一种钛及钛合金EB熔炼用料箱的制作方法
一种钛及钛合金eb熔炼用料箱
技术领域
1.本发明涉及钛材加工技术领域,具体涉及一种钛及钛合金eb熔炼用料箱。
背景技术:
2.钛及钛合金具有比强度高、质轻、耐腐蚀等优点,在航空航天、舰船、武器装备、化工等领域应用广泛。钛及钛合金传统的熔炼方式为真空自耗电弧熔炼(var),将原料配料后混料并压制组焊电极,经2~3次var熔炼为圆锭,再经锻造打磨后获得轧制板材所需的方坯,制造工序流程长、损耗大。电子束熔炼(eb)可直接生产扁锭,铣面后获得方坯,流程短、损耗小、成本低,可生产大规格扁锭。
3.钛及钛合金熔炼的原料一般分为海绵钛与钛残料(回收料)两种,eb熔炼有垂直进料和水平进料两种方式,前者适用于海绵钛的纯钛ta1熔炼,而水平进料对于增氧纯钛以及钛合金的熔炼效果更好,且更适用于钛残料熔炼。现有eb熔炼钛合金技术,对于海绵钛熔炼的水平进料方式,多采用与var熔炼相同的压制组焊电极方式,将原料压制为椭圆形或方形压块,组焊为棒状电极,需要投入大吨位压力机压制电极并进行焊接,而采用料箱盛放混料的方式以替代压块焊接,在水平进料中可以达到与压块相同的效果。对于回收料的熔炼,采用将残料捆扎或组焊的方式,捆扎形状不统一,在进料过程中容易出现偏斜,同时捆扎或组焊的效率低。现有海绵钛压块电极与回收料捆扎电极在水平推料中底部接触面积小,极易出现偏斜情况,超出电子束熔炼范围;此外容易出现料头翻落的情况,对熔炼稳定性和成分均匀性造成影响。
技术实现要素:
4.本发明的目的在于克服现有技术的不足,提供一种钛及钛合金eb熔炼用料箱,该料箱更适用于eb水平推料装置,相比现有原料制备方式,效率更高、周期短、成本低,进料更为平直稳定,避免出现偏斜和翻落情况,从而提高钛及钛合金eb熔炼的稳定性和均匀性。
5.本发明为解决上述技术问题采用的技术方案是:一种钛及钛合金eb熔炼用料箱,该料箱用于盛放熔炼原料,该料箱包括箱体和底板,箱体包括前端板、后端板及设置在前端板和后端板间的两个侧板,前端板、后端板及两个侧板首尾依次连接组成一个四边形箱体,底板安装在箱体的底部,底板的前端开设有卡槽,该卡槽与箱体相连通,底板的后端沿底板的长度方向延伸设置有压板,该压板设置在后端板的外侧,相邻两个料箱的卡槽与压板相互配合设置。
6.进一步的,箱体内设置有若干个隔板,若干个隔板间隔设置,每一个隔板的一端与其中一个侧板相连,隔板的另一端与另一个侧板相连。
7.进一步的,两个侧板间还设置有拉筋。
8.进一步的,卡槽的长度与压板的长度相同。
9.一种钛及钛合金eb熔炼用料箱的制备方法,包括以下制备步骤:步骤一、选料;选取厚度3~6mm的纯钛或钛合金板材或相应的板材残料作为料箱用
板,熔炼不同材质,选用对应材质的板材或板材残料,选用1mm以下纯钛板作为料箱内部隔板;步骤二、裁剪;将板材裁剪为适合于eb炉进料口尺寸的规格,其中宽度与高度尺寸依据进料口尺寸,分别在进料口尺寸基础上预留20~50mm与50~150mm的余量,料箱长度尺寸大于1400~1600mm;步骤三、拼焊焊接;将板材残料拼焊为步骤二的规格,作为板材的替代或与板材料一同使用;步骤四、料箱焊接;使用步骤三获得的板材料或残料拼焊料,焊接得到料箱。
10.一种钛及钛合金eb熔炼用料箱的上料方法,包括以下步骤:步骤五、装料;在料箱的内部,卡槽的上方铺上纯钛薄板,再将熔炼原料加入料箱内;步骤六、上料;将若干个料箱沿料箱的长度方向依次设置,两个相邻的料箱的连接方式为,后面料箱的卡槽压住前面料箱的压板;将连接好的若干个料箱放置于进料轨道上顺序进入熔炼室进行熔化。
11.本发明的有益效果主要表现在以下几个方面:本专利可以替代传统压制电极、组焊电极或捆扎电极的方式,将散料与不规则残料装入料箱以使其整体固定和形式规则,达到与传统布料形式一致的效果。本发明的料箱更适用于eb水平推料装置,相比现有原料制备方式,效率更高、周期短、成本低,进料更为平直稳定,避免出现偏斜和翻落情况,eb熔炼的稳定性和均匀性得到提高。
12.具体地,通过料箱的使用,避免了大规格压力机的投用,省去了压制电极、组焊电极的工序,压制与组焊电极成本约2元/kg,而使用料箱,增加了回收料的使用,同时也节省了80%以上的成本,生产效率可由4吨/天提高到8吨/天。料箱的卡槽与压板设计,确保了各料箱之间的稳定过渡,避免了翻落料箱料头翻落与偏斜现象,提高了熔炼过程稳定性。料箱内部的隔板设计,使得装箱后的海绵钛混料具有较好的均匀性。
附图说明
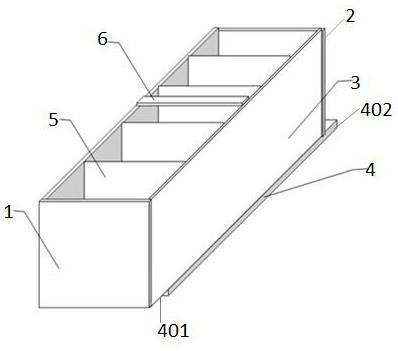
13.图1是本发明的料箱的结构示意图;图中标记:1、前端板,2、后端板,3、侧板,4、底板,401、卡槽,402、压板,5、隔板,6、拉筋。
具体实施方式
14.结合附图对本发明实施例加以详细说明,本实施例以本发明技术方案为前提,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
15.根据附图可知,一种钛及钛合金eb熔炼用料箱,该料箱用于盛放熔炼原料,该料箱包括箱体和底板4,箱体包括前端板1、后端板2及设置在前端板1和后端板2间的两个侧板3,前端板1、后端板2及两个侧板3首尾依次连接组成一个四边形箱体,底板4安装在箱体的底部,底板4的前端开设有卡槽401,该卡槽401与箱体相连通,底板4的后端沿底板4的长度方向延伸设置有压板402,该压板402设置在后端板2的外侧,相邻两个料箱的卡槽401与压板402相互配合设置。
16.进一步的,箱体内设置有若干个隔板5,若干个隔板5间隔设置,每一个隔板5的一端与其中一个侧板3相连,隔板5的另一端与另一个侧板3相连。
17.进一步的,两个侧板3间还设置有拉筋6。
18.进一步的,卡槽401的长度与压板402的长度相同。
19.一种钛及钛合金eb熔炼用料箱的制备方法,包括以下制备步骤:步骤一、选料;选取厚度3~6mm的纯钛或钛合金板材或相应的板材残料作为料箱用板,熔炼不同材质,选用对应材质的板材或板材残料,选用1mm以下纯钛板作为料箱内部隔板5;步骤二、裁剪;每个料箱分为1块前端板、1块后端板、1块底板、2块侧板、1块拉筋以及若干隔板,将板材裁剪为适合于eb炉进料口尺寸的规格,其中宽度与高度尺寸依据进料口尺寸,分别在进料口尺寸基础上预留20~50mm与50~150mm的余量,料箱长度尺寸大于1500mm;步骤三、拼焊焊接;将板材残料拼焊为步骤二的规格,作为板材的替代或与板材料一同使用;步骤四、料箱焊接;使用步骤三获得的板材料或残料拼焊料,焊接得到料箱,其中各板片的组合为,底板长度与侧板长度一致,底板向一端错位伸出40~100mm长度,使得料箱内部一端底部存在40~100mm缺口,该缺口即本专利中的卡槽,为料箱头部,料箱外部一端底部凸出40~100mm长度,该凸出的长度即本专利中的压块,为料箱尾部。竖立侧板的底部位于底板上部,使得料箱尾部的压板可以被压入在第二箱头部缺口即卡槽的下方。其中用于盛放海绵钛混料的料箱内部焊接隔板,隔板数量依据单次混料重量确定,用于盛放回收料的料箱不需要焊接隔板。
20.使用与熔炼材质相同的焊丝进行氩气保护焊接,料箱头部的前端板与侧板连接满焊,尾部的后端板与侧板连接半焊,底板与侧板连接半焊,拉筋满焊,隔板四角点焊。
21.一种钛及钛合金eb熔炼用料箱的上料方法,包括以下步骤:步骤五、装料;在料箱的内部,卡槽401的上方铺上纯钛薄板避免漏料,混料后的海绵钛分别单独加入隔板空间内;对于使用回收料的情况,将回收料规则摆放在无隔板的料箱内,无需焊接; 步骤六、上料;将若干个料箱沿料箱的长度方向依次设置,两个相邻的料箱的连接方式为:后面料箱的卡槽401压住前面料箱的压板402;后面料箱通过压住前面料箱尾部的压板402以防止料箱剩余料头翻落与偏斜;将连接好的若干个料箱放置于进料轨道上顺序进入熔炼室进行熔化。
22.实施例一熔炼ta2材质板坯:选取厚度3mm的ta2板材,以及一部分3~4mm板材残料作为料箱用板,选用0.5mmta2钛板作为料箱内部隔板。
23.每个料箱按1块前端板、1块后端板、1块底板、2块侧板、1块拉筋以及4块隔板,前后端板尺寸均为450
×
450mm,底板450
×
1600mm,侧板450
×
1600mm,拉筋300
×
450mm,偏差为
±
5mm。将板材残料拼接为上述规格。料箱板裁剪41套。
24.按图1所示的料箱。底板向一端错位伸出40mm长度,即压板的长度为40mm。竖立侧板的底部位于底板上部,使用ta2焊丝进行氩气保护焊接,料箱头部的前端板与侧板连接满
焊,尾部后端板与侧板连接半焊,底板与侧板连接半焊,拉筋满焊,隔板四角点焊。
25.焊接后的料箱,头部卡槽处在内部铺上纯钛薄板避免漏料。海绵钛与二氧化钛混料,单次混料60kg,混料后分别单独加入隔板空间内。
26.按头尾方向将装好的料箱称重并放置于进料轨道上顺序进入熔炼室熔化,前后两个料箱接触时,后面料箱的卡槽通过压住前面料箱尾部的压板以防止料箱剩余料头翻落与偏斜。熔炼获得两块共计13785kg的扁锭。
27.实施例二熔炼tc4材质板坯:选取厚度6mm的tc4板材,以及一部分4~6mm板材残料作为料箱用板。
28.每个料箱按1块前端板、1块后端板、1块底板、2块侧板以及1块拉筋,前后端板尺寸均为450
×
480mm,底板450
×
1550mm,侧板480
×
1550mm,拉筋300
×
450mm,偏差为
±
5mm。将板材残料拼接为上述规格。料箱板裁剪34套。
29.按图1所示的料箱。底板向一端错位伸出100mm长度,即压板的长度为100mm。竖立侧板的底部位于底板上部,使用tc4焊丝进行氩气保护焊接,料箱头部前端板与侧板连接满焊,尾部后端板与侧板连接半焊,底板与侧板连接半焊,拉筋满焊。
30.焊接后的料箱,料箱头部卡槽处在内部铺上tc4薄板避免漏料。将tc4材质回收料以及al板等中间合金均匀铺入料箱中。
31.按头尾方向将装好的料箱称重并放置于进料轨道上顺序进入熔炼室熔化,前后两个料箱接触时,后面料箱通过压住前面料箱尾部的压板以防止料箱剩余料头翻落与偏斜。熔炼获得两块共计13552kg的扁锭。
32.还需要说明的是,在本文中,诸如ⅰ、ⅱ、ⅲ关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1