形式等直接影响了中央空调系统在运行中的经济性、高效性、合理性。
3.专利号为201710652435.8公开了一种出风面板组件及具有其的中央空调室内机,出风面板组件包括:面框,面框围合限定出敞开口;多个导风条,每个导风条沿左右方向延伸且可枢转地设在敞开口处;连杆,连杆可在第一位置、第二位置和第三位置之间切换移动地设于面框内,连杆上设有多个连接部,多个连接部和多个导风条一一对应相连,以使得连杆在第一位置、第二位置和第三位置之间切换移动时驱动导风条转动,当连杆移动至第一位置时,导风条沿大致水平方向延伸;当连杆移动至第二位置时,导风条在由后向前的方向上向下倾斜延伸;当连杆移动至第三位置时,导风条沿上下方向延伸。
4.专利号为201810050716.0公开一种减振降噪的中央空调风机盘管安装结构,包括箱体以及设置于箱体中的风机、换热盘管,箱体中位于换热盘管与风机之间设置有隔板,隔板朝向风机一侧为进风腔室,隔板朝向换热盘管一侧为换热腔室,隔板上开设有与风机蜗壳出风口相连通的开口;风机蜗壳与隔板可拆卸连接且二者连接处设置有第一减振垫片。
5.现有的中央空调室内机在使用时由于体积过大在使用时需要空间较大的吊顶空间进行安装,从而导致室内空间过低,使室内充满压抑感,且在进行安装时通过螺栓等固定较为麻烦,且在使用时会产生振动导致螺母滑丝,导致室内机运行振动而产生噪音的问题,因此,亟需设计中央空调扁平化室内机钣金及其生产工艺来解决上述问题。
技术实现要素:
6.本发明的目的是为了解决现有技术中存在的体积过大导致室内空间过低,使室内充满压抑感,在使用时会产生振动导致螺母滑丝,导致室内机运行振动而产生噪音的缺点,而提出的中央空调扁平化室内机钣金及其生产工艺。
7.为了实现上述目的,本发明采用了如下技术方案:中央空调扁平化室内机钣金,包括表冷器扁平化钣金壳体,所述表冷器扁平化钣金壳体的内侧设置有表冷器换热管,所述表冷器扁平化钣金壳体的一端设置有出风口,所述表冷器扁平化钣金壳体的上侧设置有风轮扁平化钣金壳体,所述风轮扁平化钣金壳体与表冷器扁平化钣金壳体内侧连通,所述风轮扁平化钣金壳体的上侧设置有扁平化电机,所
述表冷器扁平化钣金壳体的两端设置有安装板,所述安装板的两端设置有固定机构,所述固定机构包括支撑筋板、固定柱、限位卡板和缓冲弹簧,所述固定柱的一端固定安装在屋顶,所述固定柱的一端穿过安装板,所述支撑筋板套设在固定柱的一端,所述限位卡板的一端穿过固定柱并卡合在支撑筋板上,所述缓冲弹簧设置在支撑筋板的内侧,且固定柱穿过支撑筋板和缓冲弹簧。
8.进一步的,所述风轮扁平化钣金壳体的出风口与表冷器扁平化钣金壳体上远离出风口的一端连通,所述表冷器换热管呈s形安装在表冷器扁平化钣金壳体的内部。
9.进一步的,所述支撑筋板的形状设置为u形,且缓冲弹簧固定安装在u型支撑筋板的支脚之间,且限位卡板卡合在u型支撑筋板的支脚上。
10.进一步的,所述扁平化电机包括电机壳体和固定安装在电机壳体一端的电机座,所述电机壳体的内侧固定连接有定子,所述定子的内侧设置有转轴,所述转轴的内侧设置有电机轴,所述电机轴与电机壳体和电机座通过轴承转动连接,所述电机轴的一端与风轮扁平化钣金壳体内的风轮固定连接。
11.中央空调扁平化室内机钣金生产工艺,包括以下步骤:s1:板材断切:根据室内机尺寸对钣金进行切割;s2:折弯:根据室内机的形状进行弯折成型;s3:焊接打磨:对各个部位进行焊接固定,并打磨去毛刺;s4:喷漆:对打磨好的钣金进行喷漆并干燥;s5:组装;对喷漆完成的钣金进行组装。
12.进一步的,所述s1中板材断切采用激光切割,并通过冷却液冲洗冷却,激光切割分两步:瞬时爆孔、脉冲切割,瞬时爆孔时激光发生器功率3kw,脉冲切割时激光发生器功率2kw。
13.进一步的,所述s2中弯折时,根据室内机的形状对弯折处开槽,然后再进行弯折。
14.进一步的,所述s3中焊接打磨对切割处进行重点打磨,且同时对内侧打磨。
15.进一步的,所述s4的喷漆时对表面喷漆的同时进行印刷。
16.进一步的,所述s5中在对各个钣金进行组装,通过焊接或螺栓固定,然后对焊接处进行打磨处理,组装完成后进行入库。
17.本发明的有益效果为:1.通过设计的表冷器扁平化钣金壳体、风轮扁平化钣金壳体和扁平化电机,在使用时通过扁平化设计,在安装时无需过大的顶部空间,从而减少空间的占据,增大得了室内空间,且安装更加轻便快捷。
18.2.通过设计的固定机构,进行安装时通过支撑筋板和限位卡板对固定柱卡合限位,从而对表冷器扁平化钣金壳体安装使用,且通过支撑筋板和缓冲弹簧的弹力在使用时对产生的振动进行缓冲,从而减少摩擦产生的噪音。
19.3.本发明结构简单,选用钣金材质使整个生产工艺更加优化,成本更低,通过刨槽在弯折钣金进行无折痕弯压,在提高了钣金的质量。
附图说明
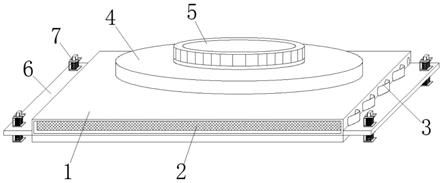
20.图1为本发明提出的中央空调扁平化室内机钣金及其生产工艺的结构示意图;
图2为本发明提出的中央空调扁平化室内机钣金及其生产工艺的固定机构结构示意图;图3为本发明提出的中央空调扁平化室内机钣金及其生产工艺的扁平化电机结构示意图。
21.图中:1表冷器扁平化钣金壳体、2出风口、3表冷器换热管、4风轮扁平化钣金壳体、5扁平化电机、6安装板、7固定机构、8支撑筋板、9固定柱、10限位卡板、11缓冲弹簧、12电机座、13电机壳体、14定子、15转轴、16电机轴。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
24.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
25.请同时参见图1至图3,中央空调扁平化室内机钣金,包括表冷器扁平化钣金壳体1,表冷器扁平化钣金壳体1的内侧设置有表冷器换热管3,表冷器扁平化钣金壳体1的一端设置有出风口2,表冷器扁平化钣金壳体1的上侧设置有风轮扁平化钣金壳体4,风轮扁平化钣金壳体4与表冷器扁平化钣金壳体1内侧连通,风轮扁平化钣金壳体4的上侧设置有扁平化电机5,
‑
通过表冷器扁平化钣金壳体1、风轮扁平化钣金壳体4和扁平化电机5均进行扁平化设计,可以减少占用的空间,,增大得了室内空间,且安装更加方便快捷
‑
,表冷器扁平化钣金壳体1的两端设置有安装板6,安装板6的两端设置有固定机构7,固定机构7包括支撑筋板8、固定柱9、限位卡板10和缓冲弹簧11,固定柱9的一端固定安装在屋顶,固定柱9的一端穿过安装板6,支撑筋板8套设在固定柱9的一端,限位卡板10的一端穿过固定柱9并卡合在支撑筋板8上,缓冲弹簧11设置在支撑筋板8的内侧,且固定柱9穿过支撑筋板8和缓冲弹簧11,通过支撑筋板8和限位卡板10快速对固定柱9限位,从而方便对表冷器扁平化钣金壳体1进行固定,且通过缓冲弹簧11和支撑筋板8可以提供弹力进行缓冲。
26.进一步的,风轮扁平化钣金壳体4的出风口与表冷器扁平化钣金壳体1上远离出风口2的一端连通,表冷器换热管3呈s形安装在表冷器扁平化钣金壳体1的内部,使风轮扁平化钣金壳体4在使用时方便对表冷器扁平化钣金壳体1内通风,且风充分从表冷器扁平化钣金壳体1内经过,通过表冷器换热管3进行换热。
27.进一步的,支撑筋板8的形状设置为u形,且缓冲弹簧11固定安装在u型支撑筋板8
的支脚之间,且限位卡板10卡合在u型支撑筋板8的支脚上,使支撑筋板8在使用时卡合更加稳定。
28.进一步的,扁平化电机5包括电机壳体13和固定安装在电机壳体13一端的电机座12,电机壳体13的内侧固定连接有定子14,定子14的内侧设置有转轴15,转轴15的内侧设置有电机轴16,电机轴16与电机壳体13和电机座12通过轴承转动连接,电机轴16的一端与风轮扁平化钣金壳体4内的风轮固定连接,进行扁平化设计减少扁平化电机5占用的空间。
29.中央空调扁平化室内机钣金生产工艺,包括以下步骤:s1:板材断切:根据室内机尺寸对钣金进行切割;s2:折弯:根据室内机的形状进行弯折成型;s3:焊接打磨:对各个部位进行焊接固定,并打磨去毛刺;s4:喷漆:对打磨好的钣金进行喷漆并干燥;s5:组装;对喷漆完成的钣金进行组装。
30.进一步的,s1中板材断切采用激光切割,并通过冷却液冲洗冷却,激光切割分两步:瞬时爆孔、脉冲切割,瞬时爆孔时激光发生器功率3kw,脉冲切割时激光发生器功率2kw。
31.进一步的,s2中弯折时,根据室内机的形状对弯折处开槽,然后再进行弯折。
32.进一步的,s3中焊接打磨对切割处进行重点打磨,且同时对内侧打磨。
33.进一步的,s4的喷漆时对表面喷漆的同时进行印刷。
34.进一步的,s5中在对各个钣金进行组装,通过焊接或螺栓固定,然后对焊接处进行打磨处理,组装完成后进行入库。
35.工作原理:在使用安装时先把固定柱9固定在使用位置,然后把表冷器扁平化钣金壳体1两端的安装板6套设在固定柱9上,再把支撑筋板8和缓冲弹簧11套设在固定柱9上,最后把限位卡板10卡合在固定柱9上固定,且安装板6的两侧均设置有固定机构7,在安装使用时由于表冷器扁平化钣金壳体1、风轮扁平化钣金壳体4和扁平化电机5均进行扁平化设计,可以减少占用的空间,,增大得了室内空间,且安装更加方便快捷,在使用时产生的振动可以通过支撑筋板8和缓冲弹簧11的弹力进行缓冲,并减少振动产生的噪音。
36.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1