一种用脚手架制作架拱模具的沸腾炉架拱方法与流程
本发明沸腾炉架拱,具体的说,是一种用脚手架制作架拱模具的沸腾炉架拱方法。
背景技术:
1、钛精矿烘干沸腾炉是整个钛精矿烘干系统的主机设备,其大修的工期以及质量,影响整个烘干系统生产能否正常的运行,同时如果不尽量缩短沸腾炉的大修工期的话,将会影响到选矿生产的正常运行,因为如果钛精矿烘干系统不能正常生产,选矿钛精矿(湿钛)堆场将会被迅速堆满,导致整个选矿停产。对于沸腾炉的大修而言,拱顶架设是沸腾炉大修的关键所在,其进度将直接影响沸腾炉的的大修质量及工期。传统的沸腾拱顶架设,采用木制模具进行拱顶架设,然而架设跨度较大的拱顶时,其安全系数在很大程度上得不到保障,同时拱顶的幅度,平整度等技术指标得不到保证,影响沸腾炉后期的使用寿命。
技术实现思路
1、本发明的目的在于提供一种用脚手架制作架拱模具的沸腾炉架拱方法,用于解决现有技术中采用木质模具进行拱顶架设,拱顶跨度较大时作业人员的人身安全得不到保证,且拱顶的技术指标得不到保证,延长沸腾炉大修工期,影响沸腾炉后期的使用寿命的问题。
2、本发明通过下述技术方案解决上述问题:
3、一种用脚手架制作架拱模具的沸腾炉架拱方法,包括:
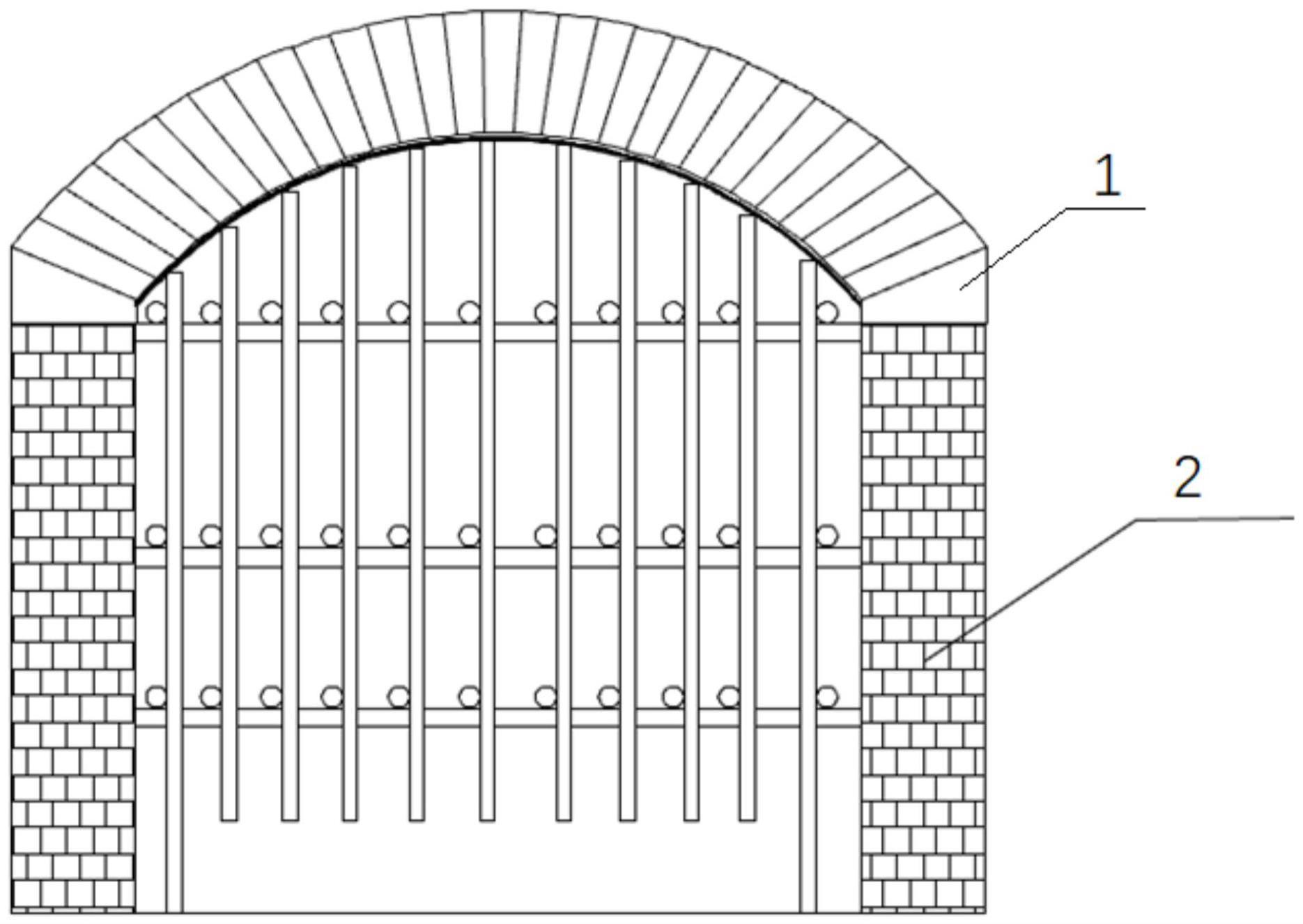
4、步骤s10、在沸腾炉墙体两侧固定拱脚砖,以沸腾炉墙体的四个内角为基准,靠墙搭建横向和纵向的钢管框架,并用扣件联结紧固;
5、步骤s20、将事先弯成内拱弧形的螺纹钢横跨固定在拱脚砖处,以螺纹钢的弧形内侧弧线作为基准,将钢管从下向上推动,直到上推钢管与螺纹钢接触,将上推钢管与将螺纹钢点焊固定,同时将上推钢管与横向、纵向的钢管用扣件联结紧固;采用同样的方法,安装固定好其他上推钢管与螺纹钢;
6、步骤s30、将铁皮摊铺在螺纹钢上,并点焊加固;
7、步骤s40、以铁皮上表面为基准,从沸腾炉两侧拱脚砖处向拱顶方向堆码拱砖,形成向上凸起的拱形,沸腾炉架拱完成。
8、所述螺纹钢为φ12螺纹钢。
9、所述铁皮厚度为1mm。
10、本发明与现有技术相比,具有以下优点及有益效果:
11、(1)本发明采用脚手架搭设支架、铺设铁皮来制作钢制模具来架设拱顶,在很大程度上,保障了作业人员的人身安全,缩短了工期,延长了沸腾炉的使用寿命。
12、(2)本发明能够保质保量的缩短沸腾炉的大修工期,同时在抢工期进度时,能最大限度的保证作业人员的人身安全。
技术特征:
1.一种用脚手架制作架拱模具的沸腾炉架拱方法,其特征在于,包括:
2.根据权利要求1所述的一种用脚手架制作架拱模具的沸腾炉架拱方法,其特征在于,所述螺纹钢为φ12螺纹钢。
3.根据权利要求1所述的一种用脚手架制作架拱模具的沸腾炉架拱方法,其特征在于,所述铁皮厚度为1mm。
技术总结
本发明公开了一种用脚手架制作架拱模具的沸腾炉架拱方法,在沸腾炉墙体两侧固定拱脚砖,靠墙搭建横向和纵向的钢管框架,并用扣件联结紧固;将事先弯成内拱弧形的螺纹钢横跨固定在拱脚砖处,以螺纹钢的弧形内侧弧线作为基准,将钢管从下向上推动与螺纹钢接触并点焊固定,同时将上推钢管与横向、纵向的钢管用扣件联结紧固;采用同样的方法,安装固定好其他上推钢管与螺纹钢;将铁皮摊铺在螺纹钢上,并点焊加固;以铁皮上表面为基准,从沸腾炉两侧拱脚砖处向拱顶方向堆码拱砖,形成向上凸起的拱形,沸腾炉架拱完成。本发明保障了作业人员的人身安全,缩短了工期,延长了沸腾炉的使用寿命。
技术研发人员:彭佑鹏,罗昌民,隆贤辉,吴丰祥,杨显洪,许全胜,洪霞,王琦,石峰,苏燕女,罗凤,熊良琼
受保护的技术使用者:重钢西昌矿业有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!