加料机构的倒料控制方法和控制系统与流程
1.本发明涉及一种控制方法,尤其是一种加料机构的倒料控制方法及实施该倒料控制方法的加料机构的控制系统。
背景技术:
2.钢铁厂的加料机构用于将废料加入转炉。加料机构在倒料过程中,需要控制料斗旋转以完成倒料。目前的倒料控制方法无法实现料斗在倒料过程中的匀速旋转。
技术实现要素:
3.本发明的目的是提供一种加料机构的倒料控制方法,其可实现倒料过程中料斗的匀速旋转。
4.本发明的另一个目的是提供一种加料机构的控制系统,其可实现倒料过程中料斗的匀速旋转。
5.本发明提供了一种加料机构的倒料控制方法。加料机构包括一个料斗和一个驱动单元。驱动单元具有两个牵引端。各牵引端沿平行于一个第一方向的转动轴线可转动地连接料斗并向料斗施加垂直于第一方向的牵引力,其中第一方向垂直于重力方向。两个牵引端施加的牵引力的作用点和料斗的重心位于同一个垂直于第一方向的平面。两个牵引端的相对于料斗的转动轴线分离设置。驱动单元能够通过动作分别驱动各牵引端沿垂直于第一方向的平面移动。倒料控制方法用于控制料斗从一个倒料起始位置绕一个平行于第一方向的倒料轴线旋转。倒料控制方法包括:
6.建立一个直角坐标系,直角坐标系的纵轴平行于重力方向,直角坐标系的横轴垂直于第一方向和重力方向;
7.针对各牵引端,根据公式(1)和公式(2)计算牵引端的转动轴线沿直角坐标系的横轴方向的速度设定值和牵引端的转动轴线沿直角坐标系的纵轴方向的速度设定值,
8.vx=-lb
×
sin(θa+θb)
×
ω
ꢀꢀꢀꢀꢀꢀꢀꢀ
公式(1)
9.vy=lb
×
cos(θa+θb)
×
ω
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
公式(2)
10.其中:vx为牵引端的转动轴线沿横轴方向的速度设定值,vy为牵引端的转动轴线沿纵轴方向的速度设定值,lb为倒料轴线在直角坐标系的坐标面的投影点至牵引端的转动轴线在直角坐标系的坐标面的投影点的向量的值,θa为以直角坐标系的横轴为始边并以la为终边且角度小于180度的角向量的值,其中la为直角坐标系的原点至倒料轴线在直角坐标系的坐标面的投影点的向量的值,θb为以la为始边并以lb为终边且角度小于180度的角向量的值,ω为料斗绕倒料轴线旋转的设定角速度;以及
11.根据两个牵引端的转动轴线沿横轴方向的速度设定值和两个牵引端的转动轴线沿纵轴方向的速度设定值控制驱动单元动作。
12.该加料机构的倒料控制方法可实现倒料过程中料斗的匀速旋转。
13.在加料机构的倒料控制方法的另一种示意性实施方式中,加料机构还包括一个支
架。驱动单元包括两个驱动组件。各驱动组件包括一个移动架,一个驱动轮、一个移动电机、一个收卷件和一个牵引件。各牵引件设置有一个牵引端。移动架沿第二方向可移动地设置于支架,其中第二方向垂直于第一方向和重力方向。收卷件绕垂直于重力方向的轴线可转动地设置于移动架。牵引件的主体为绳索或链条且缠绕于收卷件,牵引端连接绳索或链条的一端。各牵引端在料斗位于倒料起始位置时的牵引力的方向与重力方向相反。驱动轮可转动地连接移动架以通过在支架上滚动带动移动架沿第二方向移动。移动电机设置于移动架并能够驱动驱动轮相对于移动架转动。根据两个牵引端的转动轴线沿横轴方向的速度设定值和两个牵引端的转动轴线沿纵轴方向的速度设定值控制驱动单元动作的步骤包括:
14.针对各驱动组件,根据公式(3)计算移动电机的转速设定值,
15.vm=vx/(a
×
b)
ꢀꢀꢀꢀꢀꢀꢀꢀ
公式(3)
16.其中:vm为移动电机的转速设定值,vx为牵引端的转动轴线沿横轴方向的速度设定值,a为移动电机驱动驱动轮运动的过程中,驱动轮的角速度与移动电机的输出轴的角速度的比值,b为驱动轮带动移动架运动的过程中,移动架的移动速度与驱动轮的角速度的比值;以及
17.根据移动电机的转速设定值控制移动电机运行。借此可便于控制。
18.在加料机构的倒料控制方法的再一种示意性实施方式中,加料机构还包括一个支架。驱动单元包括两个驱动组件。各驱动组件包括一个移动架、一个收卷件、一个收卷电机和一个牵引件。各牵引件设置有一个牵引端。移动架沿第二方向可移动地设置于支架,其中第二方向垂直于第一方向和重力方向。收卷件绕垂直于重力方向的轴线可转动地设置于移动架。牵引件的主体为绳索或链条且缠绕于收卷件,牵引端连接绳索或链条的一端。各牵引端在料斗位于倒料起始位置时的牵引力的方向与重力方向相反。收卷电机设置于移动架且能够驱动收卷件转动。根据两个牵引端的转动轴线沿横轴方向的速度设定值和两个牵引端的转动轴线沿纵轴方向的速度设定值控制驱动单元动作的步骤包括:
19.针对各驱动组件,根据公式(4)计算收卷电机的转速设定值,
20.vn=vy/(c
×
d)
ꢀꢀꢀꢀꢀꢀꢀꢀ
公式(4)
21.其中:vn为收卷电机的转速设定值,vy为牵引端的转动轴线沿纵轴方向的速度设定值,c为收卷电机驱动收卷件运动的过程中,收卷件的角速度与收卷电机的输出轴的角速度的比值,d为收卷件带动牵引端运动的过程中,牵引端的移动速度与收卷件的角速度的比值;以及
22.根据收卷电机的转速设定值控制收卷电机运行。借此可便于控制。
23.在加料机构的倒料控制方法的还一种示意性实施方式中,倒料控制方法还包括:获取两个牵引端的转动轴线在直角坐标系的坐标面的投影点的坐标值,并根据两个牵引端的转动轴线的坐标值计算公式(1)和公式(2)中θb的值。获取两个牵引端的转动轴线在直角坐标系的坐标面的投影点的坐标值的步骤包括:
24.针对各驱动组件,获得驱动轮的转动量的累计值;以及
25.根据公式(5)计算牵引端的转动轴线在直角坐标系的坐标面的投影点的横坐标,
26.xr=xi+f
×bꢀꢀꢀꢀꢀꢀꢀꢀ
公式(5)
27.其中:xr为牵引端的转动轴线在直角坐标系的坐标面的投影点的横坐标,xi为驱动轮的转动量的累计值为零时牵引端的转动轴线在直角坐标系的坐标面的投影点的横坐
标,f为驱动轮的转动量的累计值,b为驱动轮带动移动架运动的过程中,移动架的移动速度与驱动轮的角速度的比值。借此可便于获得θb的值。
28.在加料机构的倒料控制方法的还一种示意性实施方式中,倒料控制方法还包括:获取两个牵引端的转动轴线在直角坐标系的坐标面的投影点的坐标值,并根据两个牵引端的转动轴线的坐标值计算公式(1)和公式(2)中θb的值。获取两个牵引端的转动轴线在直角坐标系的坐标面的投影点的坐标值的步骤包括:
29.针对各驱动组件,获得收卷件的转动量的累计值;以及
30.根据公式(6)计算牵引端的转动轴线在直角坐标系的坐标面的投影点的纵坐标,
31.yr=yi+g
×dꢀꢀꢀꢀꢀꢀꢀꢀ
公式(6)
32.其中:yr为牵引端的转动轴线在直角坐标系的坐标面的投影点的纵坐标,yi为收卷件的转动量的累计值为零时牵引端的转动轴线在直角坐标系的坐标面的投影点的纵坐标,g为收卷件的转动量的累计值,d为收卷件带动牵引端运动的过程中,牵引端的移动速度与收卷件的角速度的比值。借此可便于获得θb的值。
33.本发明还提供了一种加料机构的控制系统。加料机构包括一个料斗和一个驱动单元。驱动单元具有两个牵引端。各牵引端沿平行于一个第一方向的转动轴线可转动地连接料斗并向料斗施加垂直于第一方向的牵引力,其中第一方向垂直于重力方向。两个牵引端施加的牵引力的作用点和料斗的重心位于同一个垂直于第一方向的平面。两个牵引端的相对于料斗的转动轴线分离设置。驱动单元能够通过动作分别驱动各牵引端沿垂直于第一方向的平面移动。控制系统包括一个处理单元。处理单元被配置为能够针对各牵引端,根据公式(1)和公式(2)计算牵引端的转动轴线沿一个直角坐标系的横轴方向的速度设定值和牵引端的转动轴线沿直角坐标系的纵轴方向的速度设定值,其中直角坐标系的纵轴平行于重力方向,直角坐标系的横轴垂直于第一方向和重力方向。处理单元还被配置为能够根据两个牵引端的转动轴线沿横轴方向的速度设定值和两个牵引端的转动轴线沿纵轴方向的速度设定值生成用于控制驱动单元动作的控制信号。
34.vx=-lb
×
sin(θa+θb)
×
ω
ꢀꢀꢀꢀꢀꢀꢀꢀ
公式(1)
35.vy=lb
×
cos(θa+θb)
×
ω
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
公式(2)
36.其中:vx为牵引端的转动轴线沿横轴方向的速度设定值,vy为牵引端的转动轴线沿纵轴方向的速度设定值,lb为倒料轴线在直角坐标系的坐标面的投影点至牵引端的转动轴线在直角坐标系的坐标面的投影点的向量的值,倒料轴线平行于第一方向,倒料轴线为设定的加料机构在倒料过程中料斗转动的轴线,倒料过程中料斗从一个倒料起始位置开始转动,θa为以直角坐标系的横轴为始边并以la为终边且角度小于180度的角向量的值,其中la为直角坐标系的原点至倒料轴线在直角坐标系的坐标面的投影点的向量的值,θb为以la为始边并以lb为终边且角度小于180度的角向量的值,ω为料斗绕倒料轴线旋转的设定角速度。该加料机构的控制系统可实现倒料过程中料斗的匀速旋转。
37.在加料机构的控制系统的另一种示意性实施方式中,加料机构还包括一个支架。驱动单元包括两个驱动组件。各驱动组件包括一个移动架,一个驱动轮、一个移动电机、一个收卷件和一个牵引件。各牵引件设置有一个牵引端。移动架沿第二方向可移动地设置于支架,其中第二方向垂直于第一方向和重力方向。收卷件绕垂直于重力方向的轴线可转动地设置于移动架。牵引件的主体为绳索或链条且缠绕于收卷件,牵引端连接绳索或链条的
一端。各牵引端在料斗位于倒料起始位置时的牵引力的方向与重力方向相反。驱动轮可转动地连接移动架以通过在支架上滚动带动移动架沿第二方向移动。移动电机设置于移动架并能够驱动驱动轮相对于移动架转动。处理单元还被配置为能够针对各驱动组件,根据公式(3)计算移动电机的转速设定值。处理单元还被配置为能够根据移动电机的转速设定值生成用于控制移动电机运行的控制信号。
38.vm=vx/(a
×
b)
ꢀꢀꢀꢀꢀꢀꢀꢀ
公式(3)
39.其中:vm为移动电机的转速设定值,vx为牵引端的转动轴线沿横轴方向的速度设定值,a为移动电机驱动驱动轮运动的过程中,驱动轮的角速度与移动电机的输出轴的角速度的比值,b为驱动轮带动移动架运动的过程中,移动架的移动速度与驱动轮的角速度的比值。借此可便于控制。
40.在加料机构的控制系统的再一种示意性实施方式中,加料机构还包括一个支架。驱动单元包括两个驱动组件。各驱动组件包括一个移动架、一个收卷件、一个收卷电机和一个牵引件。各牵引件设置有一个牵引端。移动架沿第二方向可移动地设置于支架,其中第二方向垂直于第一方向和重力方向。收卷件绕垂直于重力方向的轴线可转动地设置于移动架。牵引件的主体为绳索或链条且缠绕于收卷件,牵引端连接绳索或链条的一端。各牵引端在料斗位于倒料起始位置时的牵引力的方向与重力方向相反。收卷电机设置于移动架且能够驱动收卷件转动。处理单元还被配置为能够针对各驱动组件,根据公式(4)计算收卷电机的转速设定值。处理单元还被配置为能够根据收卷电机的转速设定值生成用于控制收卷电机运行的控制信号。
41.vn=vy/(c
×
d)
ꢀꢀꢀꢀꢀꢀꢀꢀ
公式(4)
42.其中:vn为收卷电机的转速设定值,vy为牵引端的转动轴线沿纵轴方向的速度设定值,c为收卷电机驱动收卷件运动的过程中,收卷件的角速度与收卷电机的输出轴的角速度的比值,d为收卷件带动牵引端运动的过程中,牵引端的移动速度与收卷件的角速度的比值。借此可便于控制。
43.在加料机构的控制系统的还一种示意性实施方式中,处理单元被配置为能够根据两个牵引端的转动轴线在直角坐标系的坐标面的投影点的坐标值计算公式(1)和公式(2)中θb的值。控制系统还包括一个第一绝对位置编码器和一个第二绝对位置编码器。第一绝对位置编码器能够检测一个驱动组件的驱动轮的转动量的累计值并发送信号给处理单元。第二绝对位置编码器能够检测另一个驱动组件的驱动轮的转动量的累计值并发送信号给处理单元。处理单元还被配置为能够针对各牵引端,根据公式(5)计算牵引端的转动轴线在直角坐标系的坐标面的投影点的横坐标。
44.xr=xi+f
×bꢀꢀꢀꢀꢀꢀꢀꢀ
公式(5)
45.其中:xr为牵引端的转动轴线在直角坐标系的坐标面的投影点的横坐标,xi为驱动轮的转动量的累计值为零时牵引端的转动轴线在直角坐标系的坐标面的投影点的横坐标,f为驱动轮的转动量的累计值,b为驱动轮带动移动架运动的过程中,移动架的移动速度与驱动轮的角速度的比值。借此可便于获得θb的值。
46.在加料机构的控制系统的还一种示意性实施方式中,处理单元被配置为能够根据两个牵引端的转动轴线在直角坐标系的坐标面的投影点的坐标值计算公式(1)和公式(2)中θb的值。控制系统还包括一个第三绝对位置编码器和一个第四绝对位置编码器。第三绝
对位置编码器能够检测一个驱动组件的收卷件的转动量的累计值并发送信号给处理单元。第四绝对位置编码器能够检测另一个驱动组件的收卷件的转动量的累计值并发送信号给处理单元。处理单元还被配置为能够针对各牵引端根据公式(6)计算牵引端的转动轴线在直角坐标系的坐标面的投影点的纵坐标。
47.yr=yi+g
×dꢀꢀꢀꢀꢀꢀꢀꢀ
公式(6)
48.其中:yr为牵引端的转动轴线在直角坐标系的坐标面的投影点的纵坐标,yi为收卷件的转动量的累计值为零时牵引端的转动轴线在直角坐标系的坐标面的投影点的纵坐标,g为收卷件的转动量的累计值,d为收卷件带动牵引端运动的过程中,牵引端的移动速度与收卷件的角速度的比值。借此可便于获得θb的值。
附图说明
49.以下附图仅对本发明做示意性说明和解释,并不限定本发明的范围。
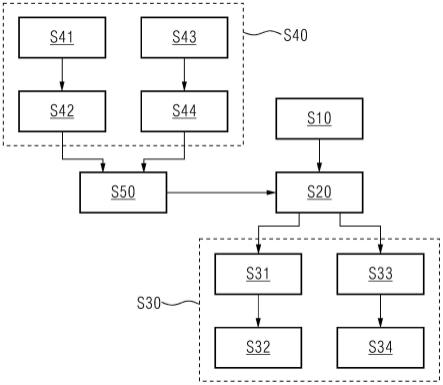
50.图1为加料机构的倒料控制方法的一种示意性实施方式的流程图。
51.图2为加料机构的结构示意图。
52.图3为加料机构的另一状态的结构示意图。
53.图4用于说明公式(1)和公式(2)中的参数的含义。
54.图5为加料机构的控制系统的一种示意性实施方式的结构框图。
55.标号说明
56.10 料斗
57.20 牵引件
58.21 牵引端
59.30 驱动组件
60.31 移动架
61.32 驱动轮
62.33 移动电机
63.34 收卷件
64.35 收卷电机
65.40 支架
66.60 处理单元
67.71 第一绝对位置编码器
68.72 第二绝对位置编码器
69.73 第三绝对位置编码器
70.74 第四绝对位置编码器
71.z1,z2 牵引端相对于料斗的转动轴线
72.z3 倒料轴线
73.q 倒料轴线在直角坐标系的坐标面的投影点
74.p1,p2 牵引端的转动轴线在直角坐标系的坐标面的投影点
75.x 直角坐标系的横轴
76.y 直角坐标系的纵轴
77.d1 第一方向
78.d2 第二方向
79.d3 重力方向
具体实施方式
80.为了对发明的技术特征、目的和效果有更加清楚的理解,现对照附图说明本发明的具体实施方式,在各图中相同的标号表示结构相同或结构相似但功能相同的部件。
81.在本文中,“示意性”表示“充当实例、例子或说明”,不应将在本文中被描述为“示意性”的任何图示、实施方式解释为一种更优选的或更具优点的技术方案。
82.在本文中,“第一”、“第二”等并非表示其重要程度或顺序等,仅用于表示彼此的区别,以利文件的描述。
83.为使图面简洁,各图中只示意性地表示出了与本发明相关的部分,它们并不代表其作为产品的实际结构。
84.图1为加料机构的倒料控制方法的一种示意性实施方式的流程图。图2为加料机构的结构示意图。如图2所示,加料机构包括一个料斗10、一个支架40和一个驱动单元。驱动单元具有两个牵引端21。各牵引端21沿平行于一个第一方向d1的转动轴线z1/z2可转动地连接料斗10并向料斗10施加垂直于第一方向d1的牵引力,其中第一方向d1垂直于重力方向d3。两个牵引端21施加的牵引力的作用点和料斗10的重心位于同一个垂直于第一方向d1的平面。两个牵引端21的相对于料斗10的转动轴线分离设置。驱动单元能够通过动作分别驱动各牵引端21沿垂直于第一方向d1的平面移动。
85.倒料控制方法用于控制料斗10从一个倒料起始位置绕一个平行于第一方向d1的倒料轴线z3旋转。图2和图3分别显示了料斗10在倒料起始位置和倒料终止位置的状态。如图1所示,倒料控制方法包括以下步骤s10至步骤s30。
86.s10:建立一个直角坐标系,如图2所示,直角坐标系的纵轴y平行于重力方向d3,直角坐标系的横轴x垂直于第一方向d1和重力方向d3。
87.s20:针对各牵引端21,根据公式(1)和公式(2)计算牵引端21的转动轴线z1/z2沿直角坐标系的横轴方向的速度设定值和牵引端21的转动轴线z1/z2沿直角坐标系的纵轴方向的速度设定值,
88.vx=-lb
×
sin(θa+θb)
×
ω
ꢀꢀꢀꢀꢀꢀꢀꢀ
公式(1)
89.vy=lb
×
cos(θa+θb)
×
ω
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
公式(2)
90.结合图4,其中:
91.vx为牵引端21的转动轴线z1/z2沿横轴方向的速度设定值,
92.vy为牵引端21的转动轴线z1/z2沿纵轴方向的速度设定值,
93.lb为倒料轴线z3在直角坐标系的坐标面的投影点q至牵引端21的转动轴线z1/z2在直角坐标系的坐标面的投影点p1/p2的向量的值,
94.θa为以直角坐标系的横轴x为始边并以la为终边且角度小于180度的角向量的值,其中la为直角坐标系的原点o至倒料轴线z3在直角坐标系的坐标面的投影点q的向量的值,
95.θb为以la为始边并以lb为终边且角度小于180度的角向量的值,
96.ω为料斗10绕倒料轴线z3旋转的设定角速度。
97.s30:根据两个牵引端21的转动轴线沿横轴方向的速度设定值和两个牵引端21的转动轴线沿纵轴方向的速度设定值控制驱动单元动作,以使得两个牵引端21的转动轴线以计算得到的两个牵引端21的转动轴线沿横轴方向的速度设定值和两个牵引端21的转动轴线沿纵轴方向的速度设定值移动。
98.下面详细介绍公式(1)和公式(2)的生成过程。
99.参见图4,首先生成牵引端21的转动轴线z1/z2在直角坐标系的坐标面的投影点p1/p2的横坐标和纵坐标的方程,如公式(7)所示,
[0100][0101]
其中:
[0102]
px为牵引端21的转动轴线z1/z2在直角坐标系的坐标面的投影点p1/p2的横坐标,py为牵引端21的转动轴线z1/z2在直角坐标系的坐标面的投影点p1/p2的纵坐标,
[0103]
la为直角坐标系的原点o至倒料轴线z3在直角坐标系的坐标面的投影点q的向量的值,
[0104]
lb为倒料轴线z3在直角坐标系的坐标面的投影点q至牵引端21的转动轴线z1/z2在直角坐标系的坐标面的投影点p1/p2的向量的值,
[0105]
θa为以直角坐标系的横轴为始边并以la为终边且角度小于180度的角向量的值,
[0106]
θb为以la为始边并以lb为终边且角度小于180度的角的向量的值,
[0107]
θc为以lb为始边并以直角坐标系的纵轴为终边且角度小于180度的角的向量的值,θ为θa、θb和θc的和,其角度为90度。
[0108]
然后,对公式(7)求导,得到牵引端21的转动轴线z1/z2的速度方程,如公式(8)所示,
[0109][0110]
其中:
[0111]
vx为牵引端21的转动轴线z1/z2沿横轴方向的速度设定值,
[0112]
vy为牵引端21的转动轴线z1/z2沿纵轴方向的速度设定值。
[0113]
由于公式(8)中la、lb、θa和θ均为常数,因此可简化为公式(9),
[0114][0115]
公式(9)中θb的导数即为公式(1)和公式(2)中的ω,即料斗10绕倒料轴线z3旋转的设定角速度。这样,只要在公式(1)和公式(2)中给ω设定一个具体的数值,就可以计算出料斗在倒料过程中的任一个旋转角度下,牵引端21的转动轴线z1/z2沿横轴方向的速度设定值及沿纵轴方向的速度设定值。
[0116]
由于在计算牵引端21的转动轴线z1/z2沿横轴方向的速度设定值及沿纵轴方向的速度设定值时,ω(即料斗10绕倒料轴线z3旋转的设定角速度)的值恒定,因此可使料斗10
在倒料过程中绕倒料轴线z3以恒定的角速度旋转。
[0117]
加料机构还包括一个支架40。驱动单元包括两个驱动组件30。各驱动组件30包括一个移动架31,一个驱动轮32、一个移动电机33、一个收卷件34、一个收卷电机35和一个牵引件20。各牵引件20设置有一个牵引端21。移动架31沿第二方向d2可移动地设置于支架40,其中第二方向d2垂直于第一方向d1和重力方向d3。收卷件34绕垂直于重力方向d3的轴线可转动地设置于移动架31。牵引件20的主体为绳索或链条且缠绕于收卷件34,牵引端21连接绳索或链条的一端。各牵引端21在料斗10位于倒料起始位置时的牵引力的方向与重力方向d3相反。驱动轮32可转动地连接移动架31以通过在支架40上滚动带动移动架31沿第二方向d2移动。移动电机33设置于移动架31并能够驱动驱动轮32相对于移动架31转动。收卷电机35设置于移动架31且能够驱动收卷件34转动。
[0118]
如图1所示,在示意性实施方式中,步骤s30包括以下步骤s31和步骤s32。
[0119]
s31:针对各驱动组件30,根据公式(3)计算移动电机33的转速设定值,
[0120]
vm=vx/(a
×
b)
ꢀꢀꢀꢀꢀꢀꢀꢀ
公式(3)
[0121]
其中:
[0122]
vm为移动电机33的转速设定值,
[0123]
vx为牵引端21的转动轴线z1/z2沿横轴方向的速度设定值,
[0124]
a为移动电机33驱动驱动轮32运动的过程中,驱动轮32的角速度与移动电机33的输出轴的角速度的比值,
[0125]
b为驱动轮32带动移动架31运动的过程中,移动架31的移动速度与驱动轮32的角速度的比值。
[0126]
s32:根据移动电机33的转速设定值控制移动电机33运行。借此可便于控制。
[0127]
如图1所示,在示意性实施方式中,步骤s30还包括以下步骤s33和步骤s34。
[0128]
s33:针对各驱动组件30,根据公式(4)计算收卷电机35的转速设定值,
[0129]
vn=vy/(c
×
d)
ꢀꢀꢀꢀꢀꢀꢀꢀ
公式(4)
[0130]
其中:
[0131]
vn为收卷电机35的转速设定值,
[0132]
vy为牵引端21的转动轴线z1/z2沿纵轴方向的速度设定值,
[0133]
c为收卷电机35驱动收卷件34运动的过程中,收卷件34的角速度与收卷电机35的输出轴的角速度的比值,
[0134]
d为收卷件34带动牵引端21运动的过程中,牵引端21的移动速度与收卷件34的角速度的比值。
[0135]
s34:根据收卷电机35的转速设定值控制收卷电机35运行。借此可便于控制。
[0136]
如图1所示,在示意性实施方式中,倒料控制方法还包括以下步骤s40和步骤s50。
[0137]
s40:获取两个牵引端21的转动轴线在直角坐标系的坐标面的投影点的坐标值。
[0138]
s50:根据两个牵引端21的转动轴线的坐标值计算公式(1)和公式(2)中θb的值。
[0139]
如图1所示,在示意性实施方式中,步骤s40包括以下步骤s41和步骤s42。
[0140]
s41:针对各驱动组件30,获得驱动轮32的转动量的累计值。
[0141]
s42:根据公式(5)计算牵引端21的转动轴线z1/z2在直角坐标系的坐标面的投影点p1/p2的横坐标,
[0142]
xr=xi+f
×bꢀꢀꢀꢀꢀꢀꢀꢀ
公式(5)
[0143]
其中:
[0144]
xr为牵引端21的转动轴线z1/z2在直角坐标系的坐标面的投影点p1/p2的横坐标,
[0145]
xi为驱动轮32的转动量的累计值为零时牵引端21的转动轴线z1/z2在直角坐标系的坐标面的投影点p1/p2的横坐标,
[0146]
f为驱动轮32的转动量的累计值,
[0147]
b为驱动轮32带动移动架31运动的过程中,移动架31的移动速度与驱动轮32的角速度的比值。借此可便于获得θb的值。
[0148]
如图1所示,在示意性实施方式中,步骤s40还包括以下步骤s43和步骤s44。
[0149]
s43:针对各驱动组件30,获得收卷件34的转动量的累计值。
[0150]
s44:根据公式(6)计算牵引端21的转动轴线z1/z2在直角坐标系的坐标面的投影点p1/p2的纵坐标,
[0151]
yr=yi+g
×dꢀꢀꢀꢀꢀꢀꢀꢀ
公式(6)
[0152]
其中:
[0153]
yr为牵引端21的转动轴线z1/z2在直角坐标系的坐标面的投影点p1/p2的纵坐标,
[0154]
yi为收卷件34的转动量的累计值为零时牵引端21的转动轴线z1/z2在直角坐标系的坐标面的投影点p1/p2的纵坐标,
[0155]
g为收卷件34的转动量的累计值,
[0156]
d为收卷件34带动牵引端21运动的过程中,牵引端21的移动速度与收卷件34的角速度的比值。借此可便于获得θb的值。
[0157]
图5为加料机构的控制系统的一种示意性实施方式的结构框图。加料机构如上文所述,在此不再赘述。如图5所示,控制系统包括一个处理单元60。处理单元60被配置为能够针对各牵引端21,根据公式(1)和公式(2)计算牵引端21的转动轴线z1/z2沿一个直角坐标系的横轴方向的速度设定值和牵引端21的转动轴线z1/z2沿直角坐标系的纵轴方向的速度设定值,其中直角坐标系的纵轴平行于重力方向d3,直角坐标系的横轴垂直于第一方向d1和重力方向d3。
[0158]
vx=-lb
×
sin(θa+θb)
×
ω
ꢀꢀꢀꢀꢀꢀꢀꢀ
公式(1)
[0159]
vy=lb
×
cos(θa+θb)
×
ω
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
公式(2)
[0160]
其中:
[0161]
vx为牵引端21的转动轴线z1/z2沿横轴方向的速度设定值,
[0162]
vy为牵引端21的转动轴线z1/z2沿纵轴方向的速度设定值,
[0163]
lb为倒料轴线z3在直角坐标系的坐标面的投影点q至牵引端21的转动轴线z1/z2在直角坐标系的坐标面的投影点p1/p2的向量的值,倒料轴线z3平行于第一方向d1,倒料轴线z3为设定的加料机构在倒料过程中料斗10转动的轴线,倒料过程中料斗10从一个倒料起始位置开始转动,
[0164]
θa为以直角坐标系的横轴x为始边并以la为终边且角度小于180度的角向量的值,其中la为直角坐标系的原点o至倒料轴线z3在直角坐标系的坐标面的投影点q的向量的值,
[0165]
θb为以la为始边并以lb为终边且角度小于180度的角向量的值,
[0166]
ω为料斗10绕倒料轴线z3旋转的设定角速度。
[0167]
处理单元60还被配置为能够根据两个牵引端21的转动轴线沿横轴方向的速度设定值和两个牵引端21的转动轴线沿纵轴方向的速度设定值生成用于控制驱动单元动作的控制信号。
[0168]
公式(1)和公式(2)的生成过程同上文所述,在此不再赘述。
[0169]
由于在计算牵引端21的转动轴线z1/z2沿横轴方向的速度设定值及沿纵轴方向的速度设定值时,ω(即料斗10绕倒料轴线z3旋转的设定角速度)的值恒定,因此可使料斗10在倒料过程中绕倒料轴线z3以恒定的角速度旋转。
[0170]
在示意性实施方式中,处理单元60还被配置为能够针对各驱动组件30,根据公式(3)计算移动电机33的转速设定值。处理单元60还被配置为能够根据移动电机33的转速设定值生成用于控制移动电机33运行的控制信号。借此可便于控制。
[0171]
vm=vx/(a
×
b)
ꢀꢀꢀꢀꢀꢀꢀꢀ
公式(3)
[0172]
其中:
[0173]
vm为移动电机33的转速设定值,
[0174]
vx为牵引端21的转动轴线z1/z2沿横轴方向的速度设定值,
[0175]
a为移动电机33驱动驱动轮32运动的过程中,驱动轮32的角速度与移动电机33的输出轴的角速度的比值,
[0176]
b为驱动轮32带动移动架31运动的过程中,移动架31的移动速度与驱动轮32的角速度的比值。
[0177]
在示意性实施方式中,处理单元60还被配置为能够针对各驱动组件30,根据公式(4)计算收卷电机35的转速设定值。处理单元60还被配置为能够根据收卷电机35的转速设定值生成用于控制收卷电机35运行的控制信号。借此可便于控制。
[0178]
vn=vy/(c
×
d)
ꢀꢀꢀꢀꢀꢀꢀꢀ
公式(4)
[0179]
其中:
[0180]
vn为收卷电机35的转速设定值,
[0181]
vy为牵引端21的转动轴线z1/z2沿纵轴方向的速度设定值,
[0182]
c为收卷电机35驱动收卷件34运动的过程中,收卷件34的角速度与收卷电机35的输出轴的角速度的比值,
[0183]
d为收卷件34带动牵引端21运动的过程中,牵引端21的移动速度与收卷件34的角速度的比值。
[0184]
在示意性实施方式中,处理单元60被配置为能够根据两个牵引端21的转动轴线在直角坐标系的坐标面的投影点p1/p2的坐标值计算公式(1)和公式(2)中θb的值。如图5所示,控制系统还包括一个第一绝对位置编码器71和一个第二绝对位置编码器72。第一绝对位置编码器71能够检测一个驱动组件30的驱动轮32的转动量的累计值并发送信号给处理单元60。第二绝对位置编码器72能够检测另一个驱动组件30的驱动轮32的转动量的累计值并发送信号给处理单元60。处理单元60还被配置为能够针对各牵引端21,根据公式(5)计算牵引端21的转动轴线z1/z2在直角坐标系的坐标面的投影点p1/p2的横坐标。
[0185]
xr=xi+f
×bꢀꢀꢀꢀꢀꢀꢀꢀ
公式(5)
[0186]
其中:
[0187]
xr为牵引端21的转动轴线z1/z2在直角坐标系的坐标面的投影点p1/p2的横坐标,
[0188]
xi为驱动轮32的转动量的累计值为零时牵引端21的转动轴线z1/z2在直角坐标系的坐标面的投影点p1/p2的横坐标,
[0189]
f为驱动轮32的转动量的累计值,
[0190]
b为驱动轮32带动移动架31运动的过程中,移动架31的移动速度与驱动轮32的角速度的比值。借此可便于获得θb的值。
[0191]
在示意性实施方式中,如图5所示,控制系统还包括一个第三绝对位置编码器73和一个第四绝对位置编码器74。第三绝对位置编码器73能够检测一个驱动组件30的收卷件34的转动量的累计值并发送信号给处理单元60。第四绝对位置编码器74能够检测另一个驱动组件30的收卷件34的转动量的累计值并发送信号给处理单元60。处理单元60还被配置为能够针对各牵引端21根据公式(6)计算牵引端21的转动轴线z1/z2在直角坐标系的坐标面的投影点p1/p2的纵坐标。
[0192]
yr=yi+g
×dꢀꢀꢀꢀꢀꢀꢀꢀ
公式(6)
[0193]
其中:
[0194]
yr为牵引端21的转动轴线z1/z2在直角坐标系的坐标面的投影点p1/p2的纵坐标,
[0195]
yi为收卷件34的转动量的累计值为零时牵引端21的转动轴线z1/z2在直角坐标系的坐标面的投影点p1/p2的纵坐标,
[0196]
g为收卷件34的转动量的累计值,
[0197]
d为收卷件34带动牵引端21运动的过程中,牵引端21的移动速度与收卷件34的角速度的比值。借此可便于获得θb的值。
[0198]
应当理解,虽然本说明书是按照各个实施例描述的,但并非每个实施例仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
[0199]
上文所列出的一系列的详细说明仅仅是针对本发明的可行性实施例的具体说明,它们并非用以限制本发明的保护范围,凡未脱离本发明技艺精神所作的等效实施方案或变更,如特征的组合、分割或重复,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1