一种多点循环燃烧系统的集气箱结构的制作方法
1.本实用新型涉及焙烧工艺技术领域,具体为一种多点循环燃烧系统的集气箱结构。
背景技术:
2.隧道窑是由耐火材料、保温材料和建筑材料砌筑而成的在内装有窑车等运载工具的与隧道相似的窑炉,是现有技术中连续式烧成的热工设备,隧道窑广泛用于陶瓷产品的焙烧生产,在磨料等冶金行业中也有应用。
3.隧道窑一般是一条长的直线形隧道,其两侧及顶部有固定的墙壁及拱顶,底部铺设的轨道上运行着窑车。燃烧设备设在隧道窑的中部两侧,构成了固定的高温带
‑‑
烧成带,燃烧产生的高温烟气在隧道窑前端烟囱或引风机的作用下,沿着隧道向窑头方向流动,同时逐步地预热进入窑内的制品,这一段构成了隧道窑的预热带。在隧道窑的窑尾鼓入冷风,冷却隧道窑内后一段的制品,鼓入的冷风流经制品而被加热后,再抽出送入干燥器作为干燥生坯的热源,这一段便构成了隧道窑的冷却带。
技术实现要素:
4.本实用新型的目的在于提供了一种多点循环燃烧系统的集气箱结构,以完全不同的设计思路,克服现有隧道窑在实际生产中工序多、对设备要求高以及污染大的缺点。
5.本实用新型通过采用如下技术方案克服以上技术问题,具体为:
6.一种多点循环燃烧系统的集气箱结构,所述集气箱整体为柱状圆筒结构,在集气箱顶部设置有进风口,该进风口与对应排气管连接,在集气箱下部外侧设置有引风机,引风机的排风口与布袋除尘器连通。
7.作为本实用新型的进一步方案:所述引风机至少两台,且对称分布在集气箱下部外侧。
8.作为本实用新型的进一步方案:所述进风口呈中心对称分布在集气箱顶部四周。
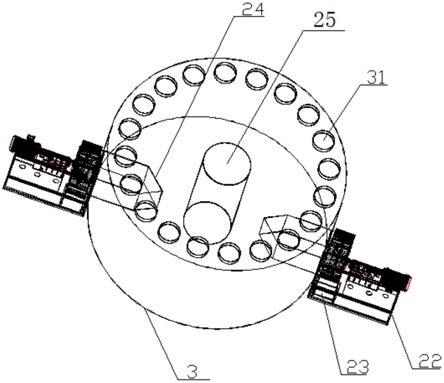
9.作为本实用新型的进一步方案:在集气箱中部设置有导流柱,在引风机进气端设置引风管,该引风管的管口方向为集气箱结构的切线方向,该引风管与导流柱配合实现集气箱中气体为螺旋状流动且保持位于各个进风口处的气压均匀稳定。
10.与现有技术相比,本实用新型与现有技术相比优点在于:本实用新型中引风管的管口方向为集气箱结构的切线方向,该引风管与导流柱配合实现集气箱中气体为螺旋状流动且保持位于各个进风口处的气压均匀稳定;使得与集气箱连通且打开的排气管内都是压强一致的负压强度,确保所用焙烧的窑炉中热能强度和流动速度在同一状态,确保所用焙烧窑炉的焙烧效率和质量。
附图说明
11.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用
新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
12.图1为本实用新型的结构示意图;
13.图2为图1的俯视图。
14.图3为本实用新型应用于多点循环燃烧系统的结构示意图;
15.图4为图3的主视图;
16.图5为多点循环燃烧系统的安装示意图;
17.图6为多点循环燃烧系统中窑炉的结构示意图;
18.图7为图6的主视图;
19.图8为图7的a
‑
a剖视图;
20.图9为图8的b
‑
b剖视图;
21.图10为多点循环燃烧系统中窑顶盖结构;
22.图11为图10的俯视图;
23.图12为图10的局部剖视图;
24.图中:1
‑
窑炉、2
‑
管道、3
‑
集气箱、4
‑
排气管、5
‑
原料输入带、6
‑
燃气输入管、7
‑
布袋除尘器、8
‑
开闭阀门、9
‑
阀门、11
‑
基体、12
‑
窑顶盖结构、 13
‑
抽气口、14
‑
出料口、15
‑
水平抽气通道、16
‑
倾斜抽气通道、17
‑
环形通道、 18
‑
燃料进气口、19
‑
空气进气口、20
‑
喷气口、21
‑
热风交换器、22
‑
引风机、 23
‑
排风口、24
‑
引风管、25
‑
导流柱、31
‑
进风口、110
‑
耐火砖、111
‑
耐火浇筑料、112
‑
预热风道、113
‑
水平进风道、114
‑
环形风道、115
‑
原料进料口、 116
‑
抽气排气口、117
‑
空气进气口一、118
‑
观察孔。
具体实施方式
25.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施方式。但是,本实用新型可以以多种不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本实用新型的公开内容理解的更加透彻全面。
26.另外,本实用新型中的元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“前”、“后”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
27.请参阅图1~12,本实用新型实施例中,一种多点循环燃烧系统的集气箱结构,所述集气箱3整体为柱状圆筒结构,在集气箱3顶部设置有进风口31,该进风口31与对应排气管4连接,在集气箱3下部外侧设置有引风机22,引风机22的排风口23与布袋除尘器7连通;所述引风机22至少两台,且对称分布在集气箱3下部外侧;所述进风口31呈中心对称分布在集气箱3顶部四周;在集气箱3中部设置有导流柱25,在引风机22进气端设置引风管24,该引风管24的管口方向为集气箱3结构的切线方向,该引风管24与导流柱 25配合实现集气箱3中气体为螺旋状流动且保持位于各个进风口31处的气压均匀稳定。
28.本实施例应用于一种多点循环燃烧系统,包括多个窑炉1,相邻窑炉1 间通过管道2连通,在相邻窑炉1间的管道2上均设置有阀门9实现对应管道2的开闭;
29.集气箱3,所有窑炉1与集气箱3之间均设置排气管4实现集气箱3与单个窑炉1单独
连通,在每根排气管4上设置有开闭阀门8,该开闭阀门8在对应窑炉处于点火状态时关闭,其余状态时打开,实现其点火状态窑炉的废气通过其他窑炉对原料预热;所述窑炉1之间通过管道2连通形成一个闭环结构;在窑炉1一侧分别设置有原料输入带5和燃气输入管6,且该原料输入带 5和燃气输入管6分别与对应窑炉1连通;在集气箱3尾部设置有布袋除尘器 7实现对尾气处理排放。
30.所述窑炉1包括整体为容腔结构的基体11,该基体11上端为窑顶盖结构 12,在基体11底部中央设置出料口14;所述基体11内部为中空结构用于存放原料,其中该中空结构的上部由耐火砖110围城的圆柱容腔结构,该中空结构的的下部由耐火浇筑料111填充而成的倒锥体容腔结构;在基体11下部两侧对称设置抽气口13,该抽气口13与对应管道2连通;在基体11下部设置抽气通道,该抽气通道的内接口与倒锥体容腔结构连通,该抽气通道的外接口与对应抽气口13连通;所述抽气通道包括水平抽气通道15和倾斜抽气通道16,在水平抽气通道15和倾斜抽气通道16的外侧接口的耐火浇筑料内设置环形通道17,该环形通道17与对应抽气口13连通;在与水平抽气通道 15对应位置的基体11外侧设置有观察孔118,实现通过观察孔118和水平抽气通道15实时观察窑炉中原料焙烧情况;所述倾斜抽气通道16为内低外高的通道结构,既能有效避免原料外流又可实现热量充满原料,焙烧充分;在基体11中部均匀布置多个空气进气口19,在基体11和耐火砖110之间设置有预热风道112,在耐火砖110上端设置水平进风道113,该水平进风道113 连通预热风道112和由耐火砖110围城的圆柱容腔结构,在空气进气口19与预热风道112之间设置环形风道114实现彼此连通;
31.所述窑顶盖结构12包括设置在窑顶盖结构12中部的原料进料口115,在原料进料口115一侧的窑顶盖结构12上设置有抽气排气口116,该抽气排气口116与对应排气管4连接,在窑顶盖结构12上分别设置有空气进气口一117 和燃料进气口18,该燃料进气口18与对应燃气输入管6连接;所述燃料进气口18的进气方向为窑顶盖结构12的切线方向,使得燃气通过燃料进气口18 呈环状流入到基体11内;所述空气进气口一117呈中心对称分布在窑顶盖结构12顶部,在窑顶盖结构12内侧底面设置与空气进气口一117同样数量的喷气口20,该喷气口20的喷头竖直向下,在喷气口20与对应空气进气口一 117之间通过设置热风交换器21实现彼此连通;所述热风交换器21整体为空腔结构且设置在窑顶盖结构12内,在空腔结构内设置隔板使得热风交换器21 构成“之”字形通道,使得空气从喷气口20进入时得到预热。
32.本实施例中多点循环燃烧系统具有以下优点:
33.1、设备投资少,维护费用低:与隧道窑相比,无需制砖系统以及窑车、窑车轨道、牵引托车等设备,且隧道窑基本上每使用一次就要对窑车进行维护,维护成本较高,而本技术进料采用了皮带运输,出料使用斗车,维护使用方便快捷;
34.2、环保、节能效果明显:因为尾气余热都是经过充分利用再进行排放,热利用率高,热损失小;
35.3、用工人数少,人力成本低:相同产能下,与隧道窑相比节省人工费60%以上;
36.4、劳动强度低,工作环境好:生产工序大幅减少,手工作业环节基本消除,工作环境多尘得到根本改善;
37.5、原材料适应性强:由于所用原材料铝矾土属于不可再生资源,原材料日趋紧张,特别是高品位铝矾土供应量日趋减少且价格高企,克服了隧道窑使用高铁铝矾土时会发生
“
塌车”,导致中间部位不能烧透、烧熟等质量问题,可适应不同品位铝矾土,对原材料市场的适应性和生产成本下降均起到显著作用;
38.6、生矿(原料)经过皮带输送机(原料输送带)直接进入窑炉,每个窑炉体之间相互联结,在焙烧时尾气按一定的工艺设计穿过装有生料(原料) 的相连窑炉体再排出,从而利用尾气余热去预热相连窑内生矿(原料),极大地节省能源消耗,从而达到了节能降耗的目的;
39.7、除尘系统采用的是布袋除尘器,利用反吹风机进行清灰处理,除尘效果好,除尘粉回收再进行加工利用;
40.8、烧好的熟矿经出料小车之后直接进入保温设备进行保温,大大降低热量损耗,冶炼能耗减少。
41.具体使用时;本实施例以其中一个窑炉c焙烧磨料工作,与其相邻的另一个窑炉d预热原料(生矾土)来介绍本实施例的工作原理;
42.首先将本实施的全部阀门9全部关闭实现各个窑炉1彼此隔开独立,窑炉1上对应的空气进气口19、空气进气口一117、观察孔118和出料口14关闭,然后开始进料,本实施例采用破碎系统对原料(即生矾土)进行破碎,使其尺寸满足焙烧要求,本实施例的破碎系统采用的是55kw的电机,500
×ꢀ
750的破碎机;然后采用进料系统分别对两个窑炉1进行进料,本实施例进料系统采用80cm的皮带运输机进行输送进料,运输能力大,维护方便,同时采用现有常规技术进行定量输入原料,确保两窑炉1中的原料重量符合生产规定。
43.待原料输入完成后分别关闭窑炉上的原料进料口115,此时需要焙烧的窑炉c上连接的排气管4的开闭阀门8关闭,需要预热的窑炉d上连接的排气管4的开闭阀门8打开,窑炉c和窑炉d之间管道2上的阀门9打开,引风机22启动;窑炉c打开空气进气口一117,则在引风机22作用下空气流流向为窑炉c上空气进气口一117
‑
窑炉c
‑
管道2
‑
窑炉d
‑
与窑炉d连通的排气管 4
‑
集气箱3
‑
布袋除尘器7,通过燃气输入管6向窑炉c输入天然气,向窑炉c 点火开始焙烧原料(生矾土),此时窑炉c和窑炉d间的阀门9已经打开,由于燃料进气口18的进气方向(天然气流向)为窑顶盖结构12的切线方向,使得燃气通过燃料进气口18呈环状流入到基体11内,而喷气口20的喷头竖直向下,即空气和天然气混合燃烧的高温气流以螺旋式向下流入到窑炉c中的原料(生矾土)中,对原料进行持续焙烧,在引风机22作用下,从窑炉c 底部流出的尾气(有余温且含有大量灰尘或杂质)通过管道2向窑炉d底部流入,流过窑炉d中全部原料后通过排气管4流到集气箱3并最终通过布袋除尘器7处理后排放,此时尾气的余温已经实现对窑炉d中原料进行充分预热且尾气中含有刚玉等有用固态或雾态成分的杂质也会存入窑炉d中,而剩余的污染物则会通过布袋除尘器7进行处理。
44.其中天然气是以切线方向呈环状流入到窑炉c内,而空气是竖直向下方向流入窑炉c内,则天然气与空气混合充分均匀,使得燃烧充分,而且在空气流向的作用下,燃烧后产生的高温气流整体会以螺旋式向下方式浸入到窑炉c中的原料中,使得窑炉c中所用原料焙烧充分且受热均匀,不会发生隧道窑中原料中间部位不能烧透或烧熟等质量问题,而且位于窑炉c底部均匀布置有抽气通道(水平抽气通道15和倾斜抽气通道16),且该抽气通道通过环形通道17连通并与管道2连接,实现各个抽气通道处负压一致且稳定,则高温气流则会在窑炉c各个横截面上以相同压负压螺旋向下流入到原料中,使得原料焙烧充分且一致。
45.当在焙烧过程若发生空气输入量不足时,此时打开窑炉c中部的空气进气口19,由
于此时窑炉c已经有高温,在通过空气进气口19的空气在通过预环形风道114和预热风道112时,通过窑炉c的高温对空气进行预热,即可更加高效的燃烧,其中位于窑顶盖结构12上的热风交换器21,也是为了增加空气与窑炉c的接触时间实现对流过的空气进行预热,实现燃烧高效,待焙烧完成打开窑炉c底部的出料口14,烧好的熟矿经出料小车之后直接进入保温设备进行保温,大大降低热量损耗,冶炼能耗减少。
46.该水平抽气通道15与观察孔118位置对应,能通过观察孔118和水平抽气通道15实时观察窑炉c中原料焙烧情况,后期在清理窑炉c或者松散原料排出时也可以通过由观察孔118和水平抽气通道15构成的通道实现。
47.上述即是单个窑炉焙烧,与之相邻一个窑炉预热的全过程,多个窑炉焙烧及其对应窑炉预热的工作原理与上述描述过程一致,本技术就不再累述。
48.在多个窑炉焙烧及其对窑炉预热过程中,由于集气箱3中引风管24的管口方向为集气箱3结构的切线方向,该引风管24与导流柱25配合实现集气箱3中气体为螺旋状流动且保持位于各个进风口31处的气压均匀稳定;即集风机3上述的结构设计,使得与集气箱3连通且打开的排气管4内都是压强一致的负压强度,确保所用焙烧的窑炉中热能强度和流动速度在同一状态,确保所用焙烧窑炉的焙烧效率和质量。
49.本实施例中基体11、窑顶盖结构12、集气箱3及支撑体和对应管道均采用钢材制作,其基体11内部的耐火砖110、耐火浇筑料111采用现有常规的高温耐火材料制成。
50.本实施例在生产中,除了破碎系统环节需要做好防尘工序外,其余所用工序均在密闭环境中进行,在生产现场基本不会产生额外扬尘,同时不管是原料输送还是焙烧过程中,操作人员均不需要在高温环境下作业,大大改善了工作环境,若企业条件许可,本实施例各控制环境均匀采用现有的智能化控制原件代替,即可实现全自动生产,高效快捷且降低生产安全。
51.本实施例附图中窑炉数量及与集风机的排布关系仅是其中一种,生产单位可以根据生产现场大小、企业规模以及投资成本等原因具体布局;本实施例中采用20个窑炉且通过管道2串联为环状,将集气箱3布置在环状中部,减少了现场用地及管道2长度,同时本实施例能实现10个间隔窑炉同时焙烧,另外10间隔窑炉同时预热的最高生产效率。
52.以上仅就本实用新型的最佳实施例作了说明,但不能理解为是对权利要求的限制。本实用新型不仅限于以上实施例,其具体结构允许有变化。但凡在本实用新型独立权利要求的保护范围内所作的各种变化均在本实用新型的保护范围内。
53.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1