一种球团带式焙烧机烧嘴智能控制系统和方法与流程
1.本发明涉及冶金矿物生产设备控制技术领域,特别涉及一种球团带式焙烧机烧嘴智能控制系统和方法。
背景技术:
2.带式焙烧机是目前国内发展较快、技术成熟的球团生产工艺,其对原料适应性强、热耗低,适应于大规模和大型化的生产。此生产工艺基于铁矿粉造块的原理,通过烧嘴系统提供热源,整个工艺过程(干燥、预热、焙烧、冷却)都在一个设备上完成,具有工艺过程简单、布置紧凑、所需设备吨位轻等特点,为工厂缩小占地面积、减少工程量、实现焙烧气体的循环利用以及降低热耗和电耗创造了条件。带式焙烧机上设置有烧嘴系统,烧嘴系统为带式焙烧机提供持续、稳定、安全的热源。
3.球团带式焙烧机烧嘴根据工艺需求在预热段与焙烧段设置n对烧嘴,每对烧嘴在台车的两边呈对称分布;根据需要的温度场将n对烧嘴划分成m个分区,每个分区内有k对烧嘴,每个烧嘴为一个燃烧与控制单元。温度场要求同一对烧嘴的温度基本接近,同一区的k对烧嘴温度接近或有小的梯度,不同区的烧嘴温度梯度较大,一个烧嘴对应一个燃烧室,同一侧的燃烧室均匀排布,在热辐射及热传导的作用下,相邻燃烧室的温度相互影响,如果燃烧室只做单回路的温度控制,会导致燃气量偏析,即某些燃烧室燃气量过大,某些燃烧室燃气过小的现象,这样会导致烧嘴燃烧的不均匀,容易造成有的烧嘴过热,有的烧嘴欠烧,导致设备损坏。
技术实现要素:
4.有鉴于此,本发明提供了一种球团带式焙烧机烧嘴智能控制方法,既保证了燃烧室的温度的精确控制,又避免了燃气量的偏析,烧嘴的燃烧更均匀,避免了烧嘴过热或者欠烧,延长了烧嘴的使用寿命。
5.本发明还提供了一种球团带式焙烧机烧嘴智能控制系统。
6.为实现上述目的,本发明提供如下技术方案:
7.一种球团带式焙烧机烧嘴智能控制方法,包括以下步骤:
8.a)、对烧嘴的切断阀进行泄漏检测;
9.b)、对燃烧室内的烧嘴点火;
10.c)、对烧嘴的温度梯度进行精确控制;
11.d)、对每个设定区域内的烧嘴燃烧过程中的燃气需要量进行均匀控制。
12.可选地,所述步骤d后还包括步骤e,所述步骤e为基于相同热效果对烧嘴的设定温度自适应设定。
13.可选地,所述步骤a中的切断阀包括连通设置的第一切断阀和第二切断阀,所述第一切断阀和第二切断阀之间的连通管路上设置有压力检测装置,通过所述压力检测装置监测压力变化以判断切断阀是否泄漏。
14.可选地,所述步骤c包括设定区域控制温度及相邻烧嘴之间的温度偏差,每个烧嘴通过对应的燃气自动调节阀控制各自的燃烧室温度;
15.当检测到燃烧室内的温度值低于设定值时,对应的燃气自动调节阀自动往大方向调节,增大燃气的供应量;当检测到燃烧室内的温度值高于设定值时,对应的燃气自动调节阀自动往小的方向调整,减小燃气的供应量。
16.可选地,所述步骤d包括根据对应设定区域内烧嘴需要的燃气量的最大值与最小值,得到此设定区域内的燃气量的偏差阈值,当设定区域内不同的烧嘴需要的燃气量的偏差大于偏差阈值时,减少燃气量最大值烧嘴对应的燃气自动调节阀的阀位,增加燃气量最小值对应的燃气自动调节阀的阀位,直到此设定区域内的烧嘴的对应的燃气量的最大最小值偏差小于偏差阈值为止。
17.可选地,烧嘴的实际设定温度为ts,ts=t0+t1+t2+t3,
18.其中,t0为设计时的理论设定温度,t1为物料比例偏差导致的温度偏差,t2为生球入机量带来的温度偏差,t3为实际机速与设计机速偏差带来的温度偏差。
19.可选地,所述步骤b和步骤c之间还包括步骤f,所述步骤f为通过火焰探测器监测燃烧室内的烧嘴是否熄火。
20.从上述技术方案可以看出,本发明提供的球团带式焙烧机烧嘴智能控制方法,通过设置步骤c对燃烧室内的温度进行控制,通过设置步骤d对流向同区的各个烧嘴的燃气量差值进行控制,从而既保证了燃烧室的温度的精确控制,又避免了燃气量的偏析,避免了同区域的某些燃烧室燃气量过大,某些燃烧室燃气过小的现象,烧嘴的燃烧更均匀,避免了烧嘴过热或者欠烧,延长了烧嘴的使用寿命。
21.本发明还提供了一种球团带式焙烧机烧嘴智能控制系统,采用上述的控制方法进行控制,包括切断阀、压力检测装置、燃气自动调节阀、点火枪和燃烧室温度检测装置,所述切断阀、压力检测装置、燃气自动调节阀、点火枪和燃烧室温度检测装置均与控制器通信连接,燃气输送管路上依次设置有所述切断阀、压力检测装置和燃气自动调节阀,所述点火枪的点火端和燃烧室温度检测装置的检测端均设置在燃烧室内;
22.所述燃气输送管路上还设置有燃气手动调节阀,所述燃气手动调节阀与所述燃气自动调节阀并联设置。
23.可选地,所述切断阀包括第一切断阀和第二切断阀,所述第一切断阀和第二切断阀之间设置有检测室,所述检测室与燃气输送管路连通,所述压力检测装置用于检测所述检测室内的压力。
24.可选地,还包括火焰探测器,所述火焰探测器的探测端设置在燃烧室内,用于检测燃烧室内的烧嘴是否熄火,所述火焰探测器与所述控制器通信连接。
25.本发明提供的球团带式焙烧机烧嘴智能控制系统,采用上述的控制方法进行控制,因此具有上述控制方法的优点,此处不再赘述。
附图说明
26.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以
根据这些附图获得其他的附图。
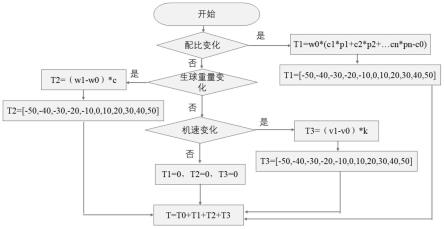
27.图1为本发明实施例提供的烧嘴基于相同热效果自适应控制流程图;
28.图2为本发明实施例提供的球团带式焙烧机烧嘴智能控制系统的结构示意图;
29.图3为本发明实施例提供的烧嘴的切断阀进行泄漏检测的具体流程图;
30.图4为本发明实施例提供的烧嘴的温度梯度进行精确控制的流程图;
31.图5为本发明实施例提供的烧嘴燃烧过程中的燃气需要量进行均匀控制的流程图;
32.图6为本发明实施例提供的监测燃烧室内的烧嘴是否熄火的流程图;
33.图7为本发明实施例提供的烧嘴自动点火的控制流程图。
34.其中:
35.1、第一切断阀,
36.2、检测室,
37.3、第二切断阀,
38.4、燃气自动调节阀,
39.5、点火枪,
40.6、燃烧室,
41.7、燃烧室温度检测装置,
42.8、火焰探测器,
43.9、燃气手动调节阀。
具体实施方式
44.本发明公开了一种球团带式焙烧机烧嘴智能控制方法,既保证了燃烧室的温度的精确控制,又避免了燃气量的偏析,烧嘴的燃烧更均匀,避免了烧嘴过热或者欠烧,延长了烧嘴的使用寿命。
45.本发明还提供了一种球团带式焙烧机烧嘴智能控制系统。
46.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
47.带式焙烧机工艺是目前国内发展较快、技术十分成熟的球团生产工艺,其对原料适应性强、热耗低,适应于大规模和大型化的生产。
48.本发明的球团带式焙烧机烧嘴智能控制方法,包括以下步骤:a)、对烧嘴的切断阀进行泄漏检测;b)、对燃烧室内的烧嘴点火;c)、对烧嘴的温度梯度进行精确控制;d)、对每个设定区域内的烧嘴燃烧过程中的燃气需要量进行均匀控制。
49.本发明的球团带式焙烧机烧嘴智能控制方法,通过设置步骤c对燃烧室内的温度进行控制,通过设置步骤d对流向同区的各个烧嘴的燃气量差值进行控制,从而既保证了燃烧室的温度的精确控制,又避免了燃气量的偏析,避免了同区域的某些燃烧室燃气量过大,某些燃烧室燃气过小的现象,烧嘴的燃烧更均匀,避免了烧嘴过热或者欠烧,延长了烧嘴的使用寿命。
50.所述步骤d后还包括步骤e,所述步骤e为基于相同热效果对烧嘴的设定温度自适应设定。相同热效果是指不同的物料在同一地点受热后产生的效果相同。烧嘴的温度是确保热效果的主要控制手段之一,影响烧嘴热效果的因素有混合料配比变化、生球入机量波动、生球含水量波动、焙烧机机速变化,烧嘴的理论设计温度是在一定的物料比例、设定生球水分、设定生球入机量、设定机速下基于热平衡公式计算出来的,此公式为现有技术。本发明的烧嘴的实际设定温度为ts,ts的计算公式为ts=t0+t1+t2+t3,其中,t0为设计时的理论设定温度,t1为物料比例偏差导致的温度偏差,t2为生球入机量带来的温度偏差,t3为实际机速与设计机速偏差带来的温度偏差。
51.物料比例偏差导致的温度偏差t1=w0*(c1*p1+c2*p2+
…
cn*pn-c0),其中w0为设计生球入机量,c为物料的比热容,p为物料比例,c0为设计时的综合比热容。根据计算结果与专家经验,对t1进行了量化处理,设定了9档即:{-50,-40,-30,-20,-10,0,10,20,30,40,50}。t2=(w1-w0)*c,其中w1为生球入机量,w0为设计生球入机量,c为综合比热容。根据计算结果及专家经验,t2也设定了9档,即:{-50,-40,-30,-20,-10,0,10,20,30,40,50},机速的变化导致相同时间内加热的物料重量会发生变化,因此需要考虑参数t3,t3=(v1-v0)*k,其中v1为当前机速,v0为设计机速,k为经验系数,t3也设定了9档,即:{-50,-40,-30,-20,-10,0,10,20,30,40,50}。综合分析后,对t1+t2+t3做了限制输出区间为[-100,100]。由于水分在线检测不可靠,人工测量又太滞后,因此未考虑水分的影响。烧嘴基于相同热效果自适应控制流程图如图1所示。t1、t2、t3的具体选值由本领域技术人员依据经验选择具体的数值。
[0052]
具体的,所述步骤a中的切断阀包括通过管路连通设置的第一切断阀1和第二切断阀3,如图2所示,第一切断阀1和第二切断阀3之间的连通管路上设置有压力检测装置,通过所述压力检测装置监测压力变化以判断切断阀是否泄漏。具体的,第一切断阀1和第二切断阀3之间的连通管路上连通设置有检测室2。
[0053]
具体的,对烧嘴的切断阀进行泄漏检测的具体流程图如图3所示,为了便于区分,图3中的第一切断阀1用代号v1表示,图3中的第二切断阀3用代号v2表示,关闭第二切断阀3,开启第一切断阀1给检测室2充压,第一设定时间后,关闭第一切断阀1,通过第一压力传感器10判断检测室2的压力是否变化,如果压力保持不变,说明第一切断阀1和第二切断阀3均完好,二者均不泄露。如果压力变小,这时再开启第二切断阀3第二设定时间后,如果压力不变,说明第一切断阀1泄漏,如果压力变小,说明第二切断阀3泄漏。在一实施例中,第一设定时间为3秒,第二设定时间为5秒,在其他实施例中,本领域技术人员也可以根据实际需要对第一设定时间和第二设定时间进行具体设定,此处不做限定。
[0054]
进一步的,对烧嘴的温度梯度进行精确控制的步骤c包括:设定区域控制温度及相邻烧嘴之间的温度偏差。每个烧嘴通过对应的燃气自动调节阀4控制各自的燃烧室6的温度。通过模糊控制算法快速进行控制,各个燃烧室6的温度就能达到或接近理想温度。燃烧室6内设置有燃烧室温度检测装置7,当燃烧室温度检测装置7检测到燃烧室6内的温度值低于设定值时,对应的燃气自动调节阀4自动往大方向调节,增大燃气的供应量。当燃烧室温度检测装置7检测到燃烧室内的温度值高于设定值时,对应的燃气自动调节阀4自动往小的方向调整,减小燃气的供应量。烧嘴的温度梯度进行精确控制的流程图如图4所示。其中,燃烧室温度检测装置7为温度传感器。
[0055]
以某年产400万吨球团的带式焙烧机为例,预热末段到焙烧段总共设计了24个(12对)烧嘴,划分了6个分区,分区情况如表1所示,1号烧嘴和2号烧嘴是一对,二者设置在同一个燃烧室6内,3号烧嘴和4号烧嘴是一对,二者设置在同一个燃烧室6内,依次类推。每个区的设定温度和梯度偏差如表1所示。温度梯度是根据带式焙烧机产量及原料的物理化学性能、成品球的质量要求来设置的。温度场偏差过大的直接后果会造成成品球的抗压强度波动较大。
[0056][0057]
表1
[0058]
步骤c控制的优点是目标温度控制准确,偏差较小,缺点是各个燃烧室6的燃烧不均匀,导致某些燃烧室6内的燃气量超最大,某些燃烧室6的燃气量最小,烧嘴的设定温度、实际温度以及燃气流量如下表2所示。
[0059][0060]
表2
[0061]
为了弥补步骤c造成的燃气的不均匀分布,导致某些燃烧室过度燃烧,某些燃烧室欠烧的缺陷,设置了步骤d,以控制烧嘴的均匀燃烧。所述步骤d包括根据对应设定区域内烧嘴需要的燃气量的最大值与最小值,得到此设定区域内的燃气量的偏差阈值,当设定区域内不同的烧嘴需要的燃气量的偏差大于偏差阈值时,减少燃气量最大值烧嘴对应的燃气自动调节阀的阀位,增加燃气量最小值对应的燃气自动调节阀的阀位,直到此设定区域内的烧嘴的对应的燃气量的最大最小值偏差小于偏差阈值为止。阀位幅度根据偏差大小而定,计算公式如下,阀位变化幅度=取整函数((流量最大值-流量最小值)/偏差设定值)*最小变化阀位设定值。烧嘴燃烧过程中的燃气需要量进行均匀控制的流程图如图5所示。在上述实施例中,运行结果如表3所示(区域燃气允许偏差设定为50)。
[0062][0063]
表3
[0064]
为了监测燃烧室内的烧嘴是否有火焰,所述步骤b和步骤c之间还包括步骤f,所述步骤f为通过火焰探测器8监测燃烧室6内的烧嘴是否熄火。步骤f的具体流程图如图6所示,燃烧过程中,如果火焰探测器8反应火熄灭,系统会启动停烧嘴程序,控制器快速关闭燃气自动调节阀4,同时控制器控制报警器报警,需要重新复位后才允许点火。
[0065]
其中,步骤b对燃烧室内的烧嘴点火时,需要将点火枪5插入燃烧室6内,3秒后通过火焰探测器8查看是否着火,如果着火,回收点火枪5,反之,立即关闭切断阀,回收点火枪5,关闭旁路燃烧手动阀9,检查原因后进行下一次点火,具体流程图见图7所示。
[0066]
本发明还提供了一种球团带式焙烧机烧嘴智能控制系统,所述控制系统采用上述的控制方法进行控制,如图2所示,包括切断阀、压力检测装置、燃气自动调节阀4、点火枪5和燃烧室温度检测装置7。所述切断阀、压力检测装置、燃气自动调节阀4、点火枪5和燃烧室温度检测装置7均与控制器通信连接。如图2所示,燃气输送管路上依次设置有所述切断阀、压力检测装置和燃气自动调节阀4,点火枪5的点火端和燃烧室温度检测装置7的检测端均设置在燃烧室6内;点火枪5为高能电子点火枪。
[0067]
所述燃气输送管路上还设置有燃气手动调节阀9,燃气手动调节阀9与燃气自动调节阀4并联设置,燃气手动调节阀9设置在与燃气自动调节阀4并联的支路上,燃气手动调节阀9控制所述支路的输气。
[0068]
所述切断阀包括第一切断阀1和第二切断阀3,第一切断阀1和第二切断阀3之间设置有检测室2,检测室2与燃气输送管路连通,所述压力检测装置用于检测检测室2内的压力。所述压力检测装置包括第一压力检测传感器10和第二压力检测传感器11,第一压力检测传感器10设置于第一切断阀1和第二切断阀3之间的管路上,用于检测检测室2内的压力。第二压力检测传感器11设置于第一切断阀1的前端,用于检测燃气储存装置输出的燃气的压力。第一压力检测传感器10和第二压力检测传感器11为所述切断阀的泄漏检测提供数据。
[0069]
进一步的,为了实现熄火自动检测,球团带式焙烧机烧嘴智能控制系统还包括火焰探测器8,火焰探测器8的探测端设置在燃烧室6内,火焰探测器8用于检测燃烧室6内的烧嘴是否熄火,火焰探测器8与所述控制器通信连接。火焰探测器8用于检测燃烧室6内的烧嘴是否熄火。
[0070]
本发明的球团带式焙烧机烧嘴智能控制系统的智能控制实施流程如下:首先对切
断阀泄漏安全检测,检测第一切断阀1和第二切断阀3是否泄漏;第一切断阀1和第二切断阀3检测完后进行自动点火,依次开启第一切断阀1、第二切断阀3、燃气手动调节阀9,插入点火枪5,3秒后看火焰探测器8是否显示着火,如果着火,回收点火枪5,如果显示未着火,立即关闭第一切断阀1和第二切断阀3,回收点火枪5、关闭燃气手动调节阀9,检查原因后进行下一次点火。烧嘴燃烧过程中,如果火焰探测器8反应火熄灭,控制器控制第一切断阀1和第二切断阀3关闭,并启动报警器报警,需要重新复位后才允许重新点火。燃气手动调节阀9为点火或避免熄火服务。
[0071]
本发明的球团带式焙烧机烧嘴智能控制系统,实现了烧嘴系统的智能控制,大大减少了人工干预,有效提高设备使用寿命,避免设备及生产安全事故,实现了智能化无人化操作,从而进一步提升带式球团生产系统的智能控制水平。
[0072]
在本方案的描述中,需要理解的是,术语“上”、“下”、“竖直”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本方案的限制。
[0073]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本方案的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
[0074]
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
[0075]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1