制冷用三通管件及空调的制作方法
1.本实用新型涉及制冷配件,且特别涉及制冷用三通管件及空调。
背景技术:
2.在制冷领域,尤其是空调制冷领域中,在进行管路连接时需要用到三通管件或三通管组件,其作用主要是将液体或气体由一路分成两路;或者由两路汇合成一路。目前市场上通用的制冷用三通管件均为铜或者铜合金材质,一般有以下几种结构;一种是采用铜管径向压缩变形后形成8字形端口,俗称“裤三通或者冲压三通”;一种是铜管挤压加工而成,其形状结构有“y型三通、t型三通、爪型三通”;第三种就是采用黄铜锻压后进行钻孔和车削加工形成三通管件结构,形状上以“y型三通”为主。
3.目前这些制冷配件三通管件都是铜材质,但由于铜作为一种贵金属,我国资源不足需要大量依赖进口,随着铜的应用日益广泛、铜价也越来越高,制冷行业面临巨大的铜材上涨压力,所以对铜替代材料和产品结构的研究是广大工程技术人员的努力方向。
技术实现要素:
4.本实用新型为了克服现有技术的不足,提供一种制冷用三通管件及空调。
5.为了实现上述目的,本实用新型提供一种制冷用三通管件,其包括不锈钢端盖、至少两块衬板、两根分流支管以及主管。不锈钢端盖由不锈钢板材经一体拉伸成型,不锈钢端盖具有小孔径端和大孔径端。至少两块衬板叠加后固定且密封焊接于不锈钢端盖的大孔径端,每一衬板上均具有两个焊接孔,至少两块衬板叠加后对应的焊接孔重叠形成两个重叠孔,每一重叠孔的孔深大于或等于2.5毫米。两根分流支管分别伸入且密封焊接于两个重叠孔。主管密封焊接于不锈钢端盖的小孔径端。
6.根据本实用新型的一实施例,至少两块衬板中,最外侧的衬板为不锈钢材质,内侧的衬板为不锈钢、铜或铜合金材质。
7.根据本实用新型的一实施例,制冷用三通管件还包括分流导流板,分流导流板设置于端盖型腔内,分流导流板正对主管且将端盖型腔分隔为与两根分流支管对应的两个分流腔,分流导流板对主管输入的流体进行分流并导流至两个分流腔内。
8.根据本实用新型的一实施例,分流导流板包括连接部和分流导流部,连接部固定连接于最内侧的衬板,分流导流部的自由端向主管正对延伸;或者,分流导流板与最内侧的衬板一体成型。
9.根据本实用新型的一实施例,至少两块衬板和不锈钢端盖之间采用环缝密封焊连接。
10.根据本实用新型的一实施例,不锈钢端盖的小孔径端上具有朝向不锈钢端盖内侧或外侧的翻边直段,翻边直段的高度大于或等于2.5毫米,主管内套或外套于翻边直段。
11.根据本实用新型的一实施例,不锈钢端盖的大孔径端具有装配直段且装配直段的长度大于至少两块衬板的厚度之和。
12.根据本实用新型的一实施例,装配直段的横截面形状为圆形、方形、椭圆形、腰形或跑道形中的任一种,衬板的形状与装配直段的横截面形状相匹配。
13.根据本实用新型的一实施例,不锈钢端盖的大孔径端的内壁上具有向内凸起的定位固定部,定位固定部对至少两块衬板进行定位和固定,定位固定部为定位台阶、多个点状定位固定部、多段圆弧定位固定部或圆环定位固定部。
14.根据本实用新型的一实施例,
15.分流支管为铜管、不锈钢管、碳钢管或者铜管和不锈钢管焊接组合中的任一种;主管为铜管、不锈钢管、碳钢管或者铜管和不锈钢管焊接组合中的任一种。
16.根据本实用新型的一实施例,当主管为不锈钢管或碳钢管时,所述制冷用三通管件还包括套接于主管端部的铜套连接管,铜套连接管内套于主管的端部,管路铜管内套于铜套连接管,管路铜管、铜套连接管以及主管所形成的三者套接重叠区域的长度为l11,管路铜管和铜套连接管的套接长度l01,铜套连接管和主管的套接长度为l21,0.2l01≤l11≤0.8l01且0.2l21≤l11≤0.8l21。
17.根据本实用新型的一实施例,当分流支管为不锈钢管或碳钢管时,所述制冷用三通管件还包括内套于两个分流支管端部的两个铜套连接管,两个管路铜管分别内套于两个铜套连接管,每一管路铜管、铜套连接管以及分流支管所形成的三者套接重叠区域的长度为l12,管路铜管和对应的铜套连接管的套接长度 l02,铜套连接管和对应的分流支管的套接长度为l22,0.2l02≤l12≤0.8l02 且0.2l22≤l12≤0.8l22。
18.另一方面本实用新型还提供一种空调,其包括上述制冷用三通管件。
19.综上所述,本实用新型提供的制冷用三通管件和空调中,不锈钢端盖和多块衬板之间为组合式结构,该设置使得不锈钢端盖可采用板材经拉伸一体成型,从而大大简化了三通主体部分的成型工艺和加工难度。而多块衬板的叠加一方面使得形成的重叠孔为分流支管的插入提供了足够的深度,确保了分流支管的焊接强度;另一方面,每块衬板均可独立采用简单的冲压工艺来形成焊接孔,确保焊接孔加工精度的同时大大降低了制造成本,很好地解决了衬板上焊接孔加工和焊接深度之间的矛盾关系。不锈钢端盖和至少两块衬板的设置使得整个产品的制造只需采用简单的冲压拉伸成型工艺即可完成,为耗材较大的三通件主体部分采用不锈钢材料替代铜材料提供了条件,大大降低了产品的材料成本。
20.为让本实用新型的上述和其它目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合附图,作详细说明如下。
附图说明
21.图1所示为现有三通管件的结构示意图;其中,图1(a)为y型三通管结构;图1(b)为t型三通管结构;图1(c)为爪型三通管结构;图1(d)为冲压三通结构;图1(e)为黄铜锻压后进行钻孔和车削加工形成三通管件结构。
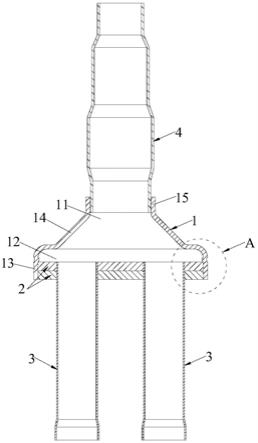
22.图2所示为本实用新型一实施例提供的制冷用三通件的结构示意图。
23.图3所示为图2中a处的放大示意图。
24.图4a所示为图1中不锈钢端盖的结构示意图。
25.图4b所示为图4a在另一视角下的结构示意图。
26.图5a所示为图1中衬板的结构示意图。
27.图5b所示为图5a的剖面示意图。
28.图6a至图6c为本实用新型另一实施例中不锈钢端盖和对应的衬板的结构示意图。
29.图6d和图6e为为本实用新型另一实施例中不锈钢端盖的结构示意图。
30.图7所示为本实用新型另一实施例提供的制冷用三通管件的结构示意图。
31.图8所示为本实用新型实施例二提供的应用于中央空调多联机安装系统的制冷用三通管件的结构示意图。
32.图9a至图9d所示为本实用新型另一实施例提供的应用于中央空调多联机安装系统的制冷用三通管件的结构示意图。
33.图10所示为本实用新型实施例三提供的制冷用三通管件的结构示意图。
34.图11a所示为图10中分流导流板的结构示意图。
35.图11b为图11a中分流导流板的横剖示意图。
36.图12和图13为本实用新型另一实施例提供的分流导流板的结构示意图。
37.图14所示为本实用新型另一实施例提供的制冷用三通管件的结构示意图。
38.图15所示为本实用新型实施例四提供的制冷用三通管件的结构示意图。
39.图15a所示为图15中b处的放大示意图。
40.图15b所示为图15中c处的放大示意图。
41.图16所述为本实用新型另一实施例提供的制冷用三通管件的结构示意图。
具体实施方式
42.实施例一
43.图1所示为现有铜或铜合金制成的三通管件的结构示意图,图1(a)为y 型三通管结构;图1(b)为t型三通管结构;图1(c)为爪型三通管结构;图 1(d)为冲压三通结构;图1(e)为黄铜锻压后进行钻孔和车削加工形成三通管件结构。
44.相比价格高昂的铜或铜合金材料,采用低成本的不锈钢材料来制备三通管件是非常理想的。但是由于不锈钢材料和铜材料在材料性能上具有非常大的差异,具体表现在不锈钢材料的延伸率和断面收缩率这两个塑性指标都比铜或铜合金材料差,这使得在相同条件下加工不锈钢材料所需的车削力很大且不锈钢材料还存在车削不易折断、易粘结等问题。故对于低成本的不锈钢材料其很难采用径向压缩、挤压或锻压后车削加工等工艺来形成图1所示的现有的几种三通管件的结构。
45.有鉴于此,如图2至图5b所示,本实施例提供一种有别于现有三通管件结构的制冷用三通管件,其包括不锈钢端盖1、至少两块衬板2、两根分流支管3 以及主管4。不锈钢端盖1由不锈钢板材经一体拉伸成型,不锈钢端盖1具有小孔径端11和大孔径端12。至少两块衬板2叠加后固定且密封焊接于不锈钢端盖的大孔径端12,每一衬板2上均具有两个焊接孔21,至少两块衬板2叠加后对应的焊接孔21重叠形成两个重叠孔,每一重叠孔的孔深h1大于或等于2.5毫米。两根分流支管3分别伸入且密封焊接于两个重叠孔。主管4密封焊接于不锈钢端盖的小孔径端11。
46.于本实施例中,制冷用三通管件包括两块衬板2,两块衬板2叠加后对应的焊接孔21重叠所形成的重叠孔的深度h1为5毫米。然而,本实用新型对此不作任何限定。于其它实施例中,也可通过调整衬板的数量和厚度来使重叠孔的孔深满足分流支管的插入要求,衬
板的数量也可为三块以上,重叠孔的孔深h1 也可为大于2.5毫米的其它数值。
47.本实施例提供的制冷用三通管件中,不锈钢端盖1和两块衬板2之间是分体式的组合结构,该设置使得两者可独立加工,从而降低加工难度。进一步的,本实施例中不锈钢端盖1是采用板材进行拉伸成型,以厚度较薄的板材作为原材料进行拉伸,大大降低了不锈钢端盖1的成型难度。而对于两块衬板2而言,一方面其密封焊接于不锈钢端盖的大孔径端12,在不锈钢端盖1内形成端盖型腔,从而实现主管4输入的流体到两根分流支管3的分配。另一方面,两块衬板2的设置在保证分流支管3焊接深度的同时大幅度提高了焊接孔21的加工精度。
48.具体而言,在焊接时为保证焊接的强度,要求焊接部位的插入需要满足必要的插入深度;在空调制冷行业,一般插入深度要在2.5毫米以上。而在加工工艺上,为实现分流支管3的装配,需要采用冲孔的方式来形成焊接孔。对于厚度较厚的材料,如厚度在3毫米以上的板料,由于板料厚度较厚,其抗拉强度大,在冲裁力抵消作用时,首先跟冲头接触的冲孔处周边的板材会存在向下塌陷现象,板材发生变形,加工后形成的焊接孔的尺寸精度差。因此,焊接孔的加工精度的要求和焊接时焊接部位插入深度的要求之间形成矛盾。在本实施例中,采用两块独立的衬板2相互叠加后装配于不锈钢端盖的大孔径端12内。在加工阶段,两块衬板2独立加工,分别采用冲压工艺在衬板2上对应的位置加工出两个高精度的焊接孔21。之后,在装配阶段上,两块衬板2叠加,对应的焊接孔21也将重合,形成两个重叠孔。每一重叠孔的深度h1均为两块衬板2 的厚度之和,该设置为分流支管3的插入提供了足够的深度,从而可确保焊接后分流支管3的焊接强度。
49.在本实施例提供的制冷用三通管件中,不锈钢端盖1和两块衬板2的结构设置使得产品性能要求和工艺要求之间不再相互制约,从而可采用低成本的不锈钢材料来制备本实施例提供的制冷用三通管件中耗材比重最大的不锈钢端盖 1和衬板2,大幅度降低了产品的材料成本和生产成本。
50.于本实施例中,两块衬板2均为不锈钢材质,两块衬板2叠加后固定且密封焊连接于不锈钢端盖1的大孔径端12。然而,本实用新型对此不作任何限定。于其它实施例中,也可设置最外侧的衬板为不锈钢材质,而一块或多块内侧的衬板为铜材质或铜合金材质。或者于其它实施例中,当内侧的衬板为多块时,多块内侧的衬板也可不同,譬如其中一部分为铜材质,而另一部分为不锈钢材质。最外侧的衬板指的是:多块衬板叠加焊接于大孔径端后,最靠近大孔径端的端部的那块衬板;内侧的衬板指的是:位于最外侧的衬板靠近小孔径端一侧的衬板。在如图3中,衬板2_1为最外侧衬板,衬板2_2则为内侧的衬板。
51.于本实施例中,两块衬板2在分别独立冲压形成焊接孔21后经电阻焊焊接在一起;之后一同内套于不锈钢端盖的大孔径端12内。然而,本实用新型对此不作任何限定。于其它实施例中,两者之间也可采用其它方式进行连接,如氩弧焊或激光焊等其它焊接方式。或者于其它实施例中,两者也可采用机械方式进行固定连接。
52.为方便两块衬板2的固定,不锈钢端盖的大孔径端12的内壁上具有向内凸起的定位固定部121。具体而言,如图2所示,于本实施例中,尽管不锈钢端盖的大孔径端12的内壁上具有台阶,但是由于装配直段13的高度比较高,故此时台阶并不对两块衬板2进行固定,而是通过刻槽的方式在不锈钢端盖的大孔径端12的内壁上形成圆环定位固定部,对两块衬板2进行固定。然而,本实用新型对此不作任何限定。于其它实施例中,如7所示,也可直接利
用台阶作为定位固定部,或者通过打点或局部刻槽的方式来形成多个点状定位固定部、多段圆弧定位固定部。
53.为进一步方便衬板2的装配并提高其焊接后的强度,于本实施例中,不锈钢端盖的大孔径端12还具有装配直段13且装配直段13的长度大于两块衬板2 的厚度之和。
54.于本实施中,装配直段13的横截面形状为椭圆形,对应的两块衬板的形状也为椭圆形。然而,本实用新型对此不作任何限定。于其它实施例中,如图6a 至图6c所示,装配直段13的横截面形状也可为方形、椭圆形、腰形或跑道形中的任一种,衬板2的形状与装配直段的横截面形状相匹配。图6a至图6c中 (a)为不锈钢端盖的结构示意图,(b)则为对应衬板2的形状。对于装配直段 13和不锈钢端盖的小孔径端11之间的过渡段14的形状本实用新型对此不作任何限定。其形状可与装配直段13的横截面形状相同;也可根据加工或后端的装配需要进行调整。如图6d和图6e所示,在图6d中装配直段13的横截面形状为圆形,而过渡段14的横截面形状这为方形;在图6e中,装配直段13的横截面形状为跑道形,而过渡段14的横截面形状为圆形。
55.于本实施例中,不锈钢端盖的小孔径端11上具有朝向不锈钢端盖1外侧的翻边直段15,该翻边直段15的高度h2等于3毫米,主管4内套于翻边直段15。然而,本实用新型对此不作任何限定。于其它实施例中,翻边直段的高度h2也可为大于2.5毫米的其它数值,主管也可外套于翻边直段。或者,于其它实施例中,翻边直段也可朝向不锈钢端盖的内部,此时主管将内套于翻边直段。
56.于本实施例中,两根分流支管3为不锈钢管,其通过自熔焊或自熔添丝焊密封连接于两块衬板2上的两个重叠孔内。同样的,主管4也为不锈钢管其通过自熔焊或自熔添丝焊密封连接于不锈钢端盖的小孔径端11。然而,本实用新型对此不作任何限定。于其它实施例中,两根分流支管和主管也可为铜管;或者铜管和不锈钢管的组合。
57.于本实施例中,两根分流支管3均为直管。然而,本实用新型对此不作任何限定。于其它实施例中,如图7所示,两根分流支管3也可为弯管。
58.另一方面,本实施例还提供一种空调,该空调包含本实施例提供的制冷用三通管件。
59.实施例二
60.本实施例与实施例一及其变化基本相同,区别在于:如图8所示,第一分流支管31为直管;而第二分流支管32则为弯管,第二分流支管32的中部向远离第一分流支管31的方向弯曲,而其输出端轴线与第一分流支管31输出端轴线平行。该结构的制冷用三通管件可用于中央空调多联机安装系统中冷热源系统到多个室内机之间制冷剂的分配,替代现有价格高昂的铜制分歧管,从而大大降低中央空调多联机安装系统的成本。
61.然而,本实用新型对第二分流支管的输出方向不作任何限定。于其它实施例中,可根据室内机的分布位置来调整第二分流支管的输出方向,如图9a所示。
62.在图8中,第一分流支管31、第二分流支管32以及主管4均为铜管和不锈钢管的组合结构。两根分流支管与重叠孔焊接的连接段311,321为不锈钢管,而之后的延伸段312,322则为铜管。同样的,主管4连接不锈钢端盖小孔径端11 的连接段41为不锈钢管,主管的延伸段42为铜管。然而,在图9a中,第一分流支管31和第二分流支管32均为铜管和不锈钢管的组合结构;而主管4则为铜管。
63.尽管本实施例提供应用于中央空调多联机安装系统中的制冷用三通管件中第二分流支管32为弯管;然而,本实用新型对此不作任何限定。于其它实施例中,根据安装需要应用于中央空调多联机安装系统中的制冷用三通管件中第二分流支管32也可为直管,如图9b和图9c所示。在图9b中,第一分流支管31、第二分流支管32以及主管4三者均为铜管。在图9c中,第一分流支管31和第二分流支管32为铜管,主管4为铜管和不锈钢管的组合结构,主管4连接不锈钢端盖小孔径端11的连接段41为不锈钢管,主管的延伸段42为铜管。或者,如图9d所示,第一分流支管31和第二分流支管32为铜管和不锈钢管的组合结构,两根分流支管与重叠孔焊接的连接段311,321为不锈钢管,而之后的延伸段 312,322则为铜管,主管4为铜管。
64.实施例三
65.本实施例与实施例一及其变化基本相同,区别在于:如图10和图11所示,本实施例提供的制冷用三通管件内还包括分流导流板5。分流导流板5设置于端盖型腔内,分流导流板5正对主管4且将端盖型腔分隔为与两根分流支管对应的两个分流腔101,102。分流导流板5对主管4输入的流体进行分流并导流至两个分流腔101,102内。其中,端盖型腔指的是两块衬板2密封焊接于不锈钢端盖大孔径端12后在不锈钢端盖1内形成的型腔。
66.正对主管4的分流导流板5将主管4输入的流体进行主动分流,提高分流的效果。
67.于本实施例中,如图11所示,分流导流板5包括连接部51和分流导流部 52,连接部51固定连接于最内侧的衬板2,分流导流部52的自由端向主管4正对延伸。具体而言,连接部51和分流导流部52为两个片状的板体焊接而成,之后再将连接部51焊接固定于最内侧的衬板2。然而,本实用新型对此不作任何限定。于其它实施例中,如图12所示,分流导流板5也可采用片状的板体经折弯后一体成型。其中,分流导流部52为中间凸起的折弯部,而分流导流部52 两侧的水平肩部这形成连接部51。或者于其它实施例中,如图13所示,分流导流板5也可与最内侧的衬板一体成型。
68.图14所示为另一实施例中制冷用三通管件内的结构示意图。
69.实施例四
70.由于现有的空调管路中多为铜管,为便于制冷用三通管件与外部铜管的连接,主管或分流支管会采用不锈钢管和铜管(或碳钢管和铜管)的复合结构。在装配焊接时:第一,将不锈钢管与铜管采用炉中钎焊组合成一个复合件;第二步,此复合件的铜管端与管路铜管进行火焰钎焊连接。此种焊接连接情况下会遇到两个问题:
①
不锈钢管与铜管采用炉中钎焊,因为经过长时间的炉中焊接导致铜管金相组织晶粒变大而降低了抗拉强度,这在后续铜管与管路铜管再次焊接连接时会直接降低整体管路耐压强度。
②
在此复合件与管路铜管采用火焰钎焊加热焊接时,焊接的热量会二次加热不锈钢管与铜管之间已经形成的钎焊层,极易导致产品发生泄漏。
71.有鉴于此,本实施例提供另一种制冷用三通管件。本实施例与实施例一及其变化基本相同,区别在于:如图15、图15a以及图15b所示,于本实施例中,主管4、两个分流支管3以及两块衬板2均为不锈钢。制冷用三通管件还包括第一铜套连接管61和两个第二铜套连接管62,第一铜套连接管61内套连接于主管4,两个第二铜套连接管62分别内套于两个分流支管3内。外部系统管路中的第一管路铜管101内套于第一铜套连接管61,两个第二管路铜管102分别内套于第二铜套连接管62。
72.对于第一铜套连接管61而言,如图15a所示,第一管路铜管101、第一铜套连接管61以及主管4所形成的三者套接重叠区域的长度为l11,第一管路铜管101和第一铜套连接管61的套接长度l01,第一铜套连接管61和主管4的套接长度为l21,0.2l01≤l11≤0.8l01且0.2l21≤l11≤0.8l21。
73.对于每一第二铜套连接管62而言,如图15b所示,第二管路铜管102、第二铜套连接管62以及分流支管3所形成的三者套接重叠区域的长度为l12,第二管路铜管102和第二铜套连接管62的套接长度l02,第二铜套连接管62和分流支管3的套接长度为l22,0.2l02≤l12≤0.8l02且0.2l22≤l12≤0.8l22。
74.以下将以第一铜套连接管61为例,对本实施例增加铜套连接管的结构进行说明,多个第二铜套连接管62为同样的原理。
75.尽管第一铜套连接管61与主管4进行炉中钎焊后仍然会存在第一铜套连接管61金相组织晶粒粗大而造成管件连接时耐压强度的降低的问题,但主管4、第一铜套连接管61以及第一管路铜管101三者依次套接后形成长度为l11的三者套接重叠区域,三者套接重叠区域l11满足以下条件:0.2l01≤l11≤0.8l01 且0.2l21≤l11≤0.8l21。经过试验后证明:在长度l11满足上述尺寸条件的三者套接重叠区域内第一管路铜管101的外部有第一铜套连接管61和主管4两层外壁焊接重叠加固,不会因此造成此处耐压强度的降低。进一步的,上述尺寸条件还确保了第一管路铜管101只是局部伸入第一铜套连接管61和主管4的套接区域内,故当第一管路铜管101和第一铜套连接管61进行火焰钎焊时,其只会局部影响第一铜套连接管61和主管4之间已经形成的钎焊层,有效避免了对钎焊层的二次熔焊造成的泄漏问题。
76.本实施例提供的制冷用三通管件中,第一铜套连接管61和第二铜套连接管 62的设置很好地解决了不锈钢的主管4和不锈钢的分流支管3与外部的管路铜管焊接时所存在的耐压强度低和二次熔焊造成的泄漏的问题,大大提高了制冷用三通管件与外部铜管的耐压强度和安全性。虽然本实施例以不锈钢的主管和分流支管为例进行说明,但本实用新型对此不作任何限定。于其它实施例中,当主管和分流支管为碳钢管时,同样适用本实施例提供的焊接结构。
77.在装配时,为方便控制第一管路铜管101和第一铜套连接管61的套接长度 l01,于其它实施例中,可在第一铜套连接管61的内壁上设置向内凸起的套接限位部,套接限位部限定第一管路铜管101的插入深度,从而实现套接长度l01 的精确控制。同样的,也可在第二铜套连接管62的内壁上设置向内凸起的套接限位部,套接限位部限定第二管路铜管102的插入深度,从而实现套接长度l02 的精确控制。套接限位部可为多个点状套接限位部、多段圆弧套接限位部或圆环套接限位部中的任一种。
78.对于第一管路铜管101和第二管路铜管102而言,其可以为制冷用三通管件的一部分,即制冷用三通管件包含第一管路铜管101和第二管路铜管102。或者,制冷用三通管件不包含两个管路铜管,第一管路铜管101和第二管路铜管 102均为外部空调部件上的管件。
79.本实施例以两根分流支管3均为直管为例说明不锈钢的分流支管3、铜套连接管62以及第二管路铜管102三者的焊接结构。然而,本实用新型对此不作任何限定。如图16所示,对于实施例二提供的其中一根分流支管为弯管的制冷用三通管件同样适用于该种结构的焊接。
80.综上所述,本实用新型提供的制冷用三通管件和空调中,不锈钢端盖和多块衬板之间为组合式结构,该设置使得不锈钢端盖可采用板材经拉伸一体成型,从而大大简化了三通主体部分的成型工艺和加工难度。而多块衬板的叠加一方面使得形成的重叠孔为分流支管的插入提供了足够的深度,确保了分流支管的焊接强度;另一方面,每块衬板均可独立采用简单的冲压工艺来形成焊接孔,确保焊接孔加工精度的同时大大降低了制造成本,很好地解决了衬板上焊接孔加工和焊接深度之间的矛盾关系。不锈钢端盖和至少两块衬板的设置使得整个产品的制造只需采用简单的冲压拉伸成型工艺即可完成,为耗材较大的三通件主体部分采用不锈钢材料替代铜材料提供了条件,大大降低了产品的材料成本。
81.虽然本实用新型已由较佳实施例揭露如上,然而并非用以限定本实用新型,任何熟知此技艺者,在不脱离本实用新型的精神和范围内,可作些许的更动与润饰,因此本实用新型的保护范围当视权利要求书所要求保护的范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1