一种换热芯体结构及换热装置的制作方法
1.本实用新型涉及换热技术领域,具体涉及一种换热芯体结构及换热装置。
背景技术:
2.能够承受高温高压、体积紧凑、换热效能高、成本可接受的新型换热器正成为换热器领域研发的指导方向。众多研究者认为印刷电路板式换热器(pche)是最有前景的候选对象之一。印刷电路板式换热器是一种紧凑式换热器,其通过微通道蚀刻成形技术和扩散焊技术加工而成,所采用的加工和制造工艺决定了印刷电路板式换热器具有体积紧凑、换热效能高和结构强度高等特点,因而在太阳能利用领域、核能利用领域以及制氢行业具有很大潜力;但居高不下的成本是制约印刷电路板式换热密码器广泛应用的关键因素,目前印刷电路板的单位重量成本价格高昂,其中微通道蚀刻成形工艺耗费巨大正是关键因素;不仅需要耗费大量人力物力,加工时间长,效率底;还有制作过程废品率高,无效成本高的问题。
3.因此,寻找替代工艺形成微流道正成为微通道紧凑式换热器加工成本和加工效率优化的重要方向。
技术实现要素:
4.本实用新型所要解决的技术问题是现有的微通道紧凑式换热器的换热芯片制作工艺耗费大,加工时间长,批量生产效率低,制作过程废品率高,无效成本高的问题,本实用新型的目的在于提供一种换热芯体结构及换热装置,对现有的换热芯进行结构上的改进,以解决上述技术问题。
5.本实用新型通过下述技术方案实现:
6.本方案提供一种换热芯体结构,包括热流道层、冷流道层和隔板层,热流道层和冷流道层形成一个换热单元层,每两个换热单元层之间通过隔板层连接;
7.在印刷电路板上蚀刻出流道结构后作为热流道层;由金属件拼接出多个流道结构后作为冷流道层。
8.本方案工作原理:本方案提供的换热芯体结构主要用在冷热侧压差较大的场景,要求结构紧凑,高压侧连通热流道层,由于低压侧对流道层的要求并不高,设置出流道结构即可,因此本方案中冷流道层由成型的金属件拼接而成,相同结构的金属件方便定制,且金属件加工相对于蚀刻板的加工成本大大降低,金属件加工技术成熟,市场供应量大;在蚀刻板上某个流道损坏后,会连累整个蚀刻板被视为废品,但是当有一个或多个废品金属件时,只需废弃金属件,而不会影响整个冷流道层,废品率大大减少,进一步节约了成本并提高了加工效率。
9.为了方便,现有技术为了便利和适应压差较大的场景,通常冷流道层和热流道层都为印刷电路板上蚀刻流道,但是低压侧流道使用普通的流道即可,考虑到后续装配及扩散焊工艺要求,本发明使用成型的金属件来替代单侧的蚀刻板,从而有效降低换热芯体成
本,促进其在工业领域的广泛应用。
10.进一步优化方案为,所述金属件为金属管,多个金属管平铺连接后形成流道。
11.金属管主要是那些比较常用的金属毛细管,这些零件制造工艺比较成熟,批量生产较为便利,甚至是许多库存囤积的金属管件,只要尺寸合适即可拼接成流道结构,用来构成冷流道层,成本大大降低。
12.金属毛细管指外径为φ0.5-8mm,壁厚为0.1-2.5mm的金属管,其尺寸与印刷电路板式换热器中流道的典型尺寸相当(直径2mm左右的半圆/矩形流道),且金属管具有良好的柔韧性、耐腐蚀、耐磨损、耐高温等优点。
13.最为重要的一点是,金属管的制造技术成熟,市场供应量大,成本约为蚀刻板的50%-70%,利用金属毛细管替代蚀刻板具有较大潜力。
14.进一步优化方案为,所述金属管为方管、圆管或多边形管。
15.进一步优化方案为,多个方管平铺焊接后,方管的孔隙形成流道。
16.进一步优化方案为,多个圆管平铺焊接后,圆管的孔隙和相邻两圆管形成的间隙形成流道;
17.多个多边形管平铺焊接后,多边形管道及相邻两个多边形管形成的间隙形成流道。
18.进一步优化方案为,所述多边形管由支撑圆管和螺母构成,多个螺母串接固定在支撑圆管上构成一个多边形管,每个多边形管上相邻两螺母的底面重合。
19.进一步优化方案为,冷流道层流道的最大直径≤10mm。
20.进一步优化方案为,还包括芯块承压板和密封条;
21.所述密封条安装在将热流道层和隔板层之间将冷流道层密封;芯块承压板压合在换热芯体结构表面。
22.进一步优化方案为,热流道层的流道最大直径≤5mm。
23.本方案还提供一种换热装置,该换热装置具有上述换热芯体结构。
24.本实用新型与现有技术相比,具有如下的优点和有益效果:
25.本实用新型提供的一种换热芯体结构,高压侧连通热流道层,由于低压侧对流道层的要求并不高,设置出流道结构即可,因此本方案中冷流道层由成型的金属件拼接而成,相同结构的金属件方便定制,且金属件加工相对于蚀刻板加工成本大大降低,蚀刻板上某个流道损坏后,连累整个蚀刻板被视为废品,但是废品金属件不会影响整个冷流道层,废品率大大减少,进一步节约了成本并提高了加工效率。
附图说明
26.此处所说明的附图用来提供对本实用新型实施例的进一步理解,构成本技术的一部分,并不构成对本实用新型实施例的限定。在附图中:
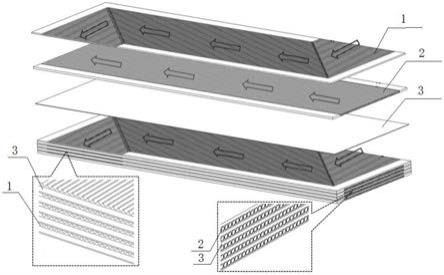
27.图1为换热芯体结构示意图;
28.图2为换热芯体结构截面示意图;
29.图3为方管构成的换热芯体结构示意图;
30.图4为实施例5多边形管冷结构示意图;
31.图5为实施例5由多边形管构成的换热芯体结构示意图;
32.图6为实施例5由多边形管构成的换热芯体结构截面示意图;
33.图7为实施例6金属齿条结构示意图;
34.图8为实施例6由金属齿条构成的换热芯体结构示意图;
35.图9为实施例6由金属齿条构成的换热芯体结构截面示意图。
36.附图中标记及对应的零部件名称:
37.1-热流道层,2-冷流道层,3-隔板层,4-金属件,41-金属管,411-方管,412-圆管,413-多边形管,42-冷流道,5-芯块承压板,6-密封条。
具体实施方式
38.为使本实用新型的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本实用新型作进一步的详细说明,本实用新型的示意性实施方式及其说明仅用于解释本实用新型,并不作为对本实用新型的限定。
39.实施例1
40.如图1所示,本实施例提供一种换热芯体结构,包括热流道层1、冷流道层2和隔板层3,热流道层1和冷流道层2形成一个换热单元层,每两个换热单元层之间通过隔板层3连接;热流道层1的流道最大直径≤5mm。
41.由蚀刻板形成的热流道层1,流道结构顺着箭头的方向,呈“z”字型,冷流道层2的流道结构呈直线型;隔板层3位于冷热流道层之间,换热芯体就按照热流道层1、冷流道层2、隔板层3周期排列的方式通过扩散焊等方式连接形成。
42.在印刷电路板上蚀刻流道后作为热流道层1;由金属件4拼接形成多个流道后作为冷流道层2。还包括芯块承压板5和密封条6;
43.所述密封条6安装在热流道层1和隔板层3之间将冷流道层2密封;芯块承压板5压合在换热芯体结构表面。
44.实施例2
45.与上一实施例的区别在于,如图2所示,所述金属件4为金属管41,多个金属管41平铺连接后,金属管41的管道和相邻两金属管间的间隙形成冷流道42,冷流道层流道的最大直径≤10mm。
46.利用已经成型的金属管件来替代单侧的蚀刻板,可大幅降低换热芯体成本。且金属管件供应来源广泛,技术成熟度高,可降低蚀刻板的研发成本。
47.实施例3
48.所述金属管41为方管411、圆管412或多边形管413。
49.如图3所示,本实施例中金属管41为方管411,多个方管411平铺焊接后,方管411的孔隙构成冷流道42,方管411内部即为冷流体流道,通过毛细方管接触排列、密封条6密封从而形成冷流道。
50.同样要求毛细方管411具有较高的直线度以保证各个方管之间能够紧密接触,同时方管四个外侧壁面应略外凸,以保证在焊接施压时仍有足够接触,若四个侧壁面向内凹陷,焊接施压时致使方管的棱线处有接触,应该紧密接触的面实际不能接触。
51.实施例4
52.本实施例与上一实施例的区别在于,本实施例为多个圆管412平铺焊接后,圆管
412的孔隙和相邻两圆管形成的间隙构成冷流道42;
53.多个多边形管413平铺焊接后,多边形管道及相邻两个多边形管形成的间隙形成冷流道42。
54.相对于上一实施例的方管,本实施例的圆管或多边形管在进行平铺焊接时,只有部分接触,因此两个相邻管道之间会形成间隙,这个间隙也可用以形成冷流道。通过隔板层3将冷流道层和热流道层隔开作为压力或换热边界,通过密封条6将冷流道层与外界隔离起密封作用,芯块承压板5一方面可密封流体、一方面为流体进出口管箱焊接提供接触面。
55.由于圆管412与热流道层1及隔板层3之间通过扩散焊等方式连接,要求圆管412外径误差小以保证圆管412与热流道层1及隔板层3的焊接接触面,同时要求圆管412具有较高的直线度以保证圆管之间能够紧密接触,防止由于未充分接触引起的振动问题。
56.实施例5
57.如图4-图6所示,所述多边形管由支撑圆管和螺母构成,多个螺母串接固定在支撑圆管上构成一个多边形管,每个多边形管上相邻两螺母的底面重合。螺母包括各类六角螺母、方螺母及圆螺母等可用于排列形成流道的螺母。
58.图5为本实施例的螺母多边形管阵列,通过螺母多边形管轴向或径向排列形成,螺母多边形管之间的间隙用作冷流道螺母多边形管与热流道层1及隔板层3之间通过扩散焊等方式连接,密封条6密封冷流体。
59.图4为螺母装配工装结构的具体实施方式,由于螺母数量巨大,采用该工装可快速完成装配。工装由直圆柱和底座组成,直圆柱外径小于螺母内孔小径以便于螺母串入,圆柱数量可依据冷流道数量确定,圆柱间距则需根据具体的螺母外形尺寸确定(略大于螺母外接圆直径);排列好的螺母平放置于隔板3上并由密封条6限定位置。
60.实施例6
61.如图7-图9所示,金属件采用金属齿条,图8为金属齿条阵列,通过多个金属齿条平行排列形成,以金属齿条的齿槽作为冷流道。金属齿条阵列与热流道层1及隔板层3之间通过扩散焊等方式连接,密封条6密封冷流体。
62.当采用斜齿的金属齿条时,装配示意如图7所示,斜齿条应镜像排列,以保证能够形成连续流道。
63.金属管、螺母多边形管和金属齿条等较蚀刻板具有较为显著的价格优势,且这些金属件不易损坏,利用率高,不会影响整个冷流道层,废品率大大减少,进一步节约了成本并提高了加工效率。
64.实施例7
65.本实施例提供一种换热器,该换热器具有上述任一实施例所述的换热芯体结构。
66.利用金属毛细管、螺母或齿条替代换热芯体的单侧的蚀刻板,可大幅降低换热芯体制造成本。且金属毛细管、螺母或齿条供应来源广泛,技术成熟度高,可降低换热芯体研发成本,不易损坏,利用率高,不会影响整个冷流道层,废品率大大减少,进一步节约了成本并提高了加工效率。
67.通过金属毛细圆管/方管、小规格螺母/齿条合理排列形成流道结构,从而实现替代pche单侧蚀刻板、降低pche制造成本目的的一类印刷电路板式换热器。
68.在整个说明书中,对“一个实施例”、“实施例”、“一个示例”或“示例”的提及意味
着:结合该实施例或示例描述的特定特征、结构或特性被包含在本本实用新型至少一个实施例中。因此,在整个说明书的各个地方出现的短语“一个实施例”、“实施例”、“一个示例”或“示例”不一定都指同一实施例或示例。此外,可以以任何适当的组合和、或子组合将特定的特征、结构或特性组合在一个或多个实施例或示例中。此外,本领域普通技术人员应当理解,在此提供的示图都是为了说明的目的,并且示图不一定是按比例绘制的。这里使用的术语“和/或”包括一个或多个相关列出的项目的任何和所有组合。
69.在本实用新型的描述中,术语“前”、“后”、“左”、“右”、“上”、“下”、“竖直”、“水平”、“高”、“低”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制。
70.以上所述的具体实施方式,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施方式而已,并不用于限定本实用新型的保护范围,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1