端盖的流焊挡料焊接结构及制冷组件的制作方法
本技术涉及制冷配件领域,且特别涉及一种端盖的流焊挡料焊接结构及制冷组件。
背景技术:
1、随着制冷行业以钢代铜技术的不断发展,钢制配件的应用逐渐成为制冷行业的重点研发方向。为适配现有外部铜管路的连接,钢制配件上势必要预留铜制接管,因此钢制配件的应用将势必涉及到铜和钢之间的异种金属焊接问题。对于多个铜管件在钢管件上焊接所形成的制冷组件(如集水器、储液器以及消音器等配件),火焰钎焊存在铜管件间距近焊缝易发生二次焊熔、焊接易氧化、焊接后需要去氧化皮以及焊接效率低等焊接问题。为此,有厂家采用炉中焊接的方式进行钢制配件的焊接,但因考虑到铜管件的熔点问题,故钎焊时需选用熔点比紫铜低的锡青铜焊料进行炉中焊接。
2、在炉中焊接中普遍采用环形的焊料(即焊环)进行焊接;以钢制本体和端盖处的焊接为例,焊环预先套设在钢制本体的端部或端盖口处,炉中钎焊时希望焊环熔化后能快速渗透至钢制本体和端盖套接所形成焊接间隙内。然而,由于环形焊料其材料强度相对较大且受焊接热量的影响,焊环极易从钢制本体的端部或端盖口处弹开而发生倾斜,进而使得焊环上部分区域远离焊接间隙;钢制本体或端盖的直径越大时(即焊环的绕圈直径越大时),焊环的弹开移位问题越为明显。焊环弹开后对于远离焊接间隙处的焊环区域,其熔化后需要经较长的路径才能渗透至焊接间隙内。而相比紫铜焊料,锡青铜焊料的流动性又较差;因此,在采用锡青铜焊料进行炉中焊接时,焊料极易在钢制本体或端盖的表面发生流焊而难以进入到焊接间隙内,进而导致焊缝出现虚焊、断焊等焊接问题。
技术实现思路
1、本实用新型为了克服现有技术的至少一个不足,提供一种流焊挡料焊接结构及制冷组件。
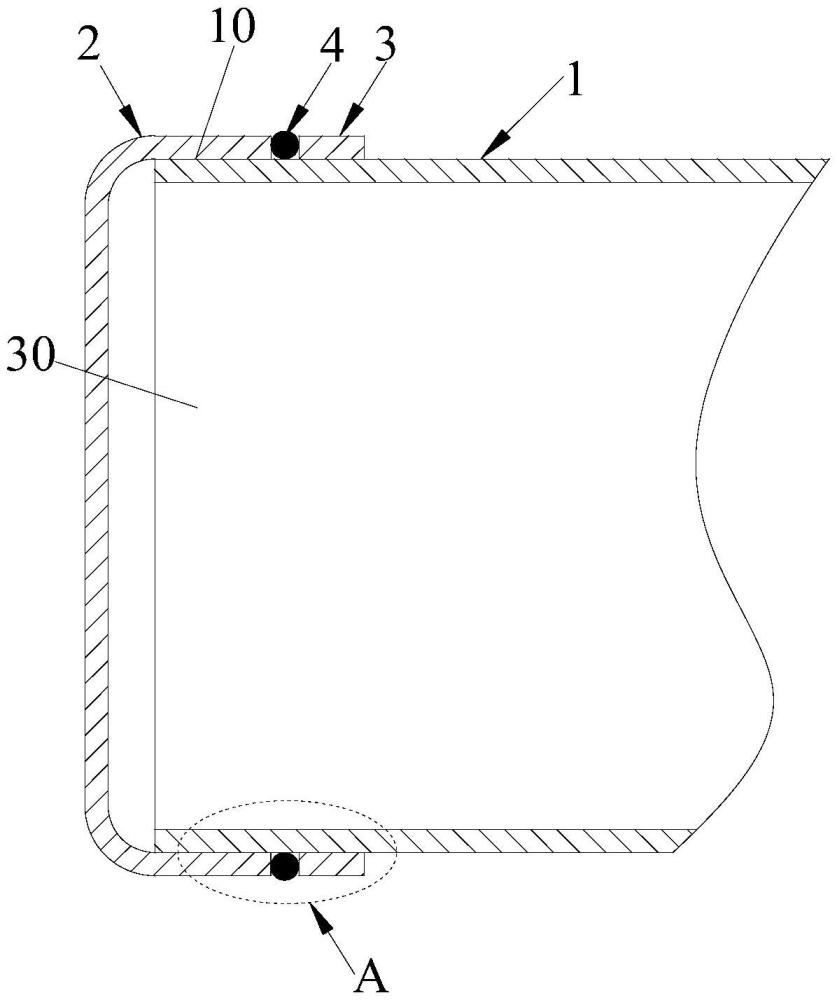
2、为了实现上述目的,本实用新型提供一种端盖的流焊挡料焊接结构,其包括本体、端盖以及流焊阻挡件。本体的横截面大致呈圆形的中空结构。端盖套接于本体端部且套接重叠处形成焊接间隙,端盖和本体的装配端部形成有连通焊接间隙且用于容纳钎焊料的焊料容置区,焊料容置区位于端盖和本体套接所围成的型腔外部。焊料阻挡件连接于本体或端盖,焊料阻挡件与焊接间隙相对形成于焊料容置区的外侧,在远离焊接间隙的方向上阻挡焊料以使钎焊时焊料容置区内的焊料渗透至焊接间隙内。
3、根据本实用新型的一实施例,端盖外套于本体端部,端盖端面所在处的本体外周壁区域形成焊料容置区,焊料阻挡件设置于本体外周壁且与端盖端面相对位于焊料容置区的外侧。
4、根据本实用新型的一实施例,焊料阻挡件为外套于本体的挡料环;或者,焊料阻挡件为沿周向分布于本体外周壁的多个挡料块且每一挡料块的底部均贴合于本体的外周壁。
5、根据本实用新型的一实施例,焊料阻挡件为外套于本体外周壁的环形挡料架,环形挡料架包括环形套接部和挡料部,挡料部形成于环形套接部靠近焊料容置区的一端且向远离本体中心方向延伸,挡料部沿环形套接部周向连续以呈环形或沿环形套接部周向间隔分布;
6、或者,焊料阻挡件为沿周向间隔分布于本体外周壁的多个挡料支架,每一挡料支架均包括贴合于本体外周壁的支架座和形成于支架座靠近焊料容置区的一端且向本体径向方向延伸的支架挡料部。
7、根据本实用新型的一实施例,端盖端面上形成有从端盖的外周壁向端盖的底部中心方向逐渐倾斜的导向面。
8、根据本实用新型的一实施例,端盖外套于本体端部且套接处的端盖周壁上形成有径向凸环,径向凸环和本体外周壁之间形成焊料容置区,径向凸环远离端盖的区域向本体的中心方向收口以形成阻挡焊料的焊料阻挡件。
9、根据本实用新型的一实施例,端盖为内套于本体端部的拉伸件且端盖的外底壁朝向本体外部,端盖外壁与本体内壁之间形成焊料容置区,焊料阻挡件设置于端盖外底壁且位于焊料容置区远离焊接间隙的一侧。
10、根据本实用新型的一实施例,焊料阻挡件为沿端盖外底壁周向连续分布的端盖挡圈,端盖挡圈包括挡圈本体和挡圈延伸部,挡圈本体连接于端盖外底壁,挡圈延伸部向远离端盖所在方向延伸,挡圈延伸部的外壁对焊料进行阻挡。
11、根据本实用新型的一实施例,挡圈本体上具有挡圈轻量化孔,挡圈轻量化孔缩小端盖外底壁和挡圈本体之间的焊料层面积。
12、根据本实用新型的一实施例,焊料阻挡件为沿周向间隔分布于端盖外底壁的多个阻挡板,阻挡板向远离端盖外底壁所在方向延伸。
13、根据本实用新型的一实施例,端盖为内套于本体端部的拉伸件且端盖的外底壁朝向本体内部,本体端面所在处的端盖外周壁区域形成焊料容置区;端盖的周壁末端向径向方向折弯延伸以形成与本体端面相对且位于焊料容置区外侧的焊料阻挡件。
14、另一方面,本实用新型还提供一种制冷组件,其包括上述任一项的端盖的流焊挡料焊接结构,制冷组件为至少一端封堵的圆形管路件、集水器、三段式消音器、干燥过滤器、气液分离器、三段式储液器或二段式储液器中的任一种。
15、综上所述,本实用新型提供的端盖的流焊挡料焊接结构中,焊料容置区形成于端盖和本体套接所围成的型腔外部,基于这一条件在焊料容置区的外侧设置焊料阻挡件,焊料阻挡件限定焊环在远离焊接间隙所在方向上的位移,从而有效避免焊环在钎焊时受热弹开,进而使得熔化后的焊料在整个周向上均能接近位于焊料容置区内侧的焊接间隙。该设置极大地缩短了焊料渗透至焊接间隙内的路径,即使是流动性相对较差的锡青铜焊料亦能快速地渗透至焊接间隙内。进一步的,对于环形的焊料阻挡件,其还有效阻断了熔化后焊料在远离焊接间隙方向上的流动,以使大量焊料能指向性地渗透至焊接间隙内以进一步提高焊接质量。
16、为让本实用新型的上述和其它目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合附图,作详细说明如下。
技术特征:
1.一种端盖的流焊挡料焊接结构,其特征在于,包括:
2.根据权利要求1所述的端盖的流焊挡料焊接结构,其特征在于,所述端盖外套于本体端部,端盖端面所在处的本体外周壁区域形成焊料容置区,焊料阻挡件设置于本体外周壁且与端盖端面相对位于焊料容置区的外侧。
3.根据权利要求2所述的端盖的流焊挡料焊接结构,其特征在于,所述焊料阻挡件为外套于本体的挡料环;或者,所述焊料阻挡件为沿周向分布于本体外周壁的多个挡料块且每一挡料块的底部均贴合于本体的外周壁。
4.根据权利要求2所述的端盖的流焊挡料焊接结构,其特征在于,所述焊料阻挡件为外套于本体外周壁的环形挡料架,所述环形挡料架包括环形套接部和挡料部,所述挡料部形成于环形套接部靠近焊料容置区的一端且向远离本体中心方向延伸,所述挡料部沿环形套接部周向连续以呈环形或沿环形套接部周向间隔分布;
5.根据权利要求2所述的端盖的流焊挡料焊接结构,其特征在于,所述端盖端面上形成有从端盖的外周壁向端盖的底部中心方向逐渐倾斜的导向面。
6.根据权利要求1所述的端盖的流焊挡料焊接结构,其特征在于,所述端盖外套于本体端部且套接处的端盖周壁上形成有径向凸环,径向凸环和本体外周壁之间形成焊料容置区,径向凸环远离端盖的区域向本体的中心方向收口以形成阻挡焊料的焊料阻挡件。
7.根据权利要求1所述的端盖的流焊挡料焊接结构,其特征在于,所述端盖为内套于本体端部的拉伸件且端盖的外底壁朝向本体外部,所述端盖外壁与本体内壁之间形成焊料容置区,焊料阻挡件设置于端盖外底壁且位于焊料容置区远离焊接间隙的一侧。
8.根据权利要求7所述的端盖的流焊挡料焊接结构,其特征在于,焊料阻挡件为沿端盖外底壁周向连续分布的端盖挡圈,所述端盖挡圈包括挡圈本体和挡圈延伸部,所述挡圈本体连接于端盖外底壁,所述挡圈延伸部向远离端盖所在方向延伸,挡圈延伸部的外壁对焊料进行阻挡。
9.根据权利要求7所述的端盖的流焊挡料焊接结构,其特征在于,挡圈本体上具有挡圈轻量化孔,所述挡圈轻量化孔缩小端盖外底壁和挡圈本体之间的焊料层面积。
10.根据权利要求7所述的端盖的流焊挡料焊接结构,其特征在于,所述焊料阻挡件为沿周向间隔分布于端盖外底壁的多个阻挡板,阻挡板向远离端盖外底壁所在方向延伸。
11.根据权利要求1所述的端盖的流焊挡料焊接结构,其特征在于,所述端盖为内套于本体端部的拉伸件且端盖的外底壁朝向本体内部,本体端面所在处的端盖外周壁区域形成焊料容置区;端盖的周壁末端向径向方向折弯延伸以形成与本体端面相对且位于焊料容置区外侧的焊料阻挡件。
12.一种制冷组件,其特征在于,包括权利要求1~11任一项所述的端盖的流焊挡料焊接结构,所述制冷组件为至少一端封堵的圆形管路件、集水器、三段式消音器、干燥过滤器、气液分离器、三段式储液器或二段式储液器中的任一种。
技术总结
本技术提供一种端盖的流焊挡料焊接结构及制冷组件,端盖的流焊挡料焊接结构包括本体、端盖以及流焊阻挡件。本体的横截面大致呈圆形的中空结构。端盖套接于本体端部且套接重叠处形成焊接间隙,端盖和本体的装配端部形成有连通焊接间隙且用于容纳钎焊料的焊料容置区,焊料容置区位于端盖和本体套接所围成的型腔外部。焊料阻挡件连接于本体或端盖,焊料阻挡件与焊接间隙相对形成于焊料容置区的外侧,在远离焊接间隙的方向上阻挡焊料以使钎焊时焊料容置区内的焊料渗透至焊接间隙内。
技术研发人员:斯壮伟
受保护的技术使用者:诸暨斯贝达金属有限公司
技术研发日:20230801
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!