一种复合加热炉多烧嘴全自动精准调温控制方法与流程
本发明涉及连续热处理领域,特别涉及一种复合加热炉多烧嘴精准调温控制方法。
背景技术:
1、复合加热炉通过辐射管的辐射加热和喷气加热两种热处理方式,使带钢快速高效的达到均热的目的。所有热源均来源于烧嘴燃烧所释放出的热量,目前市场上烧嘴根据其点火燃烧控制方式大致可分为两种:一种是比例调节型烧嘴;另一种是on/off型烧嘴。
2、功率可调型烧嘴可以根据工况来调节燃烧功率,从而控制释放的热量,易于控制炉温,缺点是随着功率的变化,烧嘴的热点也会发生变化,对辐射管体不太友好,另外功率调节过程中的空燃比控制不太稳定,nox的排放也不容易控制。
3、on/off型烧嘴的工作状态就两种:on与off。热负荷的调节主要通过烧嘴的燃烧数量和每个烧嘴的点火时间来控制炉温,优点是辐射管的热点相对固定,燃烧状态比较稳定,缺点是对于惯性较低的炉子,很难精确地控制炉温。早期的大型连退\热镀机组采用辐射管进行加热,由于炉体的整体热惯性比较高,不管是采用比例控制或者是on/off控制的烧嘴,都是通过上层控制设定炉子的温度,本地进行pid进行计算后下发热负荷的输入,由于炉子的惯性高,所以控制相对简单。
技术实现思路
1、本发明的目的在于提供一种复合加热炉多烧嘴精准调温控制方法,能够根据采集的温度信息与设定的温度曲线,自动判断烧嘴的点火与熄灭,精准地控制炉温,实现智能化制造。
2、为达到上述目的,本发明的技术方案是:
3、一种复合加热炉多烧嘴精准调温控制方法,其包括:
4、1)所述复合加热炉包括:炉体,其内左右两侧各设至少一个带射流喷嘴的喷气风箱,中间形成供带钢穿过的加热室;每个喷气风箱内设有至少一辐射管;每个辐射管上安装一个on/off型烧嘴及两个热电偶;循环风机将保护气体从喷气风箱射流喷嘴射流带钢的表面,然后将热交换后的气体再次通过循环风机进入喷气风箱加热;如果炉子需要升温即可点火烧嘴通过辐射管加热保护气体,如果炉子需要降温即可关闭烧嘴,然后往辐射管中通入冷空气冷却保护气体;复合加热炉热电偶温度信号采集到控制系统,系统根据设定温度判断辐射管点火和熄灭;
5、2)采用pid控制方法,
6、动态设定温度为用户自行输入每个加热段或者冷却段对应地温度,每个加热段或者冷却段对应设置加热时间和冷却时间;动态设定温度值计算方式如下:
7、
8、其中:
9、teset:动态温度设定值,单位,℃;
10、startte:起始温度,单位,℃;
11、deltate:温度差值即结束温度-起始温度,单位,℃;
12、tisetp:加热时间,单位,分钟;
13、ctisetp:每分钟扫描次数;
14、actti:燃烧的实际时间,单位,分钟;
15、cycletigone:本次循环已扫描的次数;
16、pid控制器由比例单元p、积分单元i和微分单元d组成,其公式如下:
17、
18、式中:
19、y:pid输出值;
20、kp:比例增益;
21、ti:积分时间常数;
22、td:微分时间常数;
23、e(t):动态设定温度与实际温度之差。
24、优选的,所述pid控制方法采用双层pid控制方法,第一层pid的输入值为动态设定温度-实际温度的差值,第二层pid的输入值为第一层pid值的输出值减去50%;
25、第一层pid控制:计算烧嘴点火时间te、熄灭时间ta及自动切换时间t;
26、y1为输出0-1000的比例值,对应0-100%;e1(t)为动态设定温度-实际温度的差值;设定烧嘴的最小on/off时间,最小on时间temin、最小off时间tamin;
27、在y1最大控制量1000时,对应100%,on/off切换点y0;
28、
29、第一层pid输出y1=y0时是加热和冷却的分界点:
30、①y1<y0
31、te=temin,ta=temin*(1000-y)/y;
32、其中,如果y1=0时,te=0,ta=tamin;
33、②y1>=y0
34、ta=tamin,te=tamin*y/(1000-y);
35、其中:100-y1=0时,te=temin,ta=0;
36、计算出的总周期t=ta+te,总周期除以烧嘴个数n,计算出烧嘴的切换时间t=t/n;烧嘴的燃烧时间te,熄灭时间为ta;
37、第二层pid控制:输入e2(t)=y1-500,输出y2为0%-100%;
38、当y2>50%时表示负载需要加热,当切换时间到时,按照时序点火下一个烧嘴、;
39、当y2≤50%时表示冷却,当切换时间到时,按照时序熄灭工作时间最长的烧嘴。
40、优选的,所述pid控制器由比例单元p、积分单元i和微分单元d组成,其公式如下:
41、
42、式中:
43、y:pid输出值;
44、kp:比例增益,取值2~3;
45、ti:积分时间常数,取值0.3~0.4;
46、td:微分时间常数,取值0.01~0.03;
47、e(t):动态设定温度与实际温度之差。
48、本发明所述复合加热炉多烧嘴精准调温控制方法,主要针对复合加热的工艺特性设计的控制模型实现炉温准确控制。
49、复合加热技术的工艺特性主要有:采用射流以及辐射加热加热速度快;复合加热采用循环风机使得炉温的反应更加快速,复合加热技术能够快速的将能量转移到带钢上去,是常规辐射管加热的4-5倍,那么其能量密度的布置也是辐射管炉的4-5倍,炉子的惯性更小了,因此为了能够在加热过程中准确的控制炉温,需要根据其工艺特点设计更加复杂、快速的控制工艺模型,以满足该工艺技术的要求。
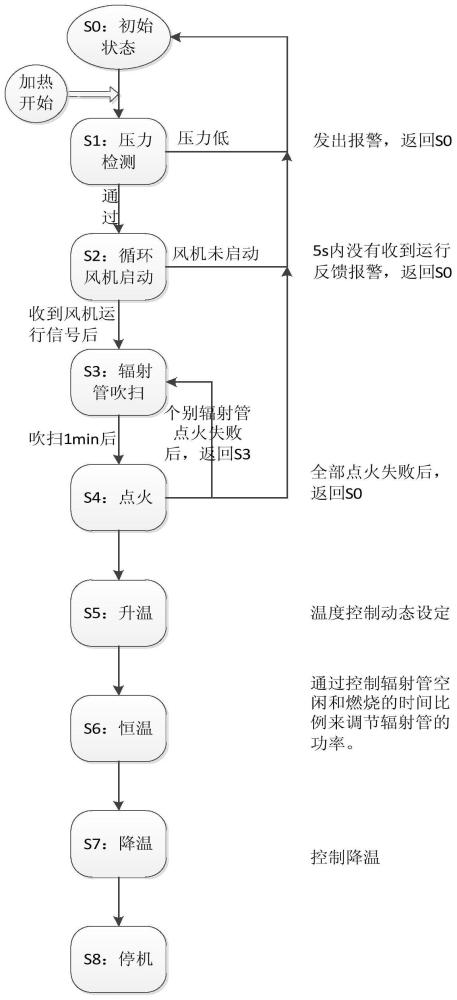
50、本发明所述控温方法可以根据炉温设定曲线,自动设定烧嘴点火按照设定曲线,完成升温、保温和冷却等阶段。
51、复合加热炉热电偶温度信号采集到控制系统,系统根据设定曲线自动判断辐射管点火和熄灭。所述炉温控制为带有反馈的闭环控制,闭环自动控制基于反馈的概念以减少不确定性。
52、本发明设计的复合加热炉多烧嘴精准调温控制方法,该控制系统主要包括中央控制器(plc)、数字量输入输出模块、模拟量输入输出模块、热电偶采集模块;复合加热炉主要含有烧嘴、辐射管、循环风机、热电偶、压力计、流量计等设备;外围辅助设备包含排烟风机、助燃风机、冷却风机、以及天然气空气调节阀等。
53、为了使复合加热炉能够适用于各种规格的带钢热处理,具备更强的适应性,优选地将加热段和冷却段划分为n个控制小单元,对应地填入温度和时间,即可自主生成一条符合自己要求的加热曲线,并且在使用过程中可以不断地修改接下来的曲线,以达到最好的要求,如图3所示。
54、为了精准地控制温度,本发明采用pid控制方法,优选引入双层pid控制方法,第一层pid的输入值为设定温度-实际温度的差值,第二层pid的输入值为第一层pid值的输出值减去50%,第一层pid主要为了自动计算烧嘴点火on和熄火off时间,另外计算动态切换时间,第二层pid主要为了解决切换时间到时是点火新的烧嘴还是熄灭旧的烧嘴。为了循环点火实现均热优选地提出烧嘴on时间和off时间,为了全自动控制精准控制温度优选地提出动态切换时间,切换时间到有两种情况:一是再点火一个烧嘴,二是再熄灭一个烧嘴。由于烧嘴循环点火和动态时间控制,最终实现温度的精准控制。
55、本发明的有益效果包括:
56、本发明所述复合加热炉多烧嘴精准调温控制方法,不仅能够全自动实现温度控制,还能够通过优化参数整定实现精准温度控制。
57、本发明所述复合加热炉多烧嘴精准调温控制方法能够有效控制on/off型烧嘴,可以推广到含该类型烧嘴的其他燃气炉,具有普遍应用性,能够有效解决现在半自动化人工设定的尴尬局面。
- 还没有人留言评论。精彩留言会获得点赞!