一种熔化炉废料自动按压装置的制作方法
1.本实用新型涉及废料熔化技术领域,具体为一种熔化炉废料自动按压装置。
背景技术:
2.熔化炉是由加热元件和坩埚组成的加热炉体设备,工作过程是将待熔化的物料投入坩埚内部进行加热,直至物料加热至熔融状态,有利于物料的提纯和回收利用,目前废料的回收利用同样采用熔炼的方式,废料大多为不规则状态,投入熔炼炉内部后,会有一部分伸出炉体外部,此时需要人工将炉体伸出的废料部分按压至炉体内部,人工操作过程存在安全隐患,需要使用自动化设备自动检测废料凸出部分并且自动对凸起部分进行按压,因此,我们提出一种熔化炉废料自动按压装置。
技术实现要素:
3.本实用新型的目的在于提供一种熔化炉废料自动按压装置,解决了背景技术中所提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种熔化炉废料自动按压装置,包括熔化炉、第一支架和第二支架,第一支架顶部固定安装有伺服电动推杆,伺服电动推杆的推杆底部固定安装有压盘,第二支架外壁固定安装有工控机,第二支架内壁固定安装有电机座,电机座顶部固定安装有伺服电机,第二支架顶部转动安装有转轴,伺服电机的电机轴通过联轴器与转轴底部可拆卸连接,转轴外部固定安装有光杆,光杆表面转动安装有拨条,拨条表面固定安装有按钮开关,光杆表面转动安装有套筒杆,套筒杆外部固定安装有挡板,光杆底部两侧均固定安装有安装板,安装板外壁固定安装有弹簧,弹簧与挡板内壁表面固定连接。
5.作为本技术技术方案的一种优选实施方式,拨条的底部比熔化炉顶部表面高处5cm,相邻两个拨条的间距为1cm。
6.作为本技术技术方案的一种优选实施方式,按钮开关位于拨条和挡板之间,按钮开关与挡板的位置水平对齐。
7.作为本技术技术方案的一种优选实施方式,第二支架和第一支架分别位于熔化炉的外部两侧,压盘位于熔化炉的正上方。
8.与现有技术相比,本实用新型的有益效果如下:
9.1.本技术技术方案通过伺服电机周期带动转轴转动一周,此时光杆外部的若干个拨条从熔化炉上方扫过,当熔化炉上方存在废料未进入熔化炉内部时,随着拨条接触废料的过程中,拨条上的按钮开关会与挡板接触按压,从而工控机自动控制伺服电动推杆降下压盘自动对废料进行按压,保证废料充分进入熔化炉内部进行熔炼,自动化程度较高,使用方便。
10.2.本技术技术方案通过挡板与安装板之间通过弹簧进行弹性连接,当拨条转动角度较大时,弹簧可自适应拉伸,使得挡板自适应抬升一定的角度,从而避免拨条和按钮开关
产生挤压损伤,有利于延长装置的使用年限。
附图说明
11.通过阅读参照以下附图对非限制性实施例所作的详细描述,本实用新型的其它特征、目的和优点将会变得更明显:
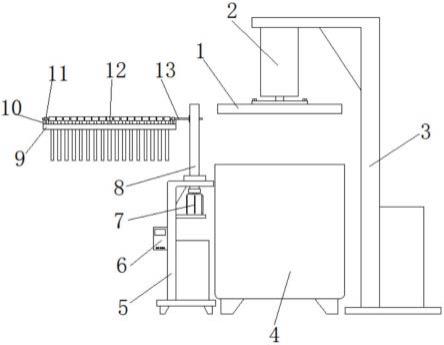
12.图1为本实用新型一种熔化炉废料自动按压装置的结构示意图;
13.图2为本实用新型一种熔化炉废料自动按压装置拨条的结构示意图;
14.图3为本实用新型一种熔化炉废料自动按压装置挡板的结构示意图。
15.图中:1、压盘;2、伺服电动推杆;3、第一支架;4、熔化炉;5、第二支架;6、工控机;7、伺服电机;8、转轴;9、挡板;10、安装板;11、套筒杆;12、拨条;13、光杆;14、按钮开关;15、弹簧。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
17.实施例1,如图1-3所示,本实用新型提供一种技术方案:一种熔化炉废料自动按压装置,包括熔化炉4、第一支架3和第二支架5,第一支架3顶部固定安装有伺服电动推杆2,伺服电动推杆2的推杆底部固定安装有压盘1,第二支架5外壁固定安装有工控机6,第二支架5内壁固定安装有电机座,电机座顶部固定安装有伺服电机7,第二支架5顶部转动安装有转轴8,伺服电机7的电机轴通过联轴器与转轴8底部可拆卸连接,转轴8外部固定安装有光杆13,光杆13表面转动安装有拨条12,拨条12表面固定安装有按钮开关14,光杆13表面转动安装有套筒杆11,套筒杆11外部固定安装有挡板9,光杆13底部两侧均固定安装有安装板10,安装板10外壁固定安装有弹簧15,弹簧15与挡板9内壁表面固定连接,第二支架5和第一支架3分别位于熔化炉4的外部两侧,压盘1位于熔化炉4的正上方。
18.在本实用新型的一个具体实施例中,第二支架5顶部设置有轴承,转轴8贯穿第二支架5的顶部表面,并且转轴8位于轴承内部,伺服电机7的电机轴装配有联轴器,并且联轴器的另一端与转轴8底部进行连接,工控机6内部集成伺服控制器、定时器以及电信号处理模块,拨条12的按钮开关14均独立的与工控机6的电信号处理模块电性连接,伺服电机7由伺服控制器和定时器协同控制,设定伺服电机7每隔2min带动光杆13转动一周,拨条12由套筒和直条组成,套筒内部设置有轴承,轴承与光杆13镶嵌装配,同理套筒杆11的套筒也采用轴承与光杆13实现转动连接,初始状态时,拨条12处于竖直向下的状态,并且拨条12的按钮开关14不与挡板9接触,伺服电动推杆2的推杆处于回缩状态,通过往熔化炉4内部投放废料进行熔炼,当废料一部分高出熔化炉4顶部平面时,到达伺服电机7的启动时间,转轴8转动一周,此时光杆13外部的若干个拨条12从熔化炉4上方扫过,高出熔化炉4部分的废料会阻挡拨条12移动,从而使得拨条12朝挡板9方向转动,此时拨条12上的按钮开关14会与挡板9接触按压,按钮开关14的电信号传递至工控机6的电信号处理模块,随后工控机6自动控制伺服电动推杆2的推杆伸出后复位,伺服电动推杆2的推杆伸出复位过程中,压盘1可自动将废料按压至熔化炉4内部。
19.在这种技术方案中,拨条12到熔化炉4顶部表面设置一定的距离,可避免拨条12直接与熔化炉4接触产生灼伤的情况,拨条12之间设置一定的间距可保证每个拨条12之间转动不相互影响。
20.在有的技术方案中参阅图1,拨条12的底部比熔化炉4顶部表面高处5cm,相邻两个拨条12的间距为1cm。
21.在这种技术方案中,拨条12处于竖直向下的状态时,拨条12的按钮开关14不与挡板9接触,当拨条12遇到阻碍物产生弯折后,拨条12的按钮开关14及时与挡板9按压接触,从而通过控制工控机6自动控制伺服电动推杆2作出相应的动作。
22.在有的技术方案中参阅图1-3,按钮开关14位于拨条12和挡板9之间,按钮开关14与挡板9的位置水平对齐。
23.工作原理:设定伺服电机7每隔2min带动光杆13转动一周,初始状态时,拨条12处于竖直向下的状态,并且拨条12的按钮开关14不与挡板9接触,伺服电动推杆2的推杆处于回缩状态,通过往熔化炉4内部投放废料进行熔炼,当废料一部分高出熔化炉4顶部平面时,到达伺服电机7的启动时间,转轴8转动一周,此时光杆13外部的若干个拨条12从熔化炉4上方扫过,高出熔化炉4部分的废料会阻挡拨条12移动,从而使得拨条12朝挡板9方向转动,此时拨条12上的按钮开关14会与挡板9接触按压,按钮开关14的电信号传递至工控机6的电信号处理模块,随后工控机6自动控制伺服电动推杆2的推杆伸出后复位,伺服电动推杆2的推杆伸出复位过程中,压盘1可自动将废料按压至熔化炉4内部,当熔化炉4内部的废料未超过熔化炉4顶部水平面,到达伺服电机7的启动时间,转轴8转动一周,此时光杆13外部的若干个拨条12不会遇到阻碍物,此时伺服电动推杆2不发生动作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1