均热板及均热板的制造方法与流程
1.本发明涉及均热板及均热板的制造方法。
背景技术:
2.对于在笔记本电脑、数码相机、移动电话等电气/电子设备中搭载的半导体元件等电子零部件而言,由于随着高性能化的高密度搭载等而存在发热量增大的倾向。为了长时间正常地驱动电气/电子设备,需要高效地对电子零部件进行冷却。
3.例如,专利文献1中记载了一种均热板,其具有第1金属片材和第2金属片材,并在设置于第1金属片材与第2金属片材之间的密封空间中具备液体流路部。在专利文献1的均热板中,就构成液体流路部的各槽而言,第1联络槽的宽度大于第1主流槽的宽度及第2主流槽的宽度,第2联络槽的宽度大于第2主流槽的宽度及第3主流槽的宽度,第1联络槽的深度比第1主流槽的深度及第2主流槽的深度深,第2联络槽的深度比第2主流槽的深度及第3主流槽的深度深。
4.在专利文献1的均热板中,第1金属片材与第2金属片材通过扩散接合、钎焊等接合。在进行扩散接合、钎焊时,第1金属片材及第2金属片材整体被热处理而被热退火。像这样,由于均热板整体被热退火,因此均热板的机械强度降低。另外,在专利文献1的均热板中,通过使得构成液体流路部的各槽满足规定的关系,从而实现了热传输效率的提高。但是,并未充分达到近年不断增大的对电气/电子设备中的冷却性能的要求。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2019-158323号公报
技术实现要素:
8.发明要解决的课题
9.本发明的目的在于提供机械强度及热传输特性优异的均热板及均热板的制造方法。
10.用于解决课题的手段
11.[1]均热板,其在形成于第1金属片材与第2金属片材之间的内部空间中具有工作流体,上述均热板的特征在于,上述第1金属片材具备凹部流路和至少1个以上的突出部,上述凹部流路设置于上述第1金属片材的内表面,上述突出部从上述第1金属片材的内表面朝向上述第2金属片材突出,且上述突出部的顶面与上述第2金属片材抵接,上述均热板具备至少1个以上的顶面接合部和间隙流路部,上述顶面接合部将上述突出部的上述顶面的一部分与上述第2金属片材接合,在上述间隙流路部中,上述顶面与上述第2金属片材分离。
[0012]
[2]根据上述[1]所述的均热板,其中,上述间隙流路部设置在上述第1金属片材的上述顶面中的、未与上述第2金属片材接合的顶面抵接部与上述第2金属片材中的与上述顶面抵接部抵接的内表面抵接部之间,在上述顶面抵接部的上述顶面接合部侧具有闭塞部,
在上述顶面抵接部的突出部侧面侧具有开口部。
[0013]
[3]根据上述[2]所述的均热板,其中,上述间隙流路部中,从上述闭塞部到上述开口部为止的间隙长度长于上述顶面抵接部与上述内表面抵接部之间的间隙宽度。
[0014]
[4]根据上述[2]或[3]所述的均热板,其中,上述间隙流路部中,上述顶面抵接部与上述内表面抵接部之间的间隙宽度的平均值为1.0μm以上且100.0μm以下。
[0015]
[5]根据上述[2]~[4]中任一项所述的均热板,其中,上述间隙流路部中,从上述闭塞部到上述开口部为止的间隙长度的平均值为40.0μm以上。
[0016]
[6]根据上述[2]~[5]中任一项所述的均热板,其中,上述间隙流路部在上述闭塞部侧具备间隙扩大部,上述间隙扩大部处的上述顶面抵接部与上述内表面抵接部之间的间隙宽度的平均值大于上述间隙扩大部以外的上述间隙流路部处的上述间隙宽度的平均值。
[0017]
[7]根据上述[1]~[6]中任一项所述的均热板,其中,上述第1金属片材的上述突出部处的片材厚度t2相对于上述第1金属片材的上述凹部流路处的片材厚度t1之比(t2/t1)为0.1以上且10.0以下。
[0018]
[8]根据上述[1]~[7]中任一项所述的均热板,其中,上述突出部沿上述均热板的长度方向延伸。
[0019]
[9]根据上述[1]~[8]中任一项所述的均热板,其中,上述均热板在所述突出部之一上具备多个上述顶面接合部。
[0020]
[10]根据上述[1]~[9]中任一项所述的均热板,其中,上述第2金属片材在内表面具备至少1个以上的突出部,上述第2金属片材的上述突出部从上述第2金属片材的上述内表面朝向上述第1金属片材突出,且上述突出部的顶面与上述第1金属片材的上述凹部流路抵接。
[0021]
[11]均热板的制造方法,其为上述[1]~[10]中任一项所述的均热板的制造方法,其特征在于,具有利用激光形成上述顶面接合部的激光接合工序。
[0022]
[12]根据上述[11]所述的均热板的制造方法,其中,在上述激光接合工序前或上述激光接合工序后,进一步具有利用激光将上述第1金属片材的外缘与上述第2金属片材的外缘焊接的激光焊接工序。
[0023]
[13]根据上述[11]或[12]所述的均热板的制造方法,其中,在上述激光接合工序及激光焊接工序前,进一步具有通过冲压成型来形成上述第1金属片材的上述凹部流路及上述突出部的冲压加工工序。
[0024]
发明效果
[0025]
根据本发明,能够提供机械强度及热传输特性优异的均热板及均热板的制造方法。
附图说明
[0026]
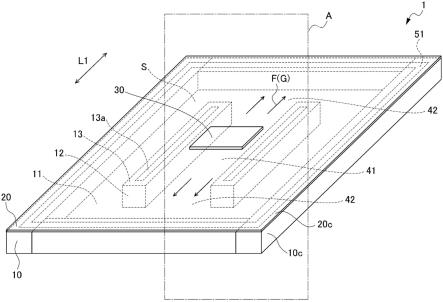
图1是示出第1实施方式的均热板的一例的立体图。
[0027]
图2是图1的a面的放大剖面图。
[0028]
图3是示出构成第1实施方式的均热板的第2金属片材的其他例的放大剖面图。
[0029]
图4是示出构成第1实施方式的均热板的突出部的其他例的立体图。
[0030]
图5是示出第2实施方式的均热板的一例的立体图。
[0031]
图6是图5的b面的放大剖面图。
[0032]
图7是示出构成第2实施方式的均热板的突出部的其他例的放大剖面图。
具体实施方式
[0033]
以下,基于实施方式进行详细说明。
[0034]
本技术的发明人反复进行了深入研究,结果,通过着眼于将第1金属片材与第2金属片材接合的接合部的构成,从而实现了机械强度及热传输特性的提高。
[0035]
实施方式的均热板在形成于第1金属片材与第2金属片材之间的内部空间中具有工作流体,上述第1金属片材具备凹部流路和至少1个以上的突出部,上述凹部流路设置于上述第1金属片材的内表面,上述突出部从上述第1金属片材的内表面朝向上述第2金属片材突出,且上述突出部的顶面与上述第2金属片材抵接,上述均热板具备至少1个以上的顶面接合部和间隙流路部,上述顶面接合部将上述突出部的上述顶面的一部分与上述第2金属片材接合,在上述间隙流路部中,上述顶面与上述第2金属片材分离。
[0036]
(第1实施方式)
[0037]
图1是示出第1实施方式的均热板的一例的立体图。图2是图1的a面的放大剖面图。在图1中,方便起见,示出局部透视的状态,以便了解均热板的内部结构。另外,在图1及图2中,将气相的工作流体f(g)的流动方向以实心箭头表示,将液相的工作流体f(l)的流动方向以空心箭头表示。
[0038]
如图1~2所示,第1实施方式的均热板1具有第1金属片材10及第2金属片材20。以第1金属片材10的内表面10a与第2金属片材20的内表面20a对置的方式,使得第1金属片材10与第2金属片材20接合。即,第1金属片材10与第2金属片材20的内部被封闭。另外,均热板1在形成于第1金属片材10与第2金属片材20之间的内部空间s具有工作流体。内部空间s由第1金属片材10及第2金属片材20密闭。在均热板1的内部设置的内部空间s中封入有工作流体。
[0039]
从均热板1的冷却性能的观点出发,封入内部空间s中的工作流体能够举出纯水、乙醇、甲醇、丙酮等。
[0040]
构成均热板1的第1金属片材10具备凹部流路11和至少1个以上的突出部12。
[0041]
如图1所示,凹部流路11设置在第1金属片材10的内表面10a。设置在内表面10a侧的凹部流路11在从第1金属片材10的外缘10c到内表面10a的中央的范围内凹陷。例如,凹部流路为内部空间s中除了突出部12及间隙流路部14以外的空间。凹部流路11主要供气相的工作流体流动。
[0042]
突出部12从第1金属片材10的内表面10a朝向第2金属片材20的内表面20a突出。突出部12的顶面13与第2金属片材20的内表面20a抵接。例如,突出部12为四棱柱形。
[0043]
如图2所示,均热板1包括至少1个以上的顶面接合部13a和间隙流路部14。
[0044]
顶面接合部13a将突出部12的顶面13的一部分与第2金属片材20接合。像这样,在突出部12的顶面13与第2金属片材20的内表面20a之间的抵接面中,顶面接合部13a将突出部12的顶面13的一部分与第2金属片材20的内表面20a的一部分接合。
[0045]
在均热板1中,对于因形成将第1金属片材10与第2金属片材20接合的顶面接合部13a时的热而产生的热退火部50而言,其局部地存在于与顶面接合部13a邻接的部分,而没
有遍及整个均热板1地形成。例如,如图2所示,均热板1具备在与顶面接合部13a邻接的第2金属片材20上形成的热退火部50。在使用sem观察时,热退火部50的金属组织与热退火部50以外的部分的金属组织明显不同。
[0046]
第1金属片材10与第2金属片材20借助顶面接合部13a接合。将顶面13的一部分与内表面20a的一部分接合的顶面接合部13a的长度13ax小于突出部12的长度12x。从抑制均热板1的机械强度降低的观点出发,顶面接合部13a的长度13ax相对于突出部12的长度12x之比(13ax/12x)优选为小于0.5。在图2那样的包含顶面接合部13a的均热板1的剖面中,顶面接合部13a的长度13ax及突出部12的长度12x为与均热板1的厚度方向垂直的方向上的距离。
[0047]
在间隙流路部14中,第1金属片材10的顶面13与第2金属片材20分离。在间隙流路部14中流动有液相的工作流体。
[0048]
这样的间隙流路部14设置在突出部12的顶面13的顶面抵接部13b与第2金属片材20的内表面抵接部21之间。第1金属片材10的顶面抵接部13b为第1金属片材10的顶面13中的未与第2金属片材20的内表面20a接合的部分。第2金属片材20的内表面抵接部21为第2金属片材20的内表面20a中的与顶面抵接部13b抵接的部分。
[0049]
顶面抵接部13b与内表面抵接部21未接合而以能够相互分离的方式抵接。间隙流路部14为因顶面抵接部13b与内表面抵接部21的抵接而产生的间隙。需要说明的是,在这里,方便起见,示出顶面抵接部13b与内表面抵接部21明显分离的状态,以便于理解间隙流路部14。
[0050]
另外,间隙流路部14在顶面抵接部13b的顶面接合部13a侧具有闭塞部14a。闭塞部14a为顶面抵接部13b与顶面接合部13a连接的部分,由顶面接合部13a闭塞。另外,间隙流路部14在顶面抵接部13b的突出部侧面侧具有开口部14b。突出部侧面侧为突出部12的侧面12a侧,为凹部流路11侧。像这样,间隙流路部14在顶面抵接部13b的顶面接合部13a侧闭塞,在顶面抵接部13b的突出部侧面侧开口。
[0051]
间隙流路部14在突出部12的顶面13侧设置在凹部流路11与顶面接合部13a之间。在突出部12的顶面13侧,在顶面接合部13a的周围设置的间隙流路部14沿与均热板1的厚度方向垂直的方向延伸。间隙流路部14经由开口部14b与凹部流路11连结。具体而言,间隙流路部14在第2金属片材20侧与凹部流路11连结。
[0052]
间隙流路部14的间隙宽度14w远小于凹部流路11的槽间隔p。间隙流路部14的间隙宽度14w为顶面抵接部13b与内表面抵接部21之间的距离。凹部流路11的槽间隔p为相邻的突出部12之间的距离或突出部12与外缘10c之间的距离。如上所述,间隙流路部14为由于顶面抵接部13b与内表面抵接部21的抵接而产生的间隙,间隙流路部14的间隙宽度14w非常小。因此,间隙流路部14中产生针对液相的工作流体的毛细管现象。
[0053]
均热板1主要利用以下的冷却路径对发热体30进行冷却。
[0054]
由与第2金属片材20的外表面20b以热的方式连接的发热体30产生的热向位于第2金属片材20的内表面20a的蒸发部41传递。如图2所示,蒸发部41利用从发热体30传递的热使在间隙流路部14中流动的液相的工作流体蒸发,如箭头f(g)所示相变为气相的工作流体。通过蒸发而被加热的气相的工作流体如图1的箭头f(g)所示,流向位于从蒸发部41分开的位置的冷凝部42。在气相的工作流体朝向冷凝部42流动的过程中,工作流体的温度下降。
在冷凝部42中,温度下降了的气相的工作流体被冷凝而相变为液相的工作流体。因相变产生的潜热向第1金属片材10、第2金属片材20传递,并被释放到均热板1的外部。冷凝得到的液相的工作流体如图2的箭头f(l)所示,通过毛细管现象而容易地浸入间隙流路部14内。液相的工作流体在间隙流路部14内移动,并再次返回蒸发部41。通过这样的液相及气相的工作流体的良好的循环,从而均热板1能够高效地将发热体30冷却。
[0055]
若均热板1在突出部12的顶面13侧具备间隙流路部14,则由于间隙流路部14的针对液相的工作流体的毛细管现象而使得液相的工作流体容易从凹部流路11浸入间隙流路部14,并且,间隙流路部14内的液相的工作流体不易漏出到间隙流路部14的外部。另一方面,在不具备间隙流路部14的以往的均热板中,由于没有设置与均热板1的间隙流路部14相当的构成,因此,液相的工作流体在凹部流路内流动。像这样,与以往相比,具备间隙流路部14的均热板1的液相的工作流体的保持量增加、工作流体的回流量增加。因此,内部空间s内的热传输量提高。此外,在均热板1的内部空间s中,能够抑制蒸发部中不存在液相的工作流体的状态、所谓的干涸(dryout),液相及气相的工作流体的循环流动变得良好,热传输提高。由此,能够使得均热板1具有优异的热传输特性。
[0056]
此外,间隙流路部14容易利用毛细管现象将液相的工作流体取入到内部,并使得取入到内部的液相的工作流体不易漏出到间隙流路部14的外部。例如,在图1所示的均热板1在纸面上倾斜90度的状态、成为上下颠倒的状态等均热板1处于任意姿态时,液相的工作流体均容易进入间隙流路部14并不易从间隙流路部14漏出到外部。像这样,无论均热板1的配置状态如何,液相及气相的工作流体的循环流动均良好,因此均热板1的热传输特性优异。
[0057]
此外,均热板1在与顶面接合部13a邻接的部分局部地、而非在整个均热板1具备由于形成顶面接合部13a时的热而产生的热退火部50。通过热处理而被退火的热退火部50使材料的机械强度降低。以往的均热板在第1金属片材、第2金属片材的宽范围内具备热退火部,而非在均热板1的与顶面接合部13a邻接的部分局部具备热退火部。像这样,与以往相比,在均热板1中,热退火部50的区域小,能够抑制由热退火引起的机械强度降低。因此,能够使得均热板1具有优异的机械强度。
[0058]
另外,优选间隙流路部14的从闭塞部14a到开口部14b为止的间隙长度14x长于顶面抵接部13b与内表面抵接部21之间的间隙宽度14w。就间隙流路部14而言,若间隙长度14x长于间隙宽度14w,则间隙流路部14中的液相的工作流体的保持量增加,间隙流路部14的毛细管现象提高。因此,均热板1的热传输特性进一步提高。
[0059]
从提高均热板1的热传输特性的观点出发,优选间隙长度14x相对于间隙宽度14w之比(14x/14w)为1.0以上且30.0以下,更加优选为2.0以上且10.0以下。
[0060]
另外,优选间隙流路部14的间隙宽度14w的平均值为1.0μm以上且100.0μm以下,更加优选为3.0μm以上且50.0μm以下,进一步优选为5.0μm以上且20.0μm以下。若间隙宽度14w的平均值为1.0μm以上,则能够容易地形成间隙流路部14。若间隙宽度14w的平均值为100.0μm以下,则间隙流路部14的毛细管现象提高,因此均热板1的热传输特性进一步提高。
[0061]
另外,优选间隙流路部14的间隙长度14x的平均值为40.0μm以上,更加优选为80.0μm以上,进一步优选为150.0μm以上。另外,优选间隙长度14x的平均值为1.0mm以下,更加优选为500.0μm以下,进一步优选为200.0μm以下。若间隙长度14x的平均值为40.0μm以上,则
间隙流路部14中的液相的工作流体的保持量增加,间隙流路部14的毛细管现象提高,因此均热板1的热传输特性进一步提高。若间隙长度14x的平均值为1.0mm以下,则能够容易地形成间隙流路部14。
[0062]
另外,如图2所示,间隙流路部14在闭塞部14a侧具备间隙扩大部15,优选间隙扩大部15处的顶面抵接部13b与内表面抵接部21之间的间隙宽度15w的平均值大于间隙扩大部15以外的间隙流路部14处的顶面抵接部13b与内表面抵接部21之间的间隙宽度14w的平均值。若间隙扩大部15的间隙宽度15w的平均值大于间隙扩大部15以外的间隙流路部14处的顶面抵接部13b与内表面抵接部21之间的间隙宽度14w的平均值,则间隙流路部14及间隙扩大部15中的液相的工作流体的保持量增加,间隙流路部14的毛细管现象提高。因此,均热板1的热传输特性进一步提高。
[0063]
从提高均热板1的热传输特性的观点出发,优选间隙宽度15w相对于间隙宽度14w之比(15w/14w)为1.1以上且2.0以下。若比(15w/14w)为1.1以上,则均热板1的热传输特性提高。若比(15w/14w)为2.0以下,则能够容易地形成间隙扩大部15。
[0064]
另外,从提高均热板1的热传输特性的观点出发,如图2所示,优选间隙扩大部15设置在顶面抵接部13b中的最接近顶面接合部13a的部分、换言之设置在闭塞部14a。同样地,从提高均热板1的热传输特性的观点出发,优选间隙扩大部15的形状如图2所示为球状。
[0065]
另外,如图1所示,优选突出部12沿均热板1的长度方向l1延伸。若突出部12沿均热板1的长度方向l1延伸,则从蒸发部41朝向冷凝部42的距离增长,工作流体的回流量增加。因此,均热板1的热传输特性进一步提高。
[0066]
另外,优选均热板1在突出部12之一具备多个顶面接合部13a。若在1个突出部12设有多个顶面接合部13a,则第1金属片材10与第2金属片材20的结合力提高。若在各突出部12设有多个顶面接合部13a,则第1金属片材10与第2金属片材20的结合力进一步提高。
[0067]
图3是示出构成均热板1的第2金属片材20的其他例的放大剖面图。如图3所示,优选第2金属片材20在内表面20a具备至少1个以上的突出部22,第2金属片材20的突出部22从第2金属片材20的内表面20a朝向第1金属片材10突出,且突出部22的顶面23与第1金属片材10的凹部流路11抵接。
[0068]
第2金属片材20的突出部22的顶面23与凹部流路11、即第1金属片材10的内表面10a抵接。因此,均热板1的厚度方向上的机械强度进一步提高。另外,在突出部22的顶面23与第1金属片材10的内表面10a之间设有利用抵接而形成的间隙。该间隙与间隙流路部14同样地,产生针对液相的工作流体的毛细管现象,因此容易将液相的工作流体取入。因而,均热板1的热传输特性进一步提高。
[0069]
另外,优选第1金属片材10的内表面10a、第2金属片材20的内表面20a具有粗糙化结构、槽结构。粗糙化结构通过针对内表面10a、内表面20a的粗糙化处理来形成。若内表面10a、内表面20a具有粗糙化结构、槽结构,则液相的工作流体变得容易沿着这些结构流动,液相及气相的工作流体的循环变得良好。因此,均热板1的热传输特性进一步提高。
[0070]
在上述这样的提高均热板1的热传输特性的顶面接合部13a及间隙流路部14的形成以及热退火部50的局部形成中,使用激光的加工是优选的,其中,更加优选使用纤维激光的加工。在使用激光的加工中,能够抑制热退火部50的形成扩大,并在短时间内将顶面接合部13a及间隙流路部14形成为期望的形状。其结果,热退火部50在均热板1中局部形成而非
大范围地形成。另一方面,在使用以往的均热板所采用的扩散结合的第1金属片材及第2金属片材的结合中,难以形成顶面接合部13a及间隙流路部14,特别是难以形成间隙流路部14,且会在整个均热板形成热退火部等,与激光加工相比,加工性非常低。
[0071]
另外,就构成第1金属片材10及第2金属片材20的材料而言,从高导热率、使用激光的加工容易性等观点出发,优选铜、铜合金、铝、铝合金、不锈钢。其中,为了实现轻量化,更加优选铝、铝合金,为了提高机械强度,更加优选不锈钢。另外,根据使用环境,第1金属片材10及第2金属片材20中也可以使用锡、锡合金、钛、钛合金、镍、镍合金等。
[0072]
组装于均热板1的发热体30为例如半导体元件等运行中产生热的电子零部件这样的部件。
[0073]
接下来,说明上述均热板1的制造方法。
[0074]
均热板1的制造方法具有利用激光形成顶面接合部13a的激光接合工序。在激光接合工序中,优选利用纤维激光形成将第1金属片材10与第2金属片材20接合的顶面接合部13a。激光加工中,容易将顶面接合部13a加工控制为期望的形状,能够在短时间内形成顶面接合部13a。此外,由于激光加工能够对希望接合的部分进行局部加热,因此由于加热而产生的热退火部50局部地形成在与顶面接合部13a邻接的部分,而不会大范围地形成于均热板1。在激光中,纤维激光的加工控制及短时间加工更加优异。若形成顶面接合部13a,则结果也会形成间隙流路部14。由于不需要另行安装以往的毛细管结构(吸液芯结构)的工序,因此能够削减制造成本及制造时间、实现制造的容易化。
[0075]
具体而言,具备凹部流路11、突出部12的第1金属片材10的内表面10a与第2金属片材20的内表面20a相互对置,在第1金属片材10的突出部12的顶面13与金属片材20的内表面20a抵接的状态下,向顶面13的一部分照射激光。例如,既可以从第1金属片材10侧向顶面13的一部分照射激光,也可以从第2金属片材20侧向顶面13的一部分照射激光,或者将上述的激光照射组合。
[0076]
另一方面,在使用以往的均热板中所采用的扩散接合等的接合中,将第1金属片材及第2金属片材整体地进行热处理。在这样的热处理中,由于突出部12的整个顶面13与第2金属片材20的内表面接合,因此顶面接合部13a及间隙流路部14的形成本身是困难的。因此,除了将第1金属片材与第2金属片材接合的工序以外,还需要另行进行设置毛细管结构的工序。此外,由于第1金属片材及第2金属片材整体地进行热处理以热退火,因此均热板的机械强度降低。
[0077]
另外,优选均热板1的制造方法在激光接合工序前或激光接合工序后进一步具有利用激光将第1金属片材10的外缘10c与第2金属片材20的外缘20c焊接的激光焊接工序。通过将第1金属片材10的外缘10c与第2金属片材20的外缘20c利用激光进行焊接,从而形成焊接部51,能够容易地制造内部具备内部空间s的均热板1。若激光接合工序中使用的激光与激光焊接工序中使用的激光相同,则能够容易地在更短时间内制造均热板。
[0078]
具体而言,使第1金属片材10的内表面10a与第2金属片材20的内表面20a相互对置,向第1金属片材10的外缘10c与金属片材20的外缘20c接触的状态的第1金属片材10及第2金属片材20照射激光。例如,既可以从第1金属片材10侧向外缘10c与外缘20c的接触部分照射激光,也可以从第2金属片材20侧向外缘10c与外缘20c的接触部分照射激光,还可以从均热板1的面内方向向外缘10c与外缘20c的接触部分照射激光,也还可以将上述的激光照
射组合。
[0079]
这样制造的均热板1适用于在多种姿态下均要求良好的热传输特性的移动电话等电子设备。具备均热板1的电子设备在多种使用状态下均具有均热板1的高热传输特性。
[0080]
根据以上说明的实施方式,液相的工作流体容易浸入间隙流路部并流动,因此液相及气相的工作流体的循环流动提高,均热板的内部空间内的热传输增加。因此,均热板能够具有优异的热传输特性。另外,均热板局部地、而非遍及整体而大范围地具备热退火部。因此,能够抑制由热退火部导致的均热板的机械强度降低。
[0081]
需要说明的是,以上说明了如图1所示将发热体30安装在第2金属片材20的外表面20b的例子,但发热体30也可以安装在第1金属片材10的外表面10b。
[0082]
另外,优选按照在重力方向侧配置第2金属片材20、即沿着重力方向将第2金属片材20配置在下方并将第1金属片材10配置在上方的方式设置均热板1。若均热板1以将第2金属片材20配置在重力方向侧的方式设置,则在内部空间s内,间隙流路部14被配置在重力方向侧。液相的工作流体除了间隙流路部14的毛细管现象以外还受到重力作用,变得容易进入间隙流路部14。其结果,均热板的热传输特性进一步提高。若在这样的均热板的设置状态下将发热体30安装于第2金属片材20的外表面20b、即均热板1的下部,则能够高效地对发热体30进行冷却。
[0083]
另外,以上说明了如图1所示突出部12为四棱柱形的例子,但突出部12的形状能够使得顶面13与第2金属片材20的内表面20a抵接即可。例如,突出部12的形状也可以如图4所示为圆柱形。另外,在第1金属片材10具备多个突出部12的情况下,突出部12的形状既可以全部相同也可以至少一部分不同。
[0084]
(第2实施方式)
[0085]
图5是示出第2实施方式的均热板的一例的立体图。图6是图5的b面的放大剖面图。
[0086]
需要说明的是,在以下所示的实施方式中,对与第1实施方式的均热板的构成相同的构成部分标注相同的附图标记,并省略或简化重复的说明。
[0087]
在第2实施方式的均热板2中,除了第1金属片材10的构成不同以外,基本上与第1实施方式的均热板1的构成相同。因此,以下主要说明其不同的构成。
[0088]
如图5~6所示,均热板2的第1金属片材10与第1实施方式的均热板1的第1金属片材10相比,片材厚度的均匀性高。在均热板1的第1金属片材10中,如图2所示,突出部12处的片材厚度明显大于凹部流路11处的片材厚度。
[0089]
如图6所示,在均热板2中,优选第1金属片材10的突出部12处的片材厚度t2相对于第1金属片材10的凹部流路11处的片材厚度t1之比(t2/t1)为0.1以上且10.0以下,更加优选为0.2以上且5.0以下,进一步优选为0.5以上且2.0以下,最优选为1.0、即凹部流路11处的片材厚度t1与突出部12处的片材厚度t2相同。
[0090]
若比值(t2/t1)在上述范围内,则能够抑制第1金属片材10的片材厚度的偏差,因此能够使均热板2轻量化。具有这样的规定的比(t2/t1)的第1金属片材10的形成优选基于冲压成型的加工。
[0091]
图7是示出构成均热板2的突出部12的其他例的放大剖面图。如图7所示,第1金属片材10也可以进一步具有从顶面13的一部分朝向第2金属片材20的内表面20a突出的凸部16。在突出部12的顶面13的一部分设置的凸部16的顶面与第2金属片材20的内表面20a接
合。在该情况下,既可以使凸部16的顶面的一部分与第2金属片材20的内表面20a接合,也可以使凸部16的整个顶面与第2金属片材20的内表面20a接合。凸部16的形成优选基于冲压成型的加工。
[0092]
若均热板2具备凸部16,则能够容易地控制间隙流路部14的形状,因此容易将液相的工作流体取入间隙流路部14。因此,能够提高均热板的热传输特性。另外,容易使凸部16的顶面与第2金属片材20的内表面20a的抵接面积小于不具备凸部16的均热板中的顶面接合部13a与第2金属片材20的内表面20a的抵接面积,能够使热退火部50进一步局部化。因此,能够进一步抑制由热退火部导致的均热板的机械强度降低。
[0093]
接下来,说明上述均热板2的制造方法。
[0094]
优选均热板2的制造方法在上述激光接合工序及上述激光焊接工序前进一步具有通过冲压成型来形成第1金属片材10的凹部流路11及突出部12的冲压加工工序。通过对第1金属片材10进行冲压成型,从而能够容易地形成凹部流路11及突出部12。更加优选在冲压加工工序中,除了在第1金属片材10上形成凹部流路11及突出部12以外还形成凸部16。
[0095]
通过在冲压加工工序后接着激光接合工序进行激光焊接工序、或接着激光焊接工序进行激光接合工序,从而能够制造均热板2。
[0096]
根据以上说明的实施方式,通过减小第1金属片材的片材厚度的偏差,从而能够使均热板轻量化。这样的第1金属片材的凹部流路及突出部能够容易地通过冲压成型在短时间内形成。因此,能够更加简便地制造均热板。
[0097]
以上对实施方式进行了说明,但本发明并非限定于上述实施方式,而包含在本发明的概念及权利要求书中所包含的全部方式,能够在本发明的范围内实施多种改变。
[0098]
附图标记说明
[0099]
1、2均热板
[0100]
10第1金属片材
[0101]
10a第1金属片材的内表面
[0102]
10b第1金属片材的外表面
[0103]
10c第1金属片材的外缘
[0104]
11 凹部流路
[0105]
12 突出部
[0106]
12a 突出部的侧面
[0107]
13 突出部的顶面
[0108]
13a 顶面接合部
[0109]
13b 顶面抵接部
[0110]
14 间隙流路部
[0111]
14a 间隙流路部的闭塞部
[0112]
14b 间隙流路部的开口部
[0113]
15 间隙扩大部
[0114]
16 凸部
[0115]
20 第2金属片材
[0116]
20a 第2金属片材的内表面
[0117]
20b 第2金属片材的外表面
[0118]
20c 第2金属片材的外缘
[0119]
21 内表面抵接部
[0120]
22 突出部
[0121]
23 突出部的顶面
[0122]
30 发热体
[0123]
41 蒸发部
[0124]
42 冷凝部
[0125]
50 热退火部
[0126]
51 焊接部
[0127]
s 内部空间
[0128]
f(l) 液相的工作流体的流动
[0129]
f(g) 气相的工作流体的流动
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1