一种汽车零件铸造熔炼装置的制作方法
本发明属于零件铸造熔炼,具体涉及一种汽车零件铸造熔炼装置。
背景技术:
1、铸造熔炼是一种重要的金属加工工艺,具有悠久的历史和广泛的应用。它通过将金属原料加热至液态,并注入模具中,使得大规模和高效的金属零件生产成为可能。
技术实现思路
1、本发明的目的是提供一种汽车零件铸造熔炼装置,能够在大块的铝块进入装置内时,可以将其进行切割来缩小其体积,进而对其进行加热预处理,保证其在熔炼桶之前处于更好加工的状态,进而减少融化铝块所需要的时间,保证其在铝液收集至充满熔炼桶更加快捷。
2、本发明采取的技术方案具体如下:
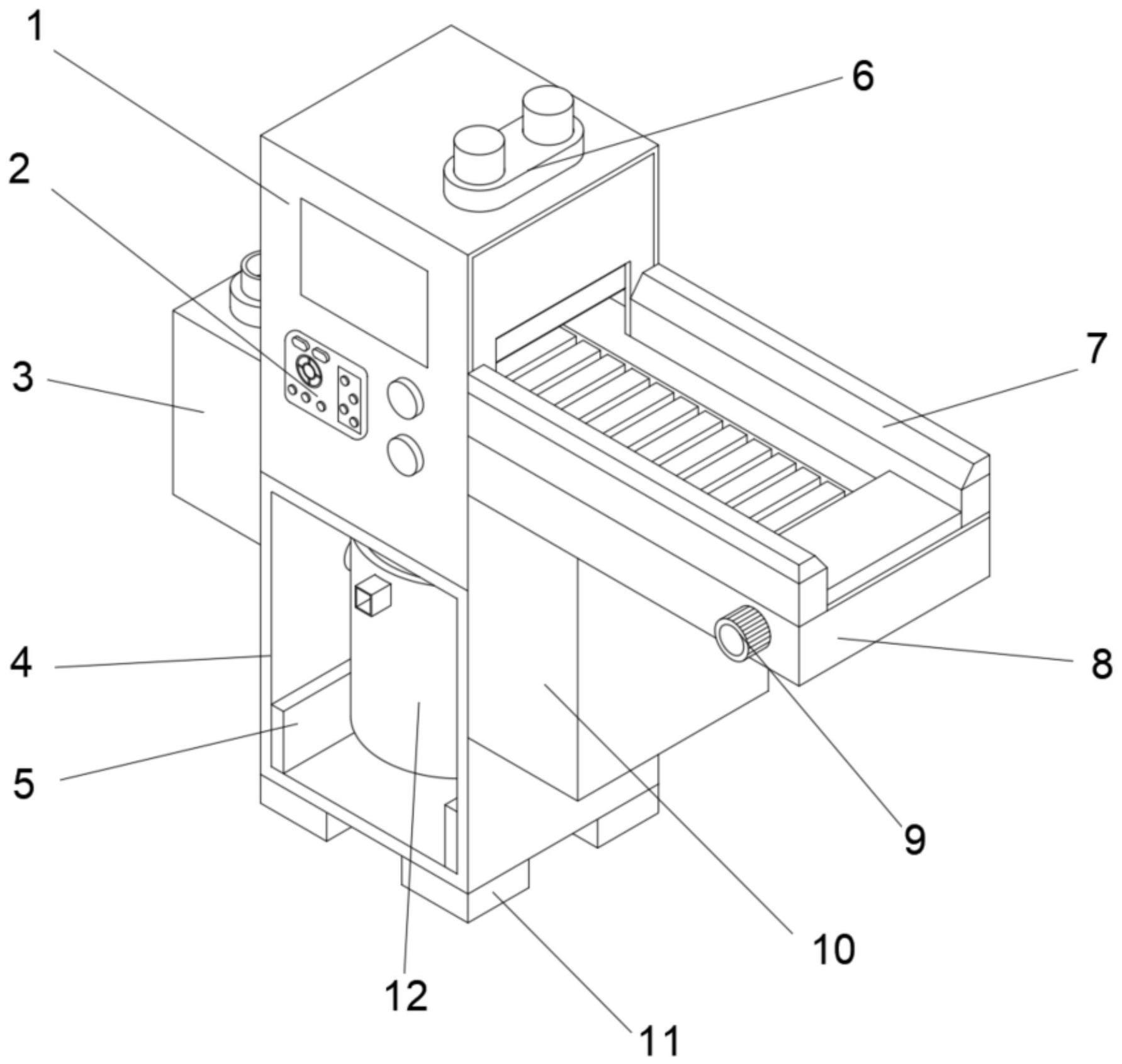
3、一种汽车零件铸造熔炼装置,包括:第一承载箱、第二承载箱、底部框架、第三承载箱和第四承载箱;
4、在一种优选方案中,所述第一承载箱内设置有切割结构,第一承载箱一端固定连接有第二承载箱,第二承载箱内设置有预加热结构,第一承载箱另一端固定连接有第三承载箱,第三承载箱内设置有运输结构,第一承载箱下端固定连接有底部框架,底部框架内设置有熔炼结构,底部框架一端固定连接有第四承载箱,第四承载箱内设置有传动结构。
5、在一种优选方案中,切割结构包括固定板、伸长杆、第一错位块、第二错位块、自动气缸、连接块和切割刀,所述第一承载箱上端固定连接有固定板,固定板内固定连接有自动气缸,自动气缸一端设置有伸长杆,伸长杆下端固定连接有连接块,连接块下端固定连接有第一错位块,第一错位块一端固定连接有切割刀,第三承载箱一端设置有第二错位块,第二错位块设置在连接块下端。
6、在一种优选方案中,预加热结构包括耐热漏网、进气口、加热组件、预设板和喷火口,所述第二承载箱内固定连接有加热组件,加热组件上端固定连接有进气口,加热组件一端固定连接有预设板,预设板一端固定连接有喷火口,第一承载箱内固定连接有耐热漏网,预设板设置在耐热漏网下端。
7、在一种优选方案中,运输结构包括斜面板、第一伺服电机、传送块、传送皮带和旋转杆,所述第三承载箱一端固定连接有第一伺服电机,第一伺服电机输出端转动连接有旋转杆,旋转杆表面设置有传送皮带,传送皮带表面固定连接有多个传送块,第三承载箱上端固定连接有斜面板。
8、在一种优选方案中,熔炼结构包括熔炼桶、第一固定块、出料口、弧面板、第二固定块、加热感应圈和涡流控制器,所述第一承载箱内设置有熔炼桶,熔炼桶一端固定连接有第一固定块,熔炼桶另一端固定连接有第二固定块,熔炼桶内固定连接有涡流控制器,涡流控制器输出端设置有加热感应圈,加热感应圈环绕设置在熔炼桶,熔炼桶上端固定连接有弧面板,熔炼桶一端固定连接有出料口,且出料口与熔炼桶内部空间相互连通。
9、在一种优选方案中,传动结构包括第一旋转固定杆、第二伺服电机、旋转齿轮、承载块、第二旋转固定杆和从动齿轮,所述第四承载箱内固定连接有第二伺服电机,第二伺服电机输出端转动连接有旋转齿轮,旋转齿轮下端啮合连接有从动齿轮,从动齿轮内侧壁固定连接有第二旋转固定杆,第四承载箱内固定连接有承载块,第二旋转固定杆一端设置在承载块内,第二旋转固定杆另一端设置在第二固定块内,底部框架一端固定的连接有第一旋转固定杆,第一旋转固定杆一端设置在第一固定块内。
10、在一种优选方案中,所述第一承载箱一端固定连接有控制面板,第一承载箱下端开设有预留槽,底部框架内固定连接有一组限位板,底部框架下端固定连接有支撑底座。
11、本发明取得的技术效果为:将装置如图所示组装,启动第一伺服电机带动旋转杆进行旋转,进而带动其表面的传送皮带进行移动,同时带动传送块沿着第三承载箱方向进行移动,将进气口与外界燃料源相互连接,进而启动加热组件将燃气通进预设板,进而使喷火口喷出火焰此时火焰处于耐热漏网并对其持续加热,启动自动气缸带动伸长杆进行往复运动,进而使连接块上的第一错位块和切割刀进行往复运动,将铝块放置在传送块上,进而被传送块送至第二错位块处,当有铝块经过第二错位块时,此时切割刀在进行往复运动,进而对来至下方的铝块进行切断,切断后的铝块在第一错位块与第二错位块的作用下落入耐热漏网处,进而被第一次进行加热,在火焰加热后的铝块迅速融化,融化后的铝液和小型铝块通过耐热漏网间隙落入弧面板内,进而通过弧面板的弧度进入熔炼桶,将涡流控制器激活并将电流通入加热感应圈内,进而使加热感应圈对进入熔炼桶的持续加热,保证其在内部可以加热至预定的温度,在持续加入铝液至熔炼桶内部充满时,关闭装置动力,进而将熔炼桶进行静止,在熔炼桶内部的铝液冷却至合适的温度时启动第二伺服电机,第二伺服电机带动旋转齿轮进行旋转,进而使从动齿轮带动第二旋转固定杆进行旋转,第二旋转固定杆在第二固定块的支撑下进一步带动熔炼桶进行旋转,保证熔炼桶在第一旋转固定杆支撑下沿着限位板进行倾斜,进而使内部的铝液通过出料口流出熔炼桶达到指定的容器内,本发明因设有切割结构,在切割结构的作用下,可以使经过第二错位块的铝块被快速切割,进而减小铝块的体积,为后续的加热处理提供便利,保证其在后续火焰预加热时,可以增大与火焰的接触面接,进而加快效率,因设有预加热结构,在被切割后的铝块落在耐热漏网上,进而被进行预加热,使其在火焰的灼烧下快速融化,并通过耐热漏网进入后续的工序中,可以进一步加快铝块融化的速度,保证其在进入熔炼桶时,拥有更加良好的状态,进而在被加热感应圈进行加热时可以更加快速,避免了加热感应圈无法穿透金属内部进行加热的弊端,因设有传动结构,在铝液出炉时需要其冷却至合适的温度,进而在后续的零件浇筑时可以快速成型,在对熔炼桶静置后,启动传动结构将熔炼桶更好的进行倾斜至预定角度,保证其在此温度时可以更加快速的移出熔炼桶,进而减少热量的散失,增加成品的优质率。
技术特征:
1.一种汽车零件铸造熔炼装置,其特征在于:包括:第一承载箱(1)、第二承载箱(3)、底部框架(4)、第三承载箱(8)和第四承载箱(10);所述第一承载箱(1)内设置有切割结构,第一承载箱(1)一端固定连接有第二承载箱(3),第二承载箱(3)内设置有预加热结构,第一承载箱(1)另一端固定连接有第三承载箱(8),第三承载箱(8)内设置有运输结构,第一承载箱(1)下端固定连接有底部框架(4),底部框架(4)内设置有熔炼结构,底部框架(4)一端固定连接有第四承载箱(10),第四承载箱(10)内设置有传动结构。
2.根据权利要求1所述的一种汽车零件铸造熔炼装置,其特征在于:切割结构包括固定板(6)、伸长杆(19)、第一错位块(20)、第二错位块(21)、自动气缸(28)、连接块(29)和切割刀(30),所述第一承载箱(1)上端固定连接有固定板(6),固定板(6)内固定连接有自动气缸(28),自动气缸(28)一端设置有伸长杆(19),伸长杆(19)下端固定连接有连接块(29),连接块(29)下端固定连接有第一错位块(20),第一错位块(20)一端固定连接有切割刀(30),第三承载箱(8)一端设置有第二错位块(21),第二错位块(21)设置在连接块(29)下端。
3.根据权利要求1所述的一种汽车零件铸造熔炼装置,其特征在于:预加热结构包括耐热漏网(22)、进气口(23)、加热组件(24)、预设板(25)和喷火口(26),所述第二承载箱(3)内固定连接有加热组件(24),加热组件(24)上端固定连接有进气口(23),加热组件(24)一端固定连接有预设板(25),预设板(25)一端固定连接有喷火口(26),第一承载箱(1)内固定连接有耐热漏网(22),预设板(25)设置在耐热漏网(22)下端。
4.根据权利要求1所述的一种汽车零件铸造熔炼装置,其特征在于:运输结构包括斜面板(7)、第一伺服电机(9)、传送块(31)、传送皮带(32)和旋转杆(33),所述第三承载箱(8)一端固定连接有第一伺服电机(9),第一伺服电机(9)输出端转动连接有旋转杆(33),旋转杆(33)表面设置有传送皮带(32),传送皮带(32)表面固定连接有多个传送块(31),第三承载箱(8)上端固定连接有斜面板(7)。
5.根据权利要求1所述的一种汽车零件铸造熔炼装置,其特征在于:熔炼结构包括熔炼桶(12)、第一固定块(13)、出料口(14)、弧面板(15)、第二固定块(16)、加热感应圈(17)和涡流控制器(18),所述第一承载箱(1)内设置有熔炼桶(12),熔炼桶(12)一端固定连接有第一固定块(13),熔炼桶(12)另一端固定连接有第二固定块(16),熔炼桶(12)内固定连接有涡流控制器(18)。
6.根据权利要求5所述的一种汽车零件铸造熔炼装置,其特征在于:所述涡流控制器(18)输出端设置有加热感应圈(17),加热感应圈(17)环绕设置在熔炼桶(12),熔炼桶(12)上端固定连接有弧面板(15),熔炼桶(12)一端固定连接有出料口(14),且出料口(14)与熔炼桶(12)内部空间相互连通。
7.根据权利要求1所述的一种汽车零件铸造熔炼装置,其特征在于:传动结构包括第一旋转固定杆(27)、第二伺服电机(34)、旋转齿轮(35)、承载块(36)、第二旋转固定杆(37)和从动齿轮(38),所述第四承载箱(10)内固定连接有第二伺服电机(34),第二伺服电机(34)输出端转动连接有旋转齿轮(35),旋转齿轮(35)下端啮合连接有从动齿轮(38),从动齿轮(38)内侧壁固定连接有第二旋转固定杆(37)。
8.根据权利要求7所述的一种汽车零件铸造熔炼装置,其特征在于:所述第四承载箱(10)内固定连接有承载块(36),第二旋转固定杆(37)一端设置在承载块(36)内,第二旋转固定杆(37)另一端设置在第二固定块(16)内,底部框架(4)一端固定的连接有第一旋转固定杆(27),第一旋转固定杆(27)一端设置在第一固定块(13)内。
9.根据权利要求1所述的一种汽车零件铸造熔炼装置,其特征在于:所述第一承载箱(1)一端固定连接有控制面板(2),第一承载箱(1)下端开设有预留槽(39),底部框架(4)内固定连接有一组限位板(5),底部框架(4)下端固定连接有支撑底座(11)。
技术总结
本发明属于零件铸造熔炼技术领域,具体涉及一种汽车零件铸造熔炼装置,包括第一承载箱;该发明将装置如图所示组装,启动第一伺服电机带动旋转杆进行旋转,进而带动其表面的传送皮带进行移动,同时带动传送块沿着第三承载箱方向进行移动,将进气口与外界燃料源相互连接,进而启动加热组件将燃气通进预设板,进而使喷火口喷出火焰此时火焰处于耐热漏网并对其持续加热,启动自动气缸带动伸长杆进行往复运动,进而使连接块上的第一错位块和切割刀进行往复运动,将铝块放置在传送块上,进而被传送块送至第二错位块处,当有铝块经过第二错位块时,此时切割刀在进行往复运动,进而对来至下方的铝块进行切断。
技术研发人员:王晓东,刘建立,谢家银,陈楚波,张成根
受保护的技术使用者:湖北谷城县东华机械股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!