一种硅、铬、锰合金料联合烘烤下料装置的工艺流程的制作方法
1.本发明涉及合金烘烤技术领域,尤其涉及一种下料装置的工艺流程。
背景技术:
2.铁合金烘烤炉是烘烤铁合金的专用设备,通过对硅铁、锰铁、铬铁、钼铁、钛铁、钒铁等合金炉料进行脱水烘烤,使合金达到要求温度,能满足炼钢工艺要求,实现缩短冶炼时间和提高钢材质量的目的,一般要求烘烤的温度为200-800℃,目前,铁合金烘烤炉的主要形式有:车底式炉、室式炉和竖炉。
3.现有技术的工艺流程为:1.检测管道是否漏气,检查电器连接是否正常,检测各个阀门是否处在关闭状态;2.检查无误后,启动补风助燃风机,打开风阀;3.按下点火按钮,打开助燃风阀,一段时间后将风阀关闭,开始点火,同时引燃电磁阀打开,火焰正常燃烧,启动设置在烘烤炉侧壁上的除尘装置,将燃烧的废气及投放物料产生的粉尘排出至烘烤炉外;4.补风助燃风机运行正常,点火器正常燃烧,打开燃气输送阀门;5.火焰正常燃烧,打开主燃气阀和主燃气阀,关闭引燃电磁阀;6.烘干结束后,关闭燃气,后再关闭风机并检查各个阀门,确认各个阀门处于关闭状态;现有的工艺流程存在以下的不足之处:1.传统的合金烘烤炉通常在侧壁上设置除尘装置,炉内的气流上升,导致除尘效率低。
4.2.炉内气体燃烧的热能利用率不高,不能快速使炉内升温。
5.3.一般烘烤炉只能对局部物料加热到一定的温度,炉内的物料温度差异较大,需要较长的物料烘烤时间,导致生产的能耗较高。
技术实现要素:
6.为克服上述缺陷,本发明的目的是提供一种硅、铬、锰合金料联合烘烤下料装置的工艺流程,解决现有合金烘烤炉冶炼技术中存在的问题,通过该工艺流程可以实现对硅、铬、锰合金料的自动化的烘烤,并能够及时的处理燃烧过程产生的废气,提高工作效率,降低二次污染。
7.为达到上述目的,本发明涉及一种硅、铬、锰合金料联合烘烤下料装置的工艺流程,包括进料组件、联合料仓及称重组件,所述进料组件包括进料管路及设置在外部的进料器,所述联合料仓包括盖体、储料仓及设置在储料仓下方的出料组件,所述储料仓顶部设置有除尘接口、外部补风接口、超声波料位计、料仓温度变送器及防爆组件,所述储料仓包括外层、保温层、内侧耐热钢内胆及燃烧器支撑杆,该外层配合设置有氧含量传感器,所述燃烧器支撑杆连接有烧嘴组件,所述出料组件包括出料侧壁、出料口、出料管及出料板阀,所
述出料侧壁设置有燃气接口、常明火接口及助燃风接口,所述烧嘴组件包括点火管路、点火喷头、导流片及阻流罩,所述导流片设置在点火管路的顶部的外壁且位于点火喷头的下方,所述点火管路的下端分别与助燃组件、常明火组件及燃气输送组件连接,该点火管路的下端还设置有点火电极及火焰检测器,所述点火管路设置有循环风口,该循环风口设置在点火管路的外壁的中间位置,所述点火管路的内部设置有燃烧器混合室,所述防爆组件包括上盖板、盲板及密封盘,所述盲板与上盖板之间设置有塔形弹簧,该塔形弹簧位于盲板中间,所述塔形弹簧的顶部位于上盖板的下方的凹槽内,所述上盖板的两侧设置有导向杆,所述导向杆配合设置有压力调节螺栓,所述密封盘上设置有密封圈,该密封圈内设置有密封胶条,所述塔形弹簧的顶部还设置有密封板,所述盖体上设置有除尘组件包括除尘主管及若干组除尘支管,所述除尘主管设置有除尘出口并在外部接有除尘器,所述除尘出口配合设置有出口温度检测器及主管路风阀,所述出口温度检测器配合设置有除尘气动调节阀,所述除尘主管的侧壁上设置有主管道压力检测器,该除尘主管配合联合料仓设置有除尘支管闸阀及用来调节除尘支管压力的除尘支管调节阀,所述联合料仓外设置有助燃组件、料仓补风组件、常明火组件及燃气输送组件,所述助燃组件包括助燃主管、助燃离心通风机、助燃支管,该助燃组件设置在出料侧壁上,该助燃组件在外部接有氮气吹扫气源,所述助燃主管直接与联合料仓内部的点火管路连接,该助燃主管上设有助燃氧气电磁阀及助燃电磁流量计,所述助燃支管的外壁上设置有助燃膜合压力表及助燃球阀,所述联合料仓外设置有料仓补风组件,该料仓补风组件包括料仓补风管路、补风助燃风机及补风装置,所述补风助燃风机通过料仓补风管路与联合料仓内部连接,所述料仓补风管路包括料仓补风主管及料仓补风支管,该料仓补风主管上配合设置有补风电动调节阀及补风压力变送器,所述补风装置设置在联合料仓的内部上方,该补风装置包括设置在补风环及均补风端口,所述联合料仓外设置有常明火组件,该常明火组件包括常明火主管、橡胶密封暗杆闸阀、常明火支管及常明火电磁流量计,所述常明火组件在外部接有氮气吹扫气源,所述橡胶密封暗杆闸阀配合设置常明火气动蝶阀,所述常明火支管直接与联合料仓内部的烧嘴组件连接,该常明火支管上设置有常明火压力变送器、常明火球阀及有垫圈,该垫圈通过螺栓固定在常明火支管的外壁上,燃气输送组件包括燃气输送主管、手动扇形门阀及燃气输送支管,该燃气输送主管上配合设置有燃气电动调节阀及燃气电磁阀,所述燃气输送支管上设置有燃气气动蝶阀及燃气差压变送器,所述出料组件下方设置有震动筛,该震动筛对应设置一个称重组件,所述称重组件包括称重模块、称重料斗及卸料口,所述称重模块配合设置有称重压力传感器,该称重压力传感器设置在称重料斗的四个顶点下方,通过上述结构实现的工艺流程包括:步骤一:启动助燃组件,助燃离心通风机向联合料仓内输送吹扫气源,将上次燃烧的剩余气体从联合料仓排出;步骤二:检查各种电器开关,使电器开关处于正常使用的状态;步骤三:启动料仓补风组件,补风助燃风机将外部新风引入联合料仓内部,氧气通过助燃离心通风机混合再从助燃主管运输至联合料仓内;步骤四:启动燃气输送组件及常明火组件,将燃气送往燃烧器混合室;步骤五:按下点火按钮,点燃烧器混合室内部的燃气,燃烧产生热气流;步骤六:待联合料仓内部温度稳定后,开启布料系统,打开进料组件,开始向联合
料仓内部输送物料,超声波料位计实时测量联合料仓内的物料堆积高度,当物料堆积高度达到设定值时,上位机给出信号,关闭进料组件上的气动阀,停止进料;步骤七:在下料的过程,产生粉尘,启动设置在联合料仓顶部的除尘组件,将粉尘吸走处理;步骤八:燃烧过程中会产生废气,该废气会被除尘组件吸走处理;步骤九:联合料仓的储料仓外层设置氧含量传感器,氧含量传感器将联合料仓内的氧含量数据传输给上位机;步骤十:联合料仓内部发生爆闪或者爆炸时,联合料仓内部压力顶开防爆组件的盲板并向外部卸压,防爆组件的塔形弹簧压缩,导向杆对盲板进行限位,待联合料仓内部压力正常后,塔形弹簧复位;步骤十一:料仓温度变送器对联合料仓内的温度进行实时监测,如果温度不达标则调节燃气进气量控制火焰大小来调节温度,使联合料仓处于合适的温度下运行,对物料进行加热、保温以去除物料中所含的水分;步骤十二:联合料仓上的料仓补风组件将外部新风引入联合料仓内部参与燃烧过程,避免因没有足够的空气参与燃烧而产生危险;步骤十三:待烘烤一段时间后,停止燃气与氧气的供应,打开卸料板阀,物料通过联合料仓底部的出料口下落到震动筛上;步骤十四:物料缓慢从震动筛上滑落至称重组件的称重料斗内,称重料斗开始计量重量,当称重料斗的数值内的重量达到某一设定的值后,停止卸料,称重料斗下方可直接接入送料管或转运车,再将物料送至转炉或其他冶炼炉。
8.作为本发明的进一步改进,为了避免联合料仓内的氧气含量过高,点火时发生爆炸,当联合料仓内部的含氧量超过某一设定的数值时,助燃氧气电磁阀自动关闭,停止向联合料仓内部输送氧气,直至联合料仓内的氧含量达到某一设定的安全阈值时再次启动助燃氧气电磁阀对助燃主管进行加氧。
9.作为本发明的进一步改进,为了便于使炉内迅速升温,提高热量的利用率,在燃烧的过程中,烧嘴组件内的燃烧器混合室产生的热气流在点火管路中上升,然后该热气流被烧嘴组件顶部的阻流罩阻挡后,在导流片的作用下,热气流进入联合料仓的下部对物料进行加热烘烤,由于点火管路中心部分气流的流速比较高,而联合料仓内的气体流速比较低,在伯努利效应的作用下,联合料仓内给物料加热后的气流会通过烧嘴组件上的循环风口被重新吸入到燃烧器混合室,再次加热后继续参与燃烧的过程。
附图说明
10.为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明:图1为硅、铬、锰合金料联合烘烤下料装置的立体结构图。
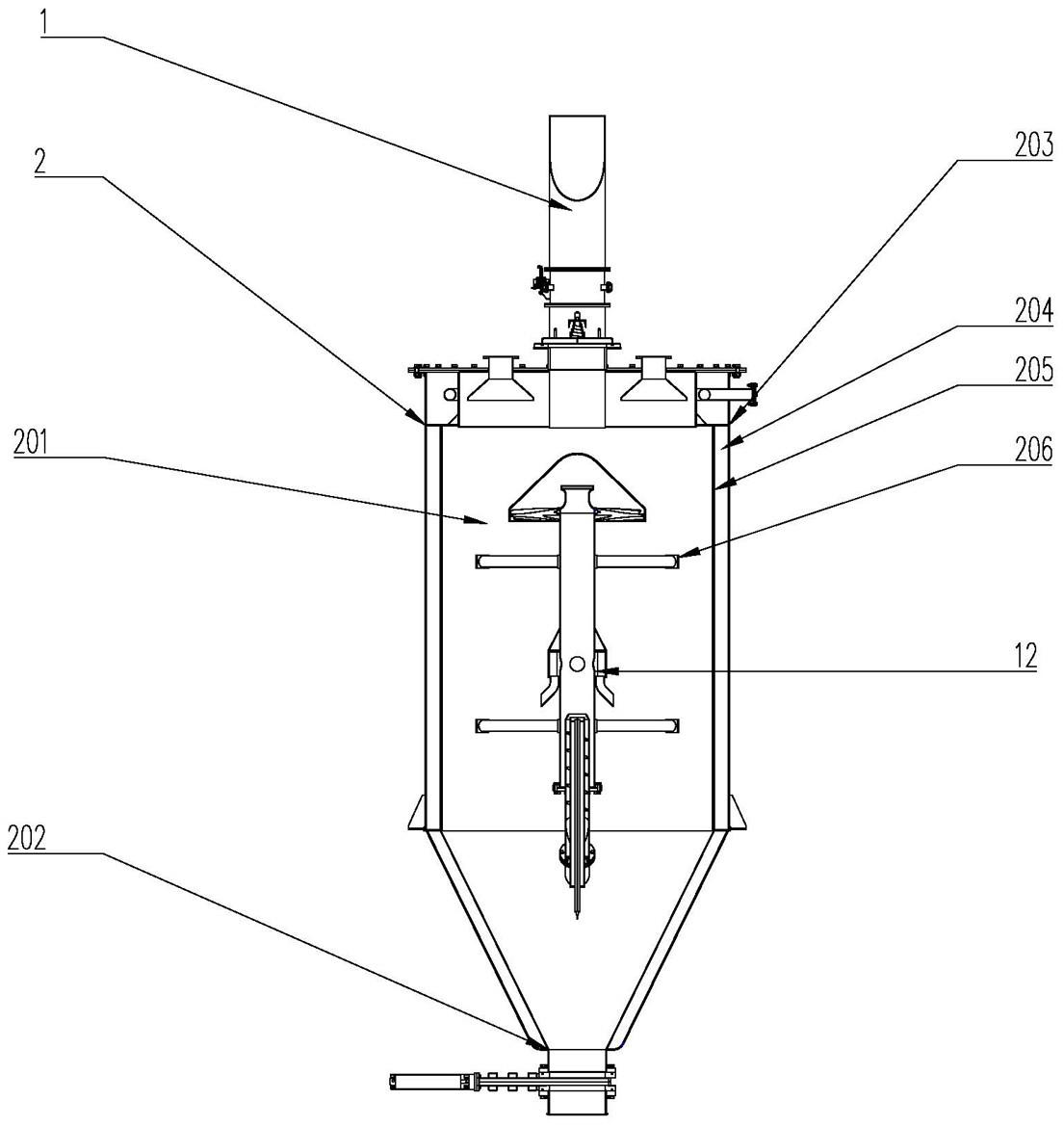
11.图2为联合料仓的立体结构图。
12.图3为联合料仓的结构图。
13.图4为烧嘴组件的立体结构图。
14.图5为防爆组件的立体结构图。
15.图6为取出上盖板后防爆组件的立体结构图。
16.图7为除尘组件的立体结构图。
17.图8为助燃组件的立体结构图。
18.图9为助燃组件中a处的局部结构图。
19.图10为料仓补风组件的立体结构图。
20.图11为料仓补风组件中补风装置的立体结构图。
21.图12为常明火组件的立体结构图。
22.图13为燃气输送组件的立体结构图。
23.图14为下料装置的侧面立体结构图。
24.图15为图14中b处的局部结构图。
25.图16为硅、铬、锰合金料联合烘烤下料装置的工艺流程图。
26.其中,1进料组件、2联合料仓、201储料仓、202出料组件、203外层、204保温层、205内侧耐热钢内胆、206燃烧器支撑杆、207除尘接口、208外部补风接口、209超声波料位计、210料仓温度变送器、211氧含量传感器、212出料侧壁、213出料口、214燃气接口、215常明火接口、216助燃风接口、217卸料板阀、218出料管、3进料管路、4盖体、5震动筛、6称重组件、601称重模块、602称重料斗、603卸料口、604称重压力传感器、7防爆组件、701上盖板、702盲板、703密封盘、704塔形弹簧、705凹槽、706导向杆、707压力调节螺栓、708密封圈、709密封胶条、710密封板、8除尘组件、801除尘主管、802除尘支管、803除尘出口、804出口温度检测器、805主管路风阀、806除尘气动调节阀、807主管道压力检测器、808除尘支管闸阀、809除尘支管调节阀、9料仓补风组件、901料仓补风管路、902补风助燃风机、903补风装置、904料仓补风主管、905料仓补风支管、906补风电动调节阀、907补风压力变送器、908补风环、909补风端口、10助燃组件、1001助燃主管、1002助燃离心通风机、1003助燃支管、1004助燃氧气电磁阀、1005助燃电磁流量计、1006助燃膜合压力表、1007助燃球阀、11常明火组件、1101常明火主管、1102橡胶密封暗杆闸阀1102、1103常明火电磁流量计、1104常明火气动蝶阀、1105常明火球阀、1106垫圈、1107常明火支管、1108常明火压力变送器、12烧嘴组件、1201点火管路、1202点火喷头、1203导流片、1204阻流罩、1205点火电极、1206火焰检测器、1207循环风口、1208燃烧器混合室、13燃气输送组件、1301燃气输送主管、1302手动扇形门阀、1303燃气输送支管、1304燃气电动调节阀、1305燃气电磁阀、1306燃气气动蝶阀、1307燃气差压变送器。
具体实施方式
27.一种硅、铬、锰合金料联合烘烤下料装置的工艺流程,其特征在于,包括进料组件1、联合料仓2及称重组件6,所述进料组件1包括进料管路3及设置在外部的进料器,所述联合料仓2包括盖体4、储料仓201及设置在储料仓201下方的出料组件202,所述储料仓201顶部设置有除尘接口207、外部补风接口208、超声波料位计209、料仓温度变送器210及防爆组件7,所述储料仓201包括外层203、保温层204、内侧耐热钢内胆205及燃烧器支撑杆206,该外层203配合设置有氧含量传感器211,所述燃烧器支撑杆206连接有烧嘴组件12,所述出料组件202包括出料侧壁212、出料口213、出料管218及卸料板阀217,所述出料侧壁212设置有燃气接口214、常明火接口215及助燃风接口216,所述烧嘴组件12包括点火管路1201、点火喷头1202、导流片1203及阻流罩1204,所述导流片1203设置在点火管路1201的顶部的外壁
且位于点火喷头1202的下方,所述点火管路1201的下端分别与助燃组件10、常明火组件11及燃气输送组件13连接,该点火管路1201的下端还设置有点火电极1205及火焰检测器1206,所述点火管路1201设置有循环风口1207,该循环风口1207设置在点火管路1201的外壁的中间位置,所述点火管路1201的内部设置有燃烧器混合室1208,所述防爆组件7包括上盖板701、盲板702及密封盘703,所述盲板702与上盖板701之间设置有塔形弹簧704,该塔形弹簧704位于盲板702中间,所述塔形弹簧704的顶部位于上盖板701的下方的凹槽705内,所述上盖板701的两侧设置有导向杆706,所述导向杆706配合设置有压力调节螺栓707,所述密封盘703上设置有密封圈708,该密封圈708内设置有密封胶条709,所述塔形弹簧704的顶部还设置有密封板710,所述盖体4上设置有除尘组件8包括除尘主管801及若干组除尘支管802,所述除尘主管801设置有除尘出口803并在外部接有除尘器,所述除尘出口803配合设置有出口温度检测器804及主管路风阀805,所述出口温度检测器804配合设置有除尘气动调节阀806,所述除尘主管801的侧壁上设置有主管道压力检测器807,该除尘主管801配合联合料仓2设置有除尘支管闸阀808及用来调节除尘支管802压力的除尘支管调节阀809,所述联合料仓2外设置有助燃组件10、料仓补风组件9、常明火组件11及燃气输送组件13,所述助燃组件10包括助燃主管1001、助燃离心通风机1002、助燃支管1003,该助燃组件10设置在出料侧壁212上,该助燃组件10在外部接有氮气吹扫气源,所述助燃主管1001直接与联合料仓2内部的点火管路1201连接,该助燃主管1001上设有助燃氧气电磁阀1004、助燃电磁流量计1005及助燃氧气电磁阀1008,所述助燃支管1003的外壁上设置有助燃膜合压力表1006及助燃球阀1007,所述联合料仓2外设置有料仓补风组件9,该料仓补风组件9包括料仓补风管路901、补风助燃风机902及补风装置903,所述补风助燃风机902通过料仓补风管路901与联合料仓2内部连接,所述料仓补风管路901包括料仓补风主管904及料仓补风支管905,该料仓补风主管904上配合设置有补风电动调节阀906及补风压力变送器907,所述补风装置903设置在联合料仓2的内部上方,该补风装置903包括设置在补风环908及均补风端口909,所述联合料仓2外设置有常明火组件11,该常明火组件11包括常明火主管1101、橡胶密封暗杆闸阀1102、常明火支管1107及常明火电磁流量计1103,所述常明火组件11在外部接有氮气吹扫气源,所述橡胶密封暗杆闸阀1102配合设置常明火气动蝶阀1104,所述常明火支管1107直接与联合料仓2内部的烧嘴组件12连接,该常明火支管1107上设置有常明火压力变送器1108、常明火球阀1105及有垫圈1106,该垫圈1106通过螺栓固定在常明火支管1107的外壁上,燃气输送组件13包括燃气输送主管1301、手动扇形门阀1302及燃气输送支管1303,该燃气输送主管1301上配合设置有燃气电动调节阀1304及燃气电磁阀1305,所述燃气输送支管1303上设置有燃气气动蝶阀1306及燃气差压变送器1307,所述出料组件202下方设置有震动筛5,该震动筛5对应设置一个称重组件6,所述称重组件6包括称重模块601、称重料斗602及卸料口603,所述称重模块601配合设置有称重压力传感器604,该称重压力传感器604设置在称重料斗602的四个顶点下方,通过上述结构实现的工艺流程包括:步骤一:启动助燃组件10,助燃离心通风机1002向联合料仓2内输送吹扫气源,将上次燃烧的剩余气体从联合料仓排出;步骤二:检查各种电器开关,使电器开关处于正常使用的状态;步骤三:启动料仓补风组件9,补风助燃风机902将外部新风引入联合料仓2内部,氧气通过助燃离心通风机1002混合再从助燃主管1001运输至联合料仓2内;
步骤四:启动燃气输送组件13及常明火组件11,将燃气送往燃烧器混合室1208;步骤五:按下点火按钮,点燃烧器混合室1208内部的燃气,燃烧产生热气流;步骤六:待联合料仓2内部温度稳定后,开启布料系统,打开进料组件1,开始向联合料仓2内部输送物料,超声波料位计209实时测量联合料仓2内的物料堆积高度,当物料堆积高度达到设定值时,上位机给出信号,关闭进料组件1上的气动阀,停止进料;步骤七:在下料的过程,产生粉尘,启动设置在联合料仓2顶部的除尘组件8,将粉尘吸走处理;步骤八:燃烧过程中会产生废气,该废气会被除尘组件8吸走处理;步骤九:联合料仓2的储料仓201外层203设置氧含量传感器211,氧含量传感器211将联合料仓内的氧含量数据传输给上位机;步骤十:联合料仓2内部发生爆闪或者爆炸时,联合料仓2内部压力顶开防爆组件2的盲板702并向外部卸压,防爆组件7的塔形弹簧704压缩,导向杆706对盲板702进行限位,待联合料仓2内部压力正常后,塔形弹簧704复位;步骤十一:料仓温度变送器210对联合料仓2内的温度进行实时监测,如果温度不达标则调节燃气进气量控制火焰大小来调节温度,使联合料仓2处于合适的温度下运行,对物料进行加热、保温以去除物料中所含的水分;步骤十二:联合料仓2上的料仓补风组件9将外部新风引入联合料仓2内部参与燃烧过程,避免因没有足够的空气参与燃烧而产生危险;步骤十三:待烘烤一段时间后,停止燃气与氧气的供应,打开卸料板阀217,物料通过联合料仓2底部的出料口213下落到震动筛5上;步骤十四:物料缓慢从震动筛5上滑落至称重组件6的称重料斗602内,称重料斗602开始计量重量,当称重料斗602的数值内的重量达到某一设定的值后,停止卸料,称重料斗602下方可直接接入送料管或转运车,再将物料送至转炉或其他冶炼炉。
28.当联合料仓2内部的含氧量超过某一设定的数值时,助燃氧气电磁阀1004自动关闭,停止向联合料仓2内部输送氧气,直至联合料仓2内的氧含量达到某一设定的安全阈值时再次启动助燃氧气电磁阀1004对助燃主管1001进行加氧。
29.在燃烧的过程中,烧嘴组件12内的燃烧器混合室1208产生的热气流在点火管路1201中上升,然后该热气流被烧嘴组件12顶部的阻流罩1204阻挡后,在导流片1203的作用下,热气流进入联合料仓2的下部对物料进行加热烘烤,由于点火管路1201中心部分气流的流速比较高,而联合料仓2内的气体流速比较低,在伯努利效应的作用下,联合料仓2内给物料加热后的气流会通过烧嘴组件12上的循环风口1207被重新吸入到燃烧器混合室1208,再次加热后继续参与燃烧的过程。
30.本发明工作时,打开助燃离心通风机1002,助燃组件10向联合料仓2内输送吹扫气源,该吹扫气源为氮气,使管路中及联合料仓2内充满氮气,检查各种电器开关,使电器开关处于正常使用的状态,防止因燃气与空气混合后比例过高发生爆闪或爆炸事故,烧嘴组件12是在密闭的联合料仓2内部进行燃烧,氧气通过助燃主管1001内运输,打开料仓补风组件9,补风助燃风机902启动,将外部新风引入联合料仓2内部参与燃烧器燃烧,氧气通过助燃离心通风机1002混合再从助燃主管1001运输至联合料仓2内,联合料仓2内部设置有氧含量传感器211,当联合料仓2内部的含氧量超过某一设定的数值时,助燃氧气电磁阀1004自动
关闭,停止向联合料仓2内部输送氧气,直至联合料仓2内的氧含量达到某一设定的安全阈值时再次启动助燃氧气电磁阀1004对助燃主管1001进行加氧。打开燃气输送组件13,燃气输送主管1301内的压强一般为5-10kpa,燃气一般为co,按下点火按钮并打开烧嘴组件12,联合料仓2内部开始燃烧。
31.为保证烧嘴组件12一直处在可随时点火的状态,且为了防止发生熄火事故,常明火管路与燃气管路分离且一直处于火焰检测器1206器的监控状态,当常明火管路熄火时火焰探测器向上位机传输信号,上位机控制设备进行点火操作,如果点火失败,则启动氮气吹扫装置对联合料仓2内进行吹扫。
32.待火焰稳定后,打开进料组件1,开始向联合料仓2内部输送物料,在下料的过程,产生粉尘,该粉尘会被设置在联合料仓2顶部的除尘组件8吸走处理,物料在联合料仓2内部进行烘烤,在燃烧的过程中,烧嘴组件12内的燃烧器混合室1208产生的热气流在点火管路1201中上升,然后该热气流被烧嘴组件12顶部的阻流罩1204阻挡后,在导流片1203的作用下,热气流进入联合料仓2的下部对物料进行加热烘烤,由于点火管路1201中心部分气流的流速比较高,而联合料仓2内的气体流速比较低,在伯努利效应的作用下,联合料仓2内给物料加热后的气流会通过烧嘴组件12上的循环风口1207被重新吸入到燃烧器混合室1208,再次加热后继续参与燃烧的过程,烧嘴组件12在联合料仓2内部燃烧,联合料仓2的储料仓201外层203设置氧含量传感器211,当联合料仓2内部的含氧量不足时极易熄火,从而联合料仓2内的可燃性气体比例上升,在下一次点火时极有可能会引起爆炸事故,燃烧过程中会产生废气,该废气会被除尘组件8吸走处理,联合料仓2顶部的温度变送器用来检测联合料仓2内的温度,如果温度达到某一数值,则需要调节燃气进气量来控制火焰大小,从而调节温度,联合料仓2上的超声波料位计209采用回声定位原理,可以在不接触物料的情况下实时检测联合料仓2内的物料堆积高度,随时将联合料仓2内的储料信息上传给上位机,当联合料仓2内部发生爆闪或者爆炸时,联合料仓2内部压力顶开防爆组件7并向外部卸压,防爆组件7的塔形弹簧704压缩,导向杆706倾斜,待联合料仓2内部压力正常后,弹簧复位,联合料仓2处于封闭状态,联合料仓2上的料仓补风组件9将外部新风引入联合料仓2内部参与燃烧过程,避免因没有足够的空气参与燃烧而产生危险。
33.待烘烤一段时间后,关闭阀门,停止燃气与氧气的运输,打开卸料板阀217,物料通过联合料仓2底部的出料口213运输到震动筛5上,震动筛5震动,震动筛5与地面水平线呈一定倾斜角度,物料缓慢从震动筛5上滑落至称重组件6的称重料斗602内,称重料斗602开始计量重量,当称重料斗602的数值内的重量达到某一设定的值后,停止卸料,称重料斗602下方可直接接入送料管或转运车将物料送至转炉或其他冶炼炉。
34.本发明并不局限于上述实施例,在本发明公开的技术方案的基础上,本领域的技术人员根据所公开的技术内容,不需要创造性的劳动就可以对其中的一些技术特征作出一些替换和变形,这些替换和变形都在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1