冰雪融泥低温快速成形方法
1.本发明涉及一种以水或以水为主体的材料制成的冰雪融泥逐层堆积低温冷冻凝固快速成形方法。
背景技术:
2.低温冰型快速成形属于喷射类快速成形技术,是以水为材料的低温快速成形技术。其成形原理为:在低温成形环境下,将水从喷嘴中喷到需要的位置,水迅速固化,逐层堆积,最终得到冰型。其优点是成形材料廉价、对环境没有污染,是典型的绿色制造技术,应用前景广阔。但是成形速度慢和成形精度低制约着此项技术的发展。
技术实现要素:
3.本发明的目的是为了解决现有低温冰型快速成形方法的成形速度慢和成形精度低的技术问题,提供了一种冰雪融泥低温快速成形方法。
4.冰雪融泥低温快速成形方法如下:
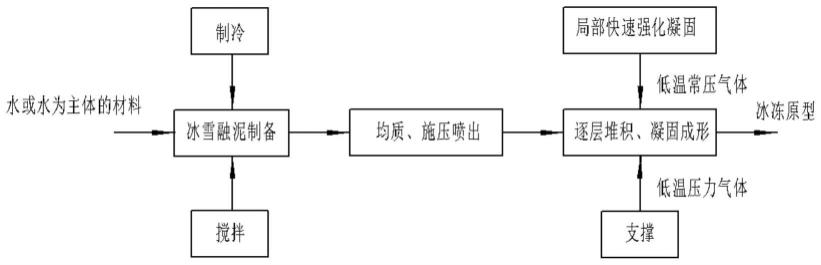
5.一、以水或以水为主体的材料为物料,采用压缩机制冷,对物料制冷同时以20~60r/min的搅拌速度进行搅拌,控制制冷温度为0℃,得到半流体泥状的冰雪融泥;
6.二、将半流体泥状的冰雪融泥均质,对经均质的冰雪融泥施加0.12~0.2mpa的压力,均匀细腻的融泥以由喷头喷射而出;
7.三、对喷射出的、半流体状态的、到位置的冰雪融泥采用低温常压气体进行瞬间局部快速强化凝固,低温成形环境温度为-15℃~-25℃,并对容易发生变形部分添加低温压力气体智能化支撑,控制每层扫描周期大于冰雪融泥冷冻固化时间,逐层凝固,即完成冰雪融泥低温快速成形。
8.步骤一中所述以水为主体的材料是向水中添加可溶于水或不溶于水的添加剂,形成以水为主体的材料。
9.步骤一中所述以水为主体的材料是向水中添加粉末或色素,形成以水为主体的材料。
10.步骤三中所述低温常压气体是温度为-30℃~-35℃的经过干燥过滤的空气。
11.步骤三中所述低温压力气体是温度为-30℃~-35℃、压力为0.12~0.3mpa经过干燥过滤的空气。
12.步骤三中所述容易发生变形部分是悬臂部分。
13.本发明采用以水或以水为主体的材料,在其凝固温度点制成均匀、细腻的半流体状态的冰雪融泥,采用低温常压气体进行瞬间局部快速强化凝固,并对悬臂容易发生变形部分添加低温压力气体智能化支撑,进行低温冷冻快速成形,成型速度快且成形精度高,较好的解决了低温冰型快速成形这一类以水为材料的低温快速成形中成形的速度和成形精度低的技术问题,提高了成形的速度和成形精度,解决了两个相互制约工程应用实践中的关键技术问题。
14.由于水分子有很大的极性和分子间形成氢键,分子键作用力较强,其内聚力很大,因此使水的熔化热高,在冰点时温度稳定,以水制成的冰雪融泥即处在冰点温度上,温度稳定性好。因此采用以水或以水为主体材料制成的冰雪融泥沉积到路径后,处于半流体融泥状态,成形迅速且具有较好的形状保持性,并能与下层及相临材料有良好的接合,且可达到最佳的冷却凝固速度。
15.只要控制每层扫描周期大于融泥冷冻固化时间,即可实现较快速准确地逐层凝固及堆积成形,可实现较大的喷头喷射流量,加之成形中采用常压低温气体进行瞬间局部快速强化凝固,并对容易发生变形的悬臂部分添加低温压力气体智能化支撑,极大地提高了成形速度和成形精度。
16.该方法拓宽了以水为材料的低温快速成形方法的应用领域,能够带动快速成形科学技术的发展,不仅在教学、造型设计、结构检查等概念模型的制造方面有广泛的应用,还可以应用在熔模铸造和组织工程器官构建方面,其成形材料廉价、对环境没有污染,绿色环保,具有较大商业应用价值和广泛的实际应用前景。
17.本发明方法喷头喷射冰雪融泥流量较大、凝固较快、变形较小、成形精度较高。低温常压和低温压力空气气体温度,比整体低温成形环境温度更低一些,更有利于快速固化成形。
附图说明
18.图1是冰雪融泥低温快速成形方法的工艺流程图。
具体实施方式
19.本发明技术方案不局限于以下所列举具体实施方式,还包括各具体实施方式间的任意组合。
20.具体实施方式一:本实施方式中冰雪融泥低温快速成形方法如下:
21.一、以水或以水为主体的材料为物料,采用压缩机制冷,对物料制冷同时以20~60r/min的搅拌速度进行搅拌,控制制冷温度为0℃,得到半流体泥状的冰雪融泥;
22.二、将半流体泥状的冰雪融泥均质,对经均质的冰雪融泥施加0.12~0.2mpa的压力,均匀细腻的融泥以由喷头喷射而出;
23.三、对喷射出的、半流体状态的、到位置的冰雪融泥采用低温常压气体进行瞬间局部快速强化凝固,低温成形环境温度为-15℃~-25℃,并对容易发生变形部分添加低温压力气体智能化支撑,控制每层扫描周期大于冰雪融泥冷冻固化时间,逐层凝固,即完成冰雪融泥低温快速成形。
24.具体实施方式二:本实施方式与具体实施方式一不同的是步骤一中所述以水为主体的材料是向水中添加可溶于水或不溶于水的添加剂,形成以水为主体的材料。其他与具体实施方式一相同。
25.具体实施方式三:本实施方式与具体实施方式一或二不同的是步骤一中所述以水为主体的材料是向水中添加粉末或色素,形成以水为主体的材料。其他与具体实施方式一或二相同。
26.具体实施方式四:本实施方式与具体实施方式一至三之一不同的是步骤三中所述
低温常压气体是温度为-30℃~-35℃的经过干燥过滤的空气。其他与具体实施方式一至三之一相同。
27.具体实施方式五:本实施方式与具体实施方式一至四之一不同的是步骤三中所述低温压力气体是温度为-30℃~-35℃、压力为0.12~0.3mpa经过干燥过滤的空气。其他与具体实施方式一至四之一相同。
28.具体实施方式六:本实施方式与具体实施方式一至四之一不同的是步骤三中所述容易发生变形部分是悬臂部分。其他与具体实施方式一至四之一相同。
29.实验一:
30.冰雪融泥低温快速成形方法如下:
31.一、以纯水为物料,采用压缩机制冷,对物料制冷同时以20r/min的搅拌速度进行搅拌,控制制冷温度为0℃,得到半流体泥状的冰雪融泥;
32.二、将半流体泥状的冰雪融泥均质,对经均质的冰雪融泥施加0.12mpa的压力,均匀细腻的融泥以由喷头喷射而出;
33.三、对喷射出的、半流体状态的、到位置的冰雪融泥采用低温常压气体进行瞬间局部快速强化凝固,低温成形环境温度为-15℃,并对容易发生变形部分添加低温压力气体智能化支撑,控制每层扫描周期大于冰雪融泥冷冻固化时间,逐层凝固,即完成冰雪融泥低温快速成形。
34.步骤三中所述低温常压气体是温度为-30℃的经过干燥过滤的空气。
35.步骤三中所述低温压力气体是温度为-30℃、压力为0.12mpa经过干燥过滤的空气。
36.步骤三中所述容易发生变形部分是悬臂部分。
37.本实验方法喷头喷射冰雪融泥流量较大、凝固较快、变形较小、成形精度较高。低温常压和低温压力空气气体温度,比整体低温成形环境温度更低一些,更有利于快速固化成形。
38.实验二:
39.冰雪融泥低温快速成形方法如下:
40.一、以水为物料,采用压缩机制冷,对物料制冷同时以60r/min的搅拌速度进行搅拌,控制制冷温度为0℃,得到半流体泥状的冰雪融泥;
41.二、将半流体泥状的冰雪融泥均质,对经均质的冰雪融泥施加0.2mpa的压力,均匀细腻的融泥以由喷头喷射而出;
42.三、对喷射出的、半流体状态的、到位置的冰雪融泥采用低温常压气体进行瞬间局部快速强化凝固,低温成形环境温度为-25℃,并对容易发生变形部分添加低温压力气体智能化支撑,控制每层扫描周期大于冰雪融泥冷冻固化时间,逐层凝固,即完成冰雪融泥低温快速成形。
43.步骤三中所述低温常压气体是温度为-35℃的经过干燥过滤的空气。
44.步骤三中所述低温压力气体是温度为-35℃、压力为0.3mpa经过干燥过滤的空气。
45.步骤三中所述容易发生变形部分是悬臂部分。
46.本实验方法喷头喷射冰雪融泥流量较大、凝固较快、变形较小、成形精度较高。低温常压和低温压力空气气体温度,比整体低温成形环境温度更低一些,更有利于快速固化
成形。
47.实验三:
48.冰雪融泥低温快速成形方法如下:
49.一、以水为物料,采用压缩机制冷,对物料制冷同时以45r/min的搅拌速度进行搅拌,控制制冷温度为0℃,得到半流体泥状的冰雪融泥;
50.二、将半流体泥状的冰雪融泥均质,对经均质的冰雪融泥施加0.12mpa的压力,均匀细腻的融泥以由喷头喷射而出;
51.三、对喷射出的、半流体状态的、到位置的冰雪融泥采用低温常压气体进行瞬间局部快速强化凝固,低温成形环境温度为-20℃,并对容易发生变形部分添加低温压力气体智能化支撑,控制每层扫描周期大于冰雪融泥冷冻固化时间,逐层凝固,即完成冰雪融泥低温快速成形。
52.步骤三中所述低温常压气体是温度为-32℃的经过干燥过滤的空气。
53.步骤三中所述低温压力气体是温度为-32℃、压力为0.2mpa经过干燥过滤的空气。
54.步骤三中所述容易发生变形部分是悬臂部分。
55.本实验方法喷头喷射冰雪融泥均质流量较大、凝固较快、变形较小、成形精度较高。低温常压和低温压力空气气体温度,比整体低温成形环境温度更低一些,更有利于快速固化成形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1