一种斯特林冷机的上壳体结构的制作方法
1.本实用新型涉及斯特林冷机领域,具体为一种斯特林冷机的上壳体结构。
背景技术:
2.目前,自由活塞式斯特林制冷机运行中通过磁力推动活塞在气缸内做往复运动,活塞压缩气体介质推动置换器的做功以达到斯特林压缩,膨胀,放热,冷却的循环。而置换器的做功和热交换都是在上壳体中进行的,现有的上壳体结构是采用不锈钢材料进行多次拉伸以后形成,为了保证上壳体的强度,每次拉伸后都需要进行一次退火,所以上壳体的制作需要进行多次拉伸和多次退火,工艺复杂,成本比较高,而且不锈钢材料的导热性能并不佳,对于斯特林冷机的制冷能效有比较大的限制。
技术实现要素:
3.本实用新型提供了一种斯特林冷机的上壳体结构,采用新的结构,解决现有的上壳体结构生产工艺复杂,斯特林冷机的制冷能效受到限制的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种斯特林冷机的上壳体结构,包括薄壁部,所述的薄壁部为筒形结构;上散热部,固定设置在薄壁部的第一端;下散热部,所述的下散热部的第一端与薄壁部的第二端固定相连;底座,所述的下散热部的第二端与底座的一端固定相连;所述的上散热部和下散热部均采用导热材料制成,由于上壳体结构的顶部是吸热端,而上壳体结构的下部为散热端,上散热部和下散热部可以提高整个上壳体内部的热交换器的热传导效率,提高制冷能效。
5.上壳体结构采用薄壁部、上散热部、下散热部和底座四个部件进行轴向固定连接,无需进行拉伸工艺和退火工艺,工艺比较简单,工艺生产的成本大大降低。
6.作为优选,所述的上散热部和下散热部均采用紫铜制成,紫铜具有良好的热传导性,而且便于与薄壁部进行轴向的固定连接。
7.作为优选,所述的上散热部为帽状结构,用于封闭薄壁部的第一端,帽状结构的上散热部的接触面积大,可以与导冷保温装置进行充分的接触,提高热传导效率。
8.作为优选,所述的下散热部为筒形结构,筒形结构的下散热部组成了上壳体结构侧壁的一部分,也方便在下散热部的外侧套接固定散热器。
9.作为优选,所述的薄壁部与上散热部以及下散热部之间均为铆压连接,铆压连接是过盈配合的一种,工艺比较简单,可以实现上壳体结构的各个部件之间的快速组装配合。
10.作为优选,所述的上散热部与薄壁部连接的一端内壁上设置有第一铆压槽,所述的下散热部的第一端内壁上设置有第二铆压槽,所述的薄壁部的第一端嵌入到第一铆压槽中进行铆压配合,所述的薄壁部的第二端嵌入到第二铆压槽中进行铆压配合,薄壁部的端部可以通过轴向的力插入到第一铆压槽和第二铆压槽中,然后外部施加压力使第一铆压槽和第二铆压槽的侧壁发生形变,实现铆压连接。
11.作为优选,所述的下散热部的第二端设置有轴向延伸的插接台,所述的底座与下
散热部连接的一端内壁上设置有第三铆压槽,所述的插接台嵌入到第三铆压槽中进行铆压配合,第三铆压槽与插接台插接后进行外部受力可以实现两者的牢固配合。
12.与现有技术相比,本实用新型的有益效果是:
13.将上壳体分为多个部件进行组装的结构,具有上散热部和下散热部,采用高导热性的材料制成,简化了上壳体的生产工艺,无需进行多次拉伸,也无需进行多次退火,可以提升10%的制冷能效,而且上壳体的局部壁厚增加,可以提高整个上壳体的结构强度。
附图说明
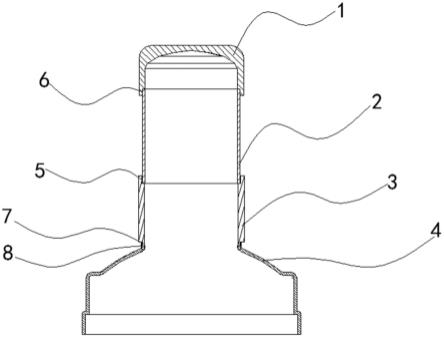
14.图1为本实用新型的主视剖视结构图;
15.图2为本实用新型的安装状态结构示意图。
16.附图标记:
17.1、上散热部,2、薄壁部,3、下散热部,4、底座,5、第二铆压槽,6、第一铆压槽,7、插接台,8、第三铆压槽。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
19.如图1-2所示,本实用新型为解决现有的上壳体结构生产工艺复杂,斯特林冷机的制冷能效受到限制的问题,提供如下技术方案:一种斯特林冷机的上壳体结构,包括薄壁部2,所述的薄壁部2为筒形结构;上散热部1,固定设置在薄壁部2的第一端;下散热部3,所述的下散热部3的第一端与薄壁部2的第二端固定相连;底座4,所述的下散热部3的第二端与底座4的一端固定相连;所述的上散热部1和下散热部3均采用导热材料制成,由于上壳体结构的顶部是吸热端,而上壳体结构的下部为散热端,上散热部1和下散热部3可以提高整个上壳体内部的热交换器的热传导效率,提高制冷能效。
20.上壳体结构采用薄壁部2、上散热部1、下散热部3和底座4四个部件进行轴向固定连接,无需进行拉伸工艺和退火工艺,工艺比较简单,工艺生产的成本大大降低。
21.具体的,所述的上散热部1和下散热部3均采用紫铜制成,紫铜具有良好的热传导性,而且便于与薄壁部2进行轴向的固定连接。而薄壁部2采用不锈钢材料制成,整体强度高,上散热部1和下散热部3的壁厚大于薄壁部2的壁厚,薄壁部2、上散热部1、下散热部3和底座4之间可以进行过盈配合连接,如铆压连接等等,如果连接强度不够,则可以在连接的位置进行焊接,焊接的工艺可以为真空钎焊或者直流氩弧焊或者冷焊工艺。
22.在本实施例中,如图1所示,所述的上散热部1为帽状结构,用于封闭薄壁部2的第一端,帽状结构的上散热部1的接触面积大,可以与导冷保温装置进行充分的接触,提高热传导效率,而且帽状结构的上散热部1的壁厚可以做的比较厚,进一步提高强度和热传导效率。
23.在本实施例中,所述的下散热部3为筒形结构,筒形结构的下散热部3组成了上壳体结构侧壁的一部分,也方便在下散热部3的外侧套接固定散热器,散热器一般呈圆盘状,中部设置有圆孔,下散热部3设置在圆孔内,可以将热量快速传递到散热器中进行排出。
24.在本实施例中,所述的薄壁部2与上散热部1以及下散热部3之间均为铆压连接,铆
压连接是过盈配合的一种,工艺比较简单,可以实现上壳体结构的各个部件之间的快速组装配合。
25.为了与铆压工艺进行配合,所述的上散热部1与薄壁部2连接的一端内壁上设置有第一铆压槽6,所述的下散热部3的第一端内壁上设置有第二铆压槽5,所述的薄壁部2的第一端嵌入到第一铆压槽6中进行铆压配合,所述的薄壁部2的第二端嵌入到第二铆压槽5中进行铆压配合,薄壁部2的端部可以通过轴向的力插入到第一铆压槽6和第二铆压槽5中,然后外部施加压力使第一铆压槽6和第二铆压槽5的侧壁发生形变,实现铆压连接。
26.同理,所述的下散热部3的第二端设置有轴向延伸的插接台7,所述的底座4与下散热部3连接的一端内壁上设置有第三铆压槽8,所述的插接台7嵌入到第三铆压槽8中进行铆压配合,第三铆压槽8与插接台7插接后进行外部受力可以实现两者的牢固配合。
27.可见,本实施例中的上壳体结构为多个部件进行组装的结构,具有上散热部和下散热部,采用高导热性的材料制成,简化了上壳体的生产工艺,无需进行多次拉伸,也无需进行多次退火,可以提升10%的制冷能效,而且上壳体的局部壁厚增加,可以提高整个上壳体的结构强度。
28.需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后......)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
29.另外,在本实用新型中如涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体地限定。
30.在本实用新型中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
31.另外,本实用新型各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1